1
Изобретение относится к области переработки пластмасс и может быть использовано для получения многоцветных изделий при переработке термопластов методом экструзии.
Известна экструзионная головка для изготовления многоцветных изделий из полимерных материалов, содержащая корпус с входными отверстиями, в котором установлены дорн и диски, образующие друг с другом и дорном секторные полости, а с корпусом подводящие каналы, разделенные ограничительными ребрами и сообщающиеся с секторными полостями и общей формующей щелью между корпусом и дорном.
Такая головка не обеспечивает полного выравнивания скоростей течения расплава по периметру головки и не обеспечивает размерную точность изготавливаемых изделий.
В предлагаемой головке, с целью повыщения размерной точности изготавливаемых изделий, секторные полости расположены на различных уровнях по высоте головки и соединены с входными отверстиями в верщинах углов их раствора, а каждый из последующих в направлении течения расплава подводящих каналов выполнен с меньшим проходным сечением.
Кроме того, на боковых поверхностях дисков выполнены вырезы, образующие проходное сечение подводящих каналов. Для получения изделий кольцевого профиля вырезы дисков образованы соосными ступенчато расположенными поверхностями вращения, например круглыми цилиндрическими поверхностями.
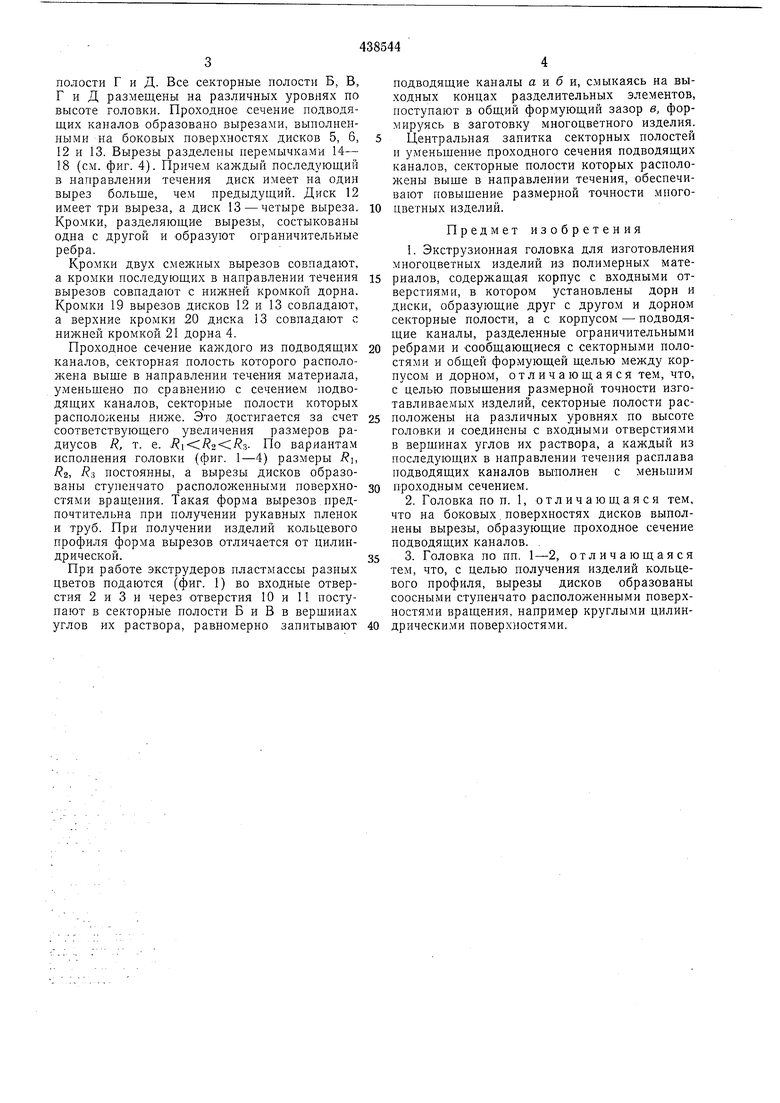
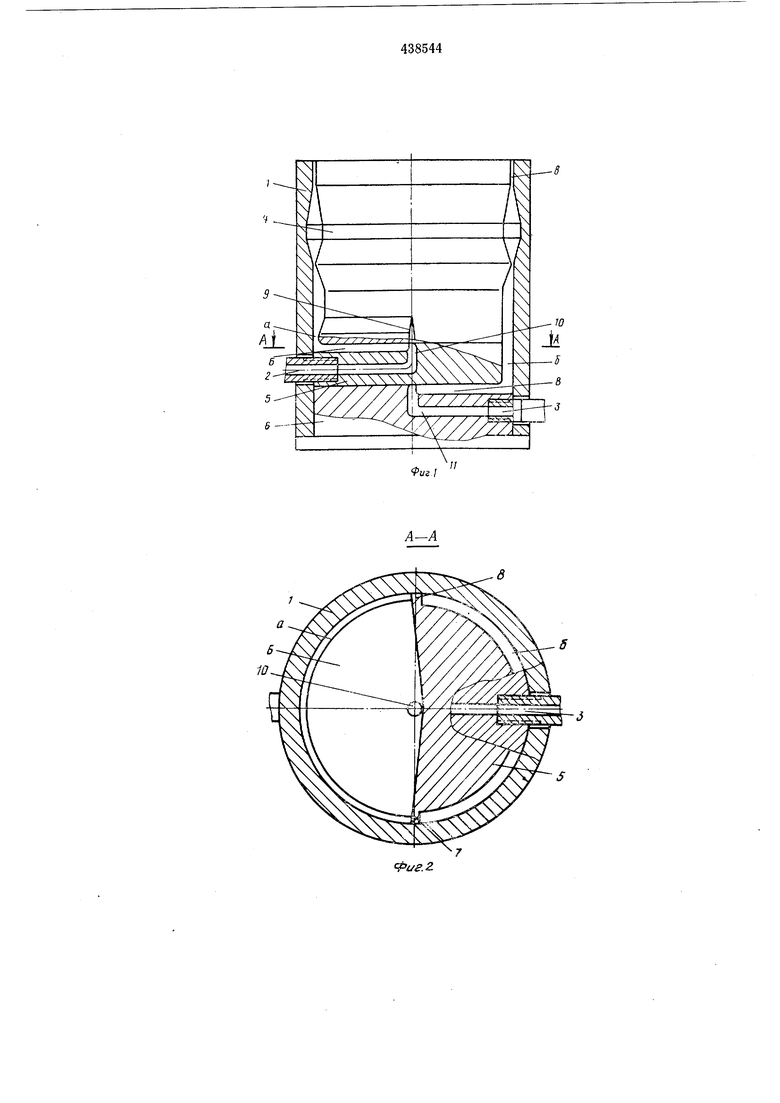
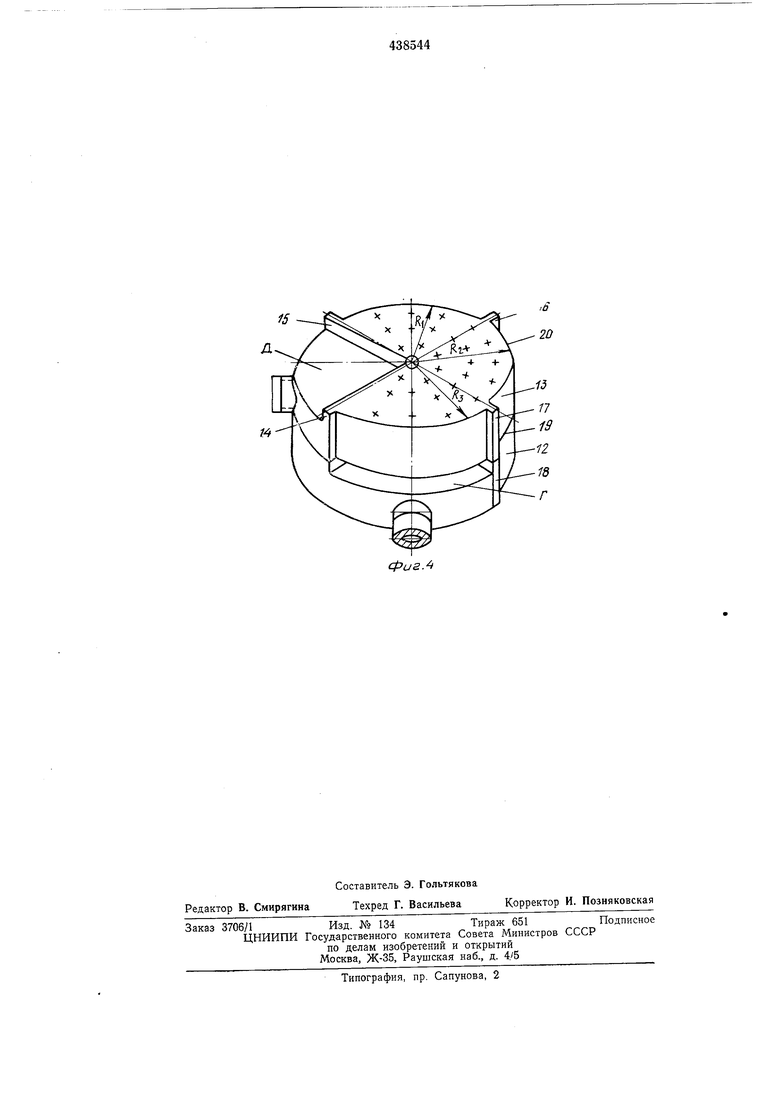
На фиг. 1 изображена предлагаемая головка с двумя секторными полостями; на фиг. 2- разрез по А-А на фиг. 1; на фиг. 3 - схема
сборки дисков и дорна для получения четырехцветных изделий в аксонометрии; на фиг. 4 - схема сборки двух верхних дисков в аксонометрии.
Головка для получения многоцветных издеЛИЙ включает корпус 1 с входными отверстиями 2 и 3 и дорн 4, установленный в корпусе 1 через диски 5 и 6, образующие друг с другом и дорном секторные полости Б и В, а с корпусом головки - подводящие каналы а и б.
разделенные разграничительными элементами 7 и 8 со скосами 9 на выходных концах и соединенные с секторными полостями и общим формующим зазором в. Секторные полости Б и В сообщены с входными отверстиями 2 и 3
отверстиями 10 и 11, расположенными в вершинах углов раствора секторных полостей.
Для получения четырехцветных изделий между корпусом 1 и дорном 4 могут быть дополнительно установлены два диска 12 и
13, образующие дополнительные секторные
полости г и д. Все секторные полости Б, В, Г и Д размещены на различных уровнях по высоте головки. Проходное сечение подводящих каналов образовано вырезами, выполненными на боковых поверхностях дисков 5, 6, 12 и 13. Вырезы разделены перемычками 14- 18 (см. фиг. 4). Причем каждый последующий в направлении течения диск имеет на один вырез больше, чем предыдущий. Диск 12 имеет три выреза, а диск 13 - четыре выреза, Кромки, разделяющие вырезы, состыкованы одна с другой и образ аот ограничительные ребра.
Кромки двух смежных вырезов совпадают, а кромки последующих в направлении течения вырезов совпадают с нижней кромкой дорна. Кромки 19 вырезов дисков 12 и 13 совпадают, а верхние кромки 20 диска 13 совпадают с нижней кромкой 21 дорна 4.
Проходное сечение каждого из подводящих каналов, секторная полость которого расположена выше в направлении течения материала, уменьшено по сравнению с сечением подводящих каналов, секторные полости которых расположены ниже. Это достигается за счет соответствующего увеличения размеров радиусов R, т. е. . По вариантам исполнения головки (фиг. 1-4) размеры , постоянны, а вырезы дисков образованы ступенчато расположенными поверхностями вращения. Такая форма вырезов предпочтительна при получении рукавных пленок и труб. При получении изделий кольцевого профиля форма вырезов отличается от цилиндрической.
При работе экструдеров пластмассы разных цветов подаются (фиг. 1) во входные отверстия 2 и 3 и через отверстия 10 и 11 поступают в секторные полости Б н В в вершинах углов их раствора, равномерно запитывают
подводящие каналы а и б и, смыкаясь на выходных концах разделительных элементов, поступают в общий формующий зазор е, формируясь в заготовку многоцветного изделия. Центральная занитка секторных полостей и уменьшение проходного сечения подводящих каналов, секторные полости которых расположены выше в направлении течения, обеспечивают повышение размерной точности многоцветных изделий.
Предмет изобретения
1.Экструзионная головка для изготовления многоцветных изделий из полимерных материалов, содержащая корпус с входными отверстиями, в котором установлены дорн и диски, образующие друг с другом и дорном секторные полости, а с корпусом - подводящие каналы, разделенные ограничительными ребрами и сообщающиеся с секторными нолостями и общей формующей щелью между корпусом и дорном, отличающаяся тем, что, с целью повышения размерной точности изготавливаемых изделий, секторные полости расположены на различных уровнях по высоте головки и соединены с входными отверстиями в верщинах углов их раствора, а каждый из последующих в направлении течения расплава подводящих каналов выполнен с меньшим проходным сечением.
2.Головка по п. 1, отличающаяся тем, что на боковых. поверхностях дисков выполнены вырезы, образующие проходное сечение подводящих каналов. .
3.Головка по нп. 1-2, отличающаяся тем, что, с целью получения изделий кольцевого профиля, вырезы дисков образованы соосными ступенчато расположенными поверхностями вращения, например круглыми цилиндрнчески.ми поверхностями.
Риг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления однослойных многоцветных цилиндрических изделий из термопластов | 1972 |
|
SU513866A1 |
| Экструзионная головка для изготовления изделий из термопластов | 1986 |
|
SU1402434A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Кольцевая головка экструдера | 1980 |
|
SU891465A1 |
| Экструзионный агрегат | 1987 |
|
SU1500498A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |
| ДУТЬЕВАЯ ГОЛОВКА | 2002 |
|
RU2215702C1 |
| Многоручьевая экструзионная головка | 1986 |
|
SU1369909A1 |
| КРАН С ПОВОРОТНОЙ ПРОБКОЙ | 2000 |
|
RU2177573C1 |
S
.д
15
Фиг.
