(21)/Л 37293/23-05
(22)21.10.86
(46) 15.06.88. Бюл. № 22
(71)Украинский научно-исследовательский и проектно-конструкторский институт по разработке машин и обо.рудования для переработки пластмасс, резины и искусственной кожи
(72)В.А.Ануфриев, А.А.Осадчий, Е.К.Лавренюк, А.Д.Петухов, В.К.Носков и Г.С.Губарев
(53)678.057.374.6(088.8)
(56)Авторское свидетельство СССР № 438544, кл. В 29 С 47/28, 1972.
Авт.орское свидетельство СССР № 433038, кл. Б 29 С 47/28, 1972.
(54)ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ
(57)Изобретение относится к области переработки пластмасс и может быть использовано для получения многоцветных изделий при переработке термопластов методом экструзии. Цель изобретения - расширение технологических возможностей головки путем получения многоцветных изделий за счет комбинированного сочетания исходно окрашенных пластмасс. Экструзионная
головка содержит корпус с входными каналами. Б корпусе смонтирован дорн с образованием коллекторного, подводящего и формирующего каналов. На дорне закреплены с образованием рабочих полостей разграничительные элементы. Головка снабжена разделительной .втулкой. Она установлена в коллекторном канале для образования наружного и внутреннего питающих каналов . Б подводящем канале установлен рабочий элемент с сегментообраз- ными прорезями для образования в каждой из этих прорезей по меньшей мере двух крайних и одного промежуточного рабочих каналов. Входные каналы сообщены соответственно с наружным и внутренним питаюп(ими каналами. Последние поочередно сообщены с крайними и промежуточным рабочими каналами. Пластмассы разной окраски поступают в наружный и внутренний питающие каналы соответственно. Затем они поступают в рабочие каналы, рабочие полости и далее - в формующий канал. Сформированные потоки движутся слоями, образуя зоны комбинированного сочетания потоков различно окрашенной пластмассы. 4 з.п. ф-лы, 10 ил.
О)
4:
О 1чЭ
«
СО
1
14024ЗА
Изобретение относится к переработке пластмасс и может быть использовано для получения многоцветных изделий при переработке термопластов методом экструзии.
Цель изобретения - расширение технологических возможностей головки путем получения многоцветных изделий за счет комбинированного сочетания исходно окрашенных пластмасс.
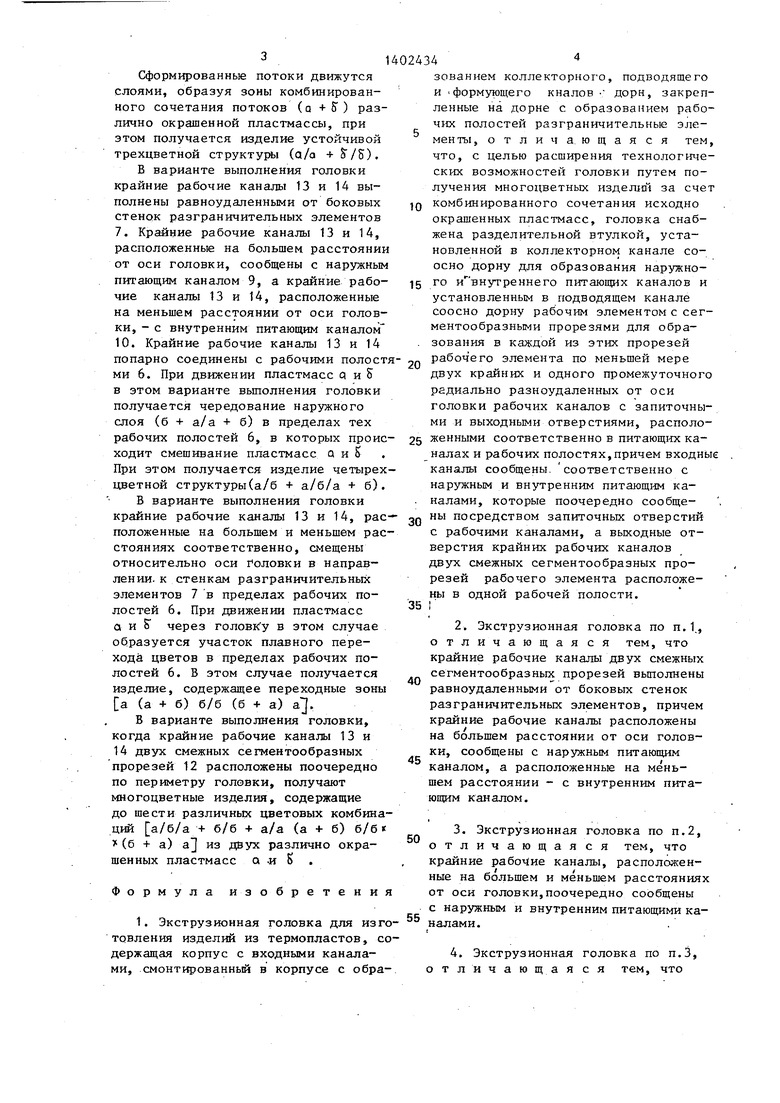
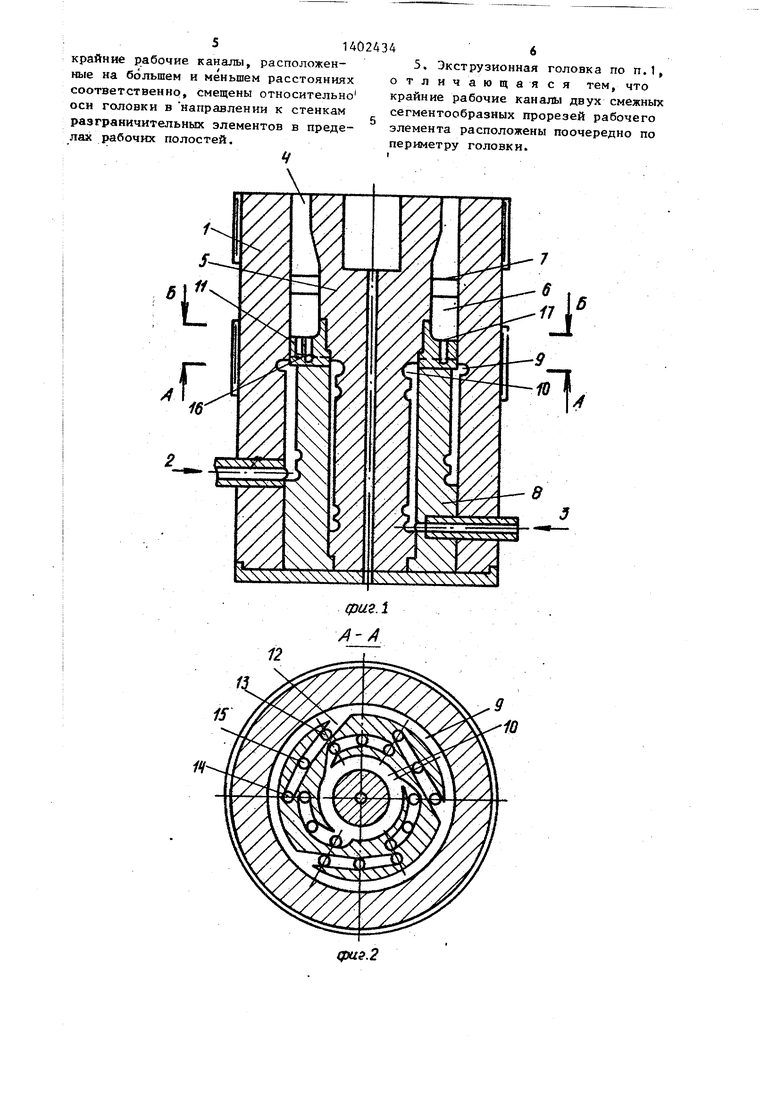
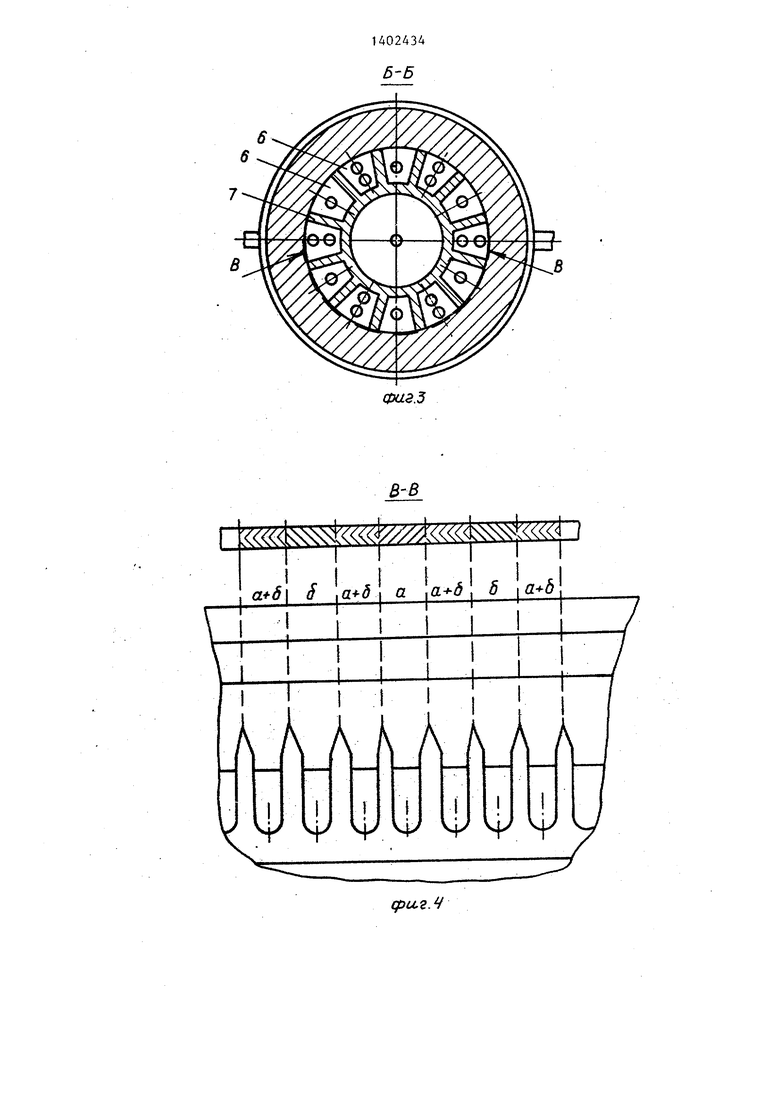
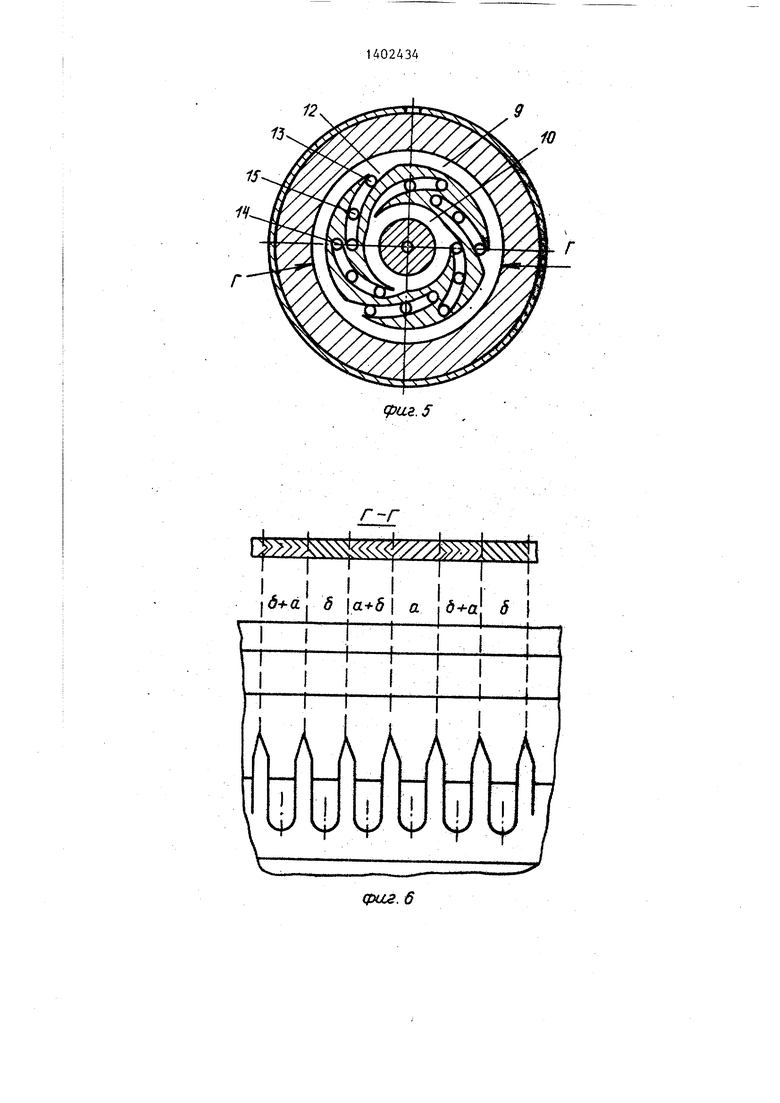
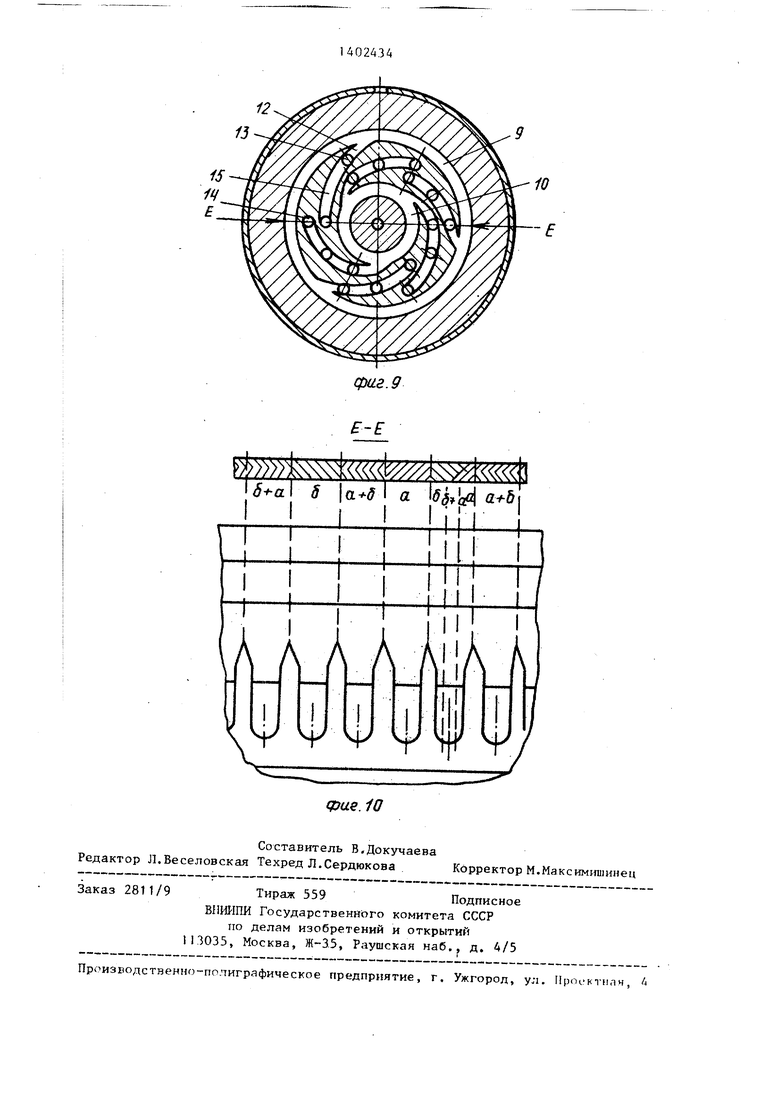
На фиг.1 изображена экструзионная головка для изготовления изделий из термопластов; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг«4 - разрез В-В на фиг.З; на фиг.З - рабочие каналы, вариант вьтолнения; на фиг.6 - разрез Г-Г на фиг.З; на (.7 - рабочие ка- нальц вариант вьтолнения;на фиг.8 - I разрез Д-Д на фиг.7; на фиг.9 - ра- |бочие каналы, варианты выполнения; |на фиг.10 - разрез Е-Е на фиг.9. I Экструзионная головка содержит I корпус 1 с входными 2 и 3 каналами:. Головка содержит смонтированный в корпусе 1 с образованием коллектор- IHOTO, подводящего и формующего 4 каналов дорн 3. На дорне 3 закреплены с образованием рабочих полостей 6 разграничительные элементы 7. Голов- ;ка снабжена разделительной втулкой 8 установленной в коллекторном кана- |ле соосно дорну 3 для образования наружного 9 и внутреннего 10 питаю- щих каналов. Головка снабжена уста- новленным в подводящем канале соос- но дорну 3 рабочим элементом 11 с :сегментообразными прорезями 12 для Образования в каждой из этих проре- |зей 12 рабочего элемента 11 по мень- Ь1ей мере двух крайних 13 и 14 и од- Иого промежуточного 13 радиально разноудаленных от оси головки рабочих каналов с запиточными 16 и выходными 17 отверстиями, расположенными соответственно в питающих каналах 9 и 10 и в рабочих полостях 6. Причем входные каналы 2 и 3 сообщены соответственно с наружным-9 и 1внутренним 10 питающими каналами.
Наружный 9 и внутренний 10 питающие каналы поочередно сообщены посредством запиточных отверстий 16 с Крайними 13 и 14 промежуточным 13 абочими каналами.. Выходные отвер- стия 17 крайлих рабочих каналов 13 и 14 Д1вух смежных сегментообразных Прорезей 12 рабочего элемента 11
2
одной
рабочей по
Q
5 0 5
5
0
5
0
5
0
Крайние рабочие каналы 13 и 14 двух смежных сегментообразных прорезей 12 могут быть выполнены равноудаленными от боковых стенок разграничительных элементов 7, причем крайние рабочие каналы 13 и 14, расположенные на большем расстоянии от оси головки, сообщены с наружным 9 питающим каналом, а крайние рабочие каналы 13 и 14, расположенные на меньшем расстоянии от оси головки, - с внутренним 10 питающим каналом.
Крайние рабочие каналы 13 и 14, расположенные на большем и меньшем расстояниях от оси головки, могут быть поочередно сообщены с наружным 9 и внутренним 10 питающими каналами.
Крайние рабочие каналы 13 и 14, расположенные на ббльшем и меньшем расстояниях соответственно, могут быть смещены относительно оси головки в направлении к стенкам разграничительных элементов 7 в пределах рабочих полостей 6.
Кроме того, рабочие каналы 13 и 14 двух смежных сегментообразных прорезей 12 могут быть расположены поочередно по периметру головки.
Экструзионная головка работает следующим образом.
При движении исходных пластмасс разной окраски, подаваемых разными прессами (не показаны) во входные . каналы 2 и 3 корпуса 1, пластмасса из входного канала 2 (пластмассам ) поступает в наружный питающий канал 9, а пластмасса из входного канала 3 (пластмасса 5 ) поступает во внутренний питающих канал 10. Затем пластмассы а и 8 поступают через запиточные отверстия 16 в рабочие каналы рабочего элемента 11; крайние 13 и 14 и промежуточный 13. Через выходные отверстия 17 этих каналов .пластмассы Q и К . затем поступают в рабочие полости 6 и далее в формующий канал 4. - Крайние рабочие каналы 13 и 14, по которым движется пластмасса о , и крайние рабочие каналы 13 и 14, по которым движется пластмасса S , попарно соединены в одной рабочей полости 6, в пределах этих рабочих полостей 6 происходит смешивание потоков пластмассы а и 6 .
сформированные потоки движутся слоями, образуя зоны комбинированного сочетания потоков (а +S ) различно окрашенной пластмассы, при этом получается изделие устойчивой трехцветной структуры (а/а + S /S).
В варианте выполнения головки крайние рабочие каналы 13 и 14 выполнены равноудаленными от боковых стенок разграничительных элементов 7. Крайние рабочие каналы 13 и 14, расположенные на большем расстоянии от оси головки, сообщены с наружным питающим каналом 9, а крайние рабочие каналы 13 и 14, расположенные на меньшем расстоянии от оси головки, - с внутренним питающим каналом 10. Крайние рабочие каналы 13 и 14 попарно соединены с рабочими полостми 6. При движении пластмасс q и 5 в этом варианте вьшолнения головки получается чередование наружного слоя (б + а/а + б) в пределах тех
10
02434зеванием коллекторного, подводящего и формующего кналов дорн, закрепленные на дорне с образованием рабочих полостей разграничительные элементы, отличающаяся тем, что, с целью расширения технологических возможностей головки путем получения многоцветных издел1п1 за счет комбинированного сочетания исходно окрашенных пластмасс, головка снабжена разделительной втулкой, установленной в коллекторном канале со- осно дорну для образования наружного и внутреннего питающих каналов и установленным в подводящем канале соосно дорну рабочим элементом с сег- ментообразными прорезями для образования в каждой из этих прорезей рабочего элемента по меньшей мере двух крайних и одного промежуточного ргдиально разноудаленных от оси головки рабочих каналов с запиточны- ми и выходньии отверстиями, располо15
20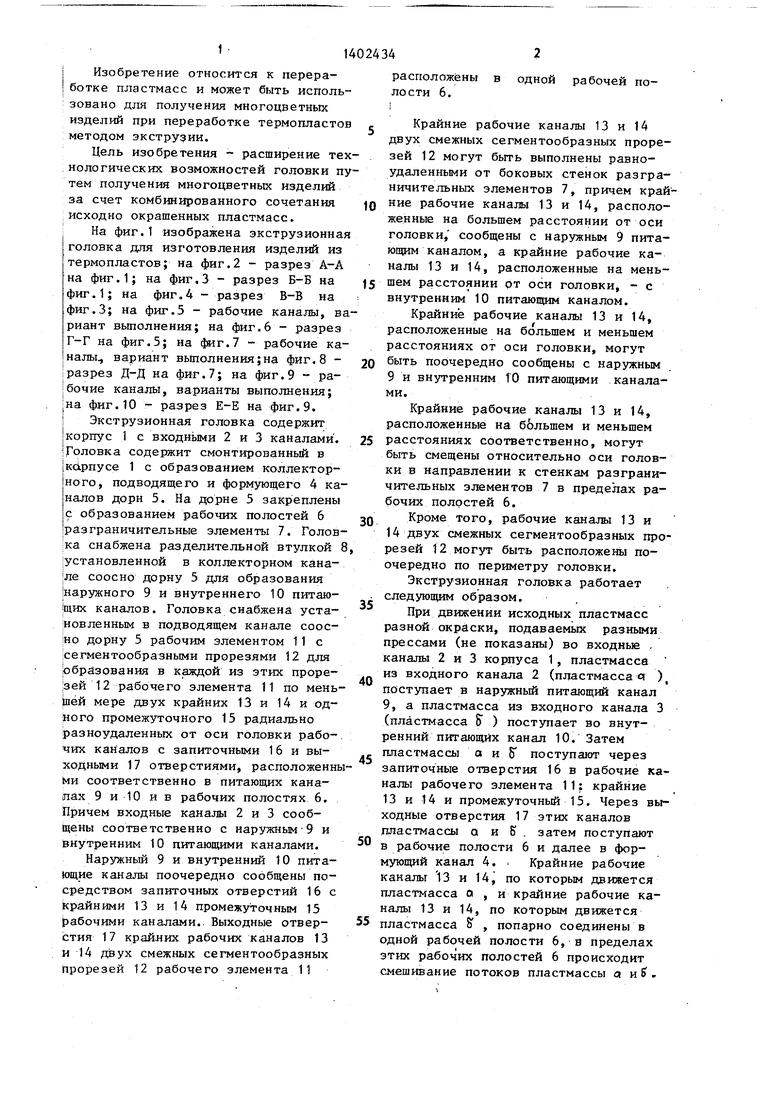
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления многоцветных изделий из полимернных материалов | 1972 |
|
SU438544A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА для ИЗГОТОВЛЕНИЯИЗДЕЛИЙ, КОМВИНИРОВАННЫХ ИЗ РАЗЛИЧНЫХТЕРМОПЛАСТОВ | 1972 |
|
SU433034A1 |
| Экструзионная головка для переработки пластмасс | 1986 |
|
SU1362646A1 |
| Экструзионная головка для формования многослойных изделий из термопластов | 1987 |
|
SU1502383A1 |
| Экструзионный агрегат | 1987 |
|
SU1500498A1 |
| Экструзионная головка для изготовления извитых изделий из термопластов | 1981 |
|
SU994283A1 |
| Устройство для изготовления термопластичных труб,плакированных тканью | 1977 |
|
SU749674A1 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, КОМБИНИРОВАННЫХ ИЗ РАЗЛИЧНЫХ ТЕРМОПЛАСТОВ | 1973 |
|
SU397358A1 |
| Экструзионная головка | 1989 |
|
SU1752569A1 |
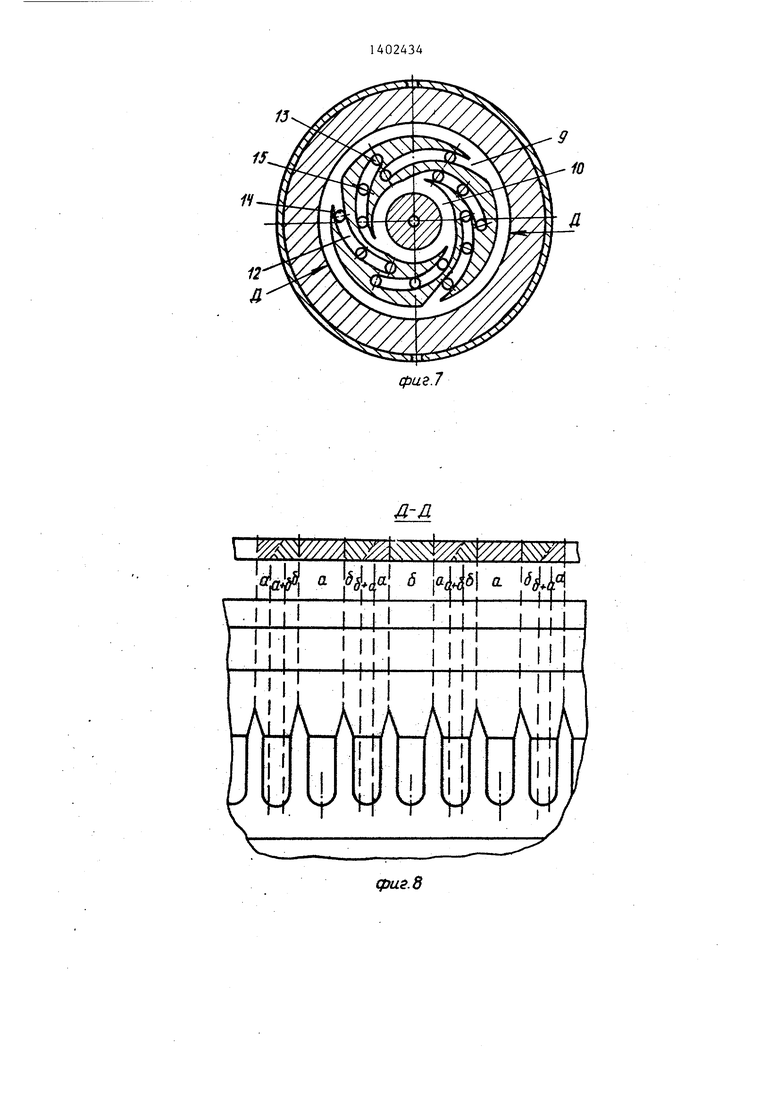
рабочих полостей 6, в которых проис- 25 женными соответственно в питающих каходит смешивание пластмасс Q и S . При этом получается изделие четырехцветной структуры(а/б + а/б/а + б).
В варианте выполнения головки крайние рабочие каналы 13 и 14, расположенные на большем и меньшем расстояниях соответственно, смещены относительно оси Головки в направлении, к стенкам разграничительных элементов 7 в пределах рабочих полостей 6. При движении пластмасс а и S через головк у в этом случае образуется участок плавного перехода цветов в пределах рабочих полостей 6. В этом случае получается изделие, содержащее переходные зоны а (а + б) б/б (б + а) а.
В варианте выполнения головки, когда крайние рабочие канахы 13 и 14 двух смежных сегментообразных прорезей 12 расположены поочередно по периметру головки, получают многоцветные изделия, содержащие до шести различных цветовых комбинаций а/б/а + б/б + а/а (а + б) б/б« (б + а) а из двух различно окрашенных пластмасс а -и S
Формула изобретения
35
40
45
50
55
с наружным и внутренним питающими каналами.
головка по п.З, с я тем, что
налах и рабочих полостях,причем входные каналы сообщены. соответственно с наружным и внутренним питающим ка- налами, которые поочередно сообще- ны посредством запиточных отверстий с рабочими каналами, а выходные отверстия крайних рабочих каналов вух смежных сегментообразных прорезей рабочего элемента расположены в одной рабочей полости.
с наружным и внутренним питающими каналами.
головка по п.З, с я тем, что
крайние рабочие каналы, расположенные на большем и меньшем расстояниях соответственно, смещены относительно оси головки в направлении к стенкам разграничительных элементов в пределах рабочих полостей.
14
фи9.2
ai-6 § и+д а а+д 5 а+д I I
I III
I I I
Физ.З
(
12
13
Ч V
1G
дуаг.5
фииг. б
0
15,
////.
ф| а ЦЫ 6 Шб CL
I. -I I
фие.7
фиг. 8
12
13
У
ч
фаг.9
у
I
V/
