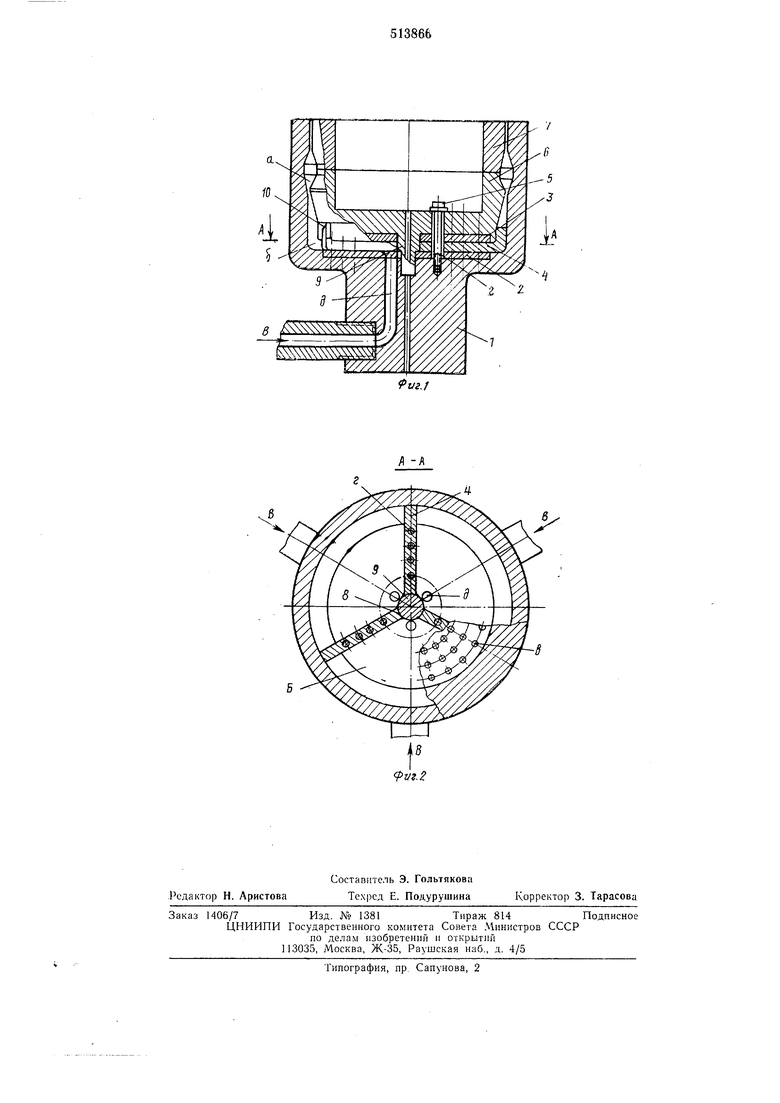
полости Б, образованные рабочими поверхностями шайб 2 и 3 и боковыми поверхностями ограничительных ребер 4, и кольцевой зазор а между корпусом 1 и дорнодержателем 6 с дорном 7. Выходные сечения подводящих отверстий д расположены вблизи першин углоп раствора секторных полостей Б.
При работе экструдеров расплав подается по стрелке В в подводящие отверстия д, запитывает секторные полости Б вблизи вершин углов пх раствора через выходные сечения подводящих отверстий д, поступает в пижнюю часть б кольцевого зазора а в месте захода в него ограничительных ребер 4, соединяясь по скосам 10 в единый поток, формующийся в кольцевом зазоре а в заготовку однослойной многоцветной пленки или трубы. Регулирование И1ирины участков пленки с различным цветам производится путем изменения угла раствора отдельных секторных полостей Б за счет установочного перемещения разделяющих их ограничительных ребер 4 и соответствующей замены щайб 2 и 3. Поскольку ограничительные ребра примыкают к иыступу на днище дорнодержателя по цилиндрическим поверхностям, перете-кание материала из одной секторной полости в другую не происходит. Получение четкой линии раздела между материалом различных цветов в изделии обеспечивается тем, что ограничительные ребра в месте захода их в кольцевой зазор между дорнодержателем и корпусом изогнуты по контуру их рабочих поверхностей.
Предлагаемая головка позволяет повысить размерную точность формуемых однослойных многоцветных пленок и труб и дает возможность регулировать соотношение цветов в изделиях.
Формула изобретения
1.Экструзионная головка для изготовления однослойных многоцветных цилиндрических
изделий из термопластов, содержащая корнус с несколькими входными отверстиями, сообщающимися с кольцевой формующей полостью, образованной корпусом и установленным в нем дорном с дорноде ржателем и разделенной ограничительными ребрами на отдельные формующие участки, отличающаяся тем, что, с целью новьпнения размерной точности изделий, головка снабжена установленными между днищами корпуса и
дорнодержателя сменными щайбами, образующими с расположенными между ними ограничительными ребрами секториые нолости, соединенные с входными отверстиями головки вблизи вершин углов их раствора.
2.Головка по п. 1, отличающаяся тем, что, с целью регулирования ширины участков изделий с различным цветом, в сменных щайбах и ребрах вынолнены ряды радиально
расноложенных отверстий, совладакЛцих друг с другом и с рядами отверстий, выполненными в днищах кориуса и дорнодержателя.
3.Головка по пп. 1 и 2, отличающаяся тем, что днище дорнодержателя выполнено с
выступом, контактирующнм с ограничительными ребрами по цилиидрическим поверхностям.
4.Головка по пп. 1-3, отличающаяся тем, что ограничительиые ребра в месте их
захода в кольцевой зазор выполнены изогнутыми по контуру рабочих иоверхностей корпуса и дорнодержателя.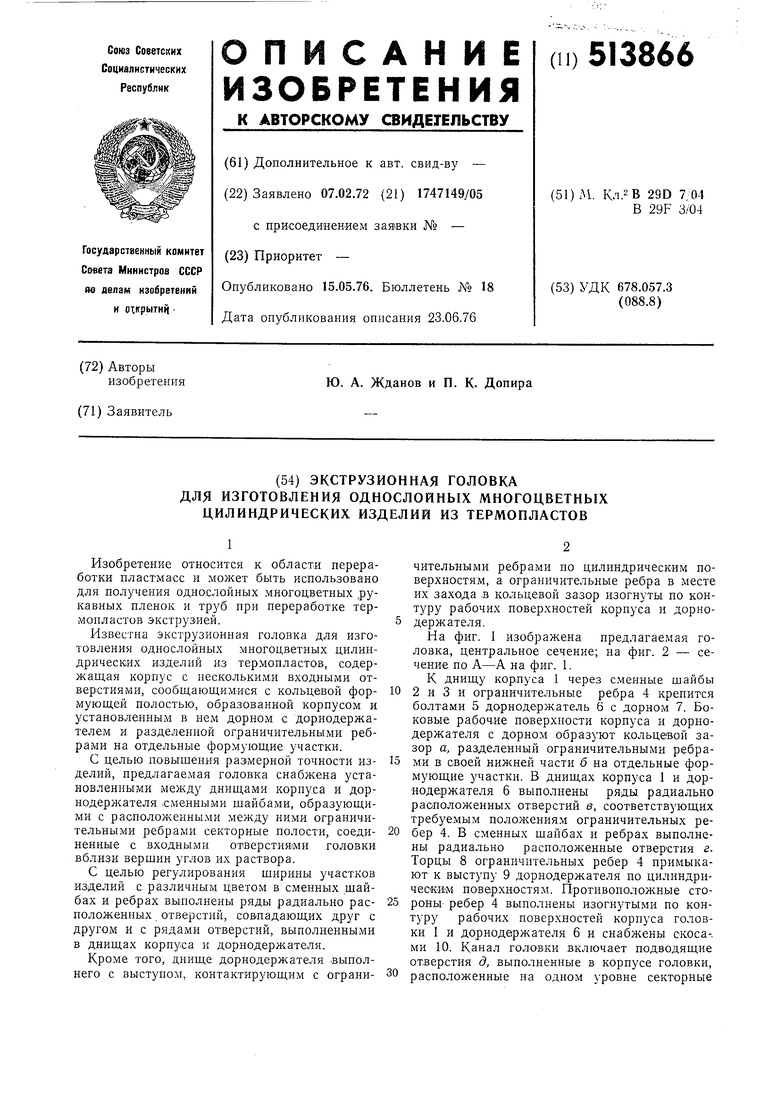
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления многоцветных изделий из полимернных материалов | 1972 |
|
SU438544A1 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| Кольцевая головка экструадера | 1976 |
|
SU592610A1 |
| Экструзионная головка для переработки термопластов | 1974 |
|
SU476178A1 |
| Экструзионная головка | 1973 |
|
SU479651A1 |
| Кольцевая головка экструдера | 1980 |
|
SU891465A1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |
| ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЭКСТРУЗИИ ПОЛИМЕРНЫХИЗДЕЛИЙ | 1971 |
|
SU288994A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |