Изобретение относится к вспомогательному оборудованию стана холодной прокатки труб, в частности к механизму подачи и поворота.
Известен механизм подачи и поворота стана холодной прокатки труб, включающий связанный с патроном заготовки подвижный винт, сидящую на нем гайку, привод поворота гайки от ротора гидромотора, связанный с патроном заготовки вал поворота, его гидромотор с ротором, шпиндель переднего патрона и гидромотор с ротором для поворота щпинделя. В известном механизме маховые массы кинематических цепей подачи и поворота значительны, поскольку привод осуществляется через ряд зубчатых колес, а масса ротора известных гидромоторов велика. Кроме того, постоянство угла поворота приводит к интенсивному износу одного и того же участка калибра, на который падает зона выпуска трубы после поворота.
Целью изобретения является снижение маховых масс в цепи механизма и обеспечение переменного угла поворота труб. Для достижения этого гайка выполнена с эксцентричным фланцем, ротор гидромотора поворота гайки своим посадочным отверстием размещен на фланце гайки, а на валу поворота и шпинделе переднего патрона установлены муфты обгона, снабженные эксцентричным ободом под посадочные отверстия роторов гидромоторов.
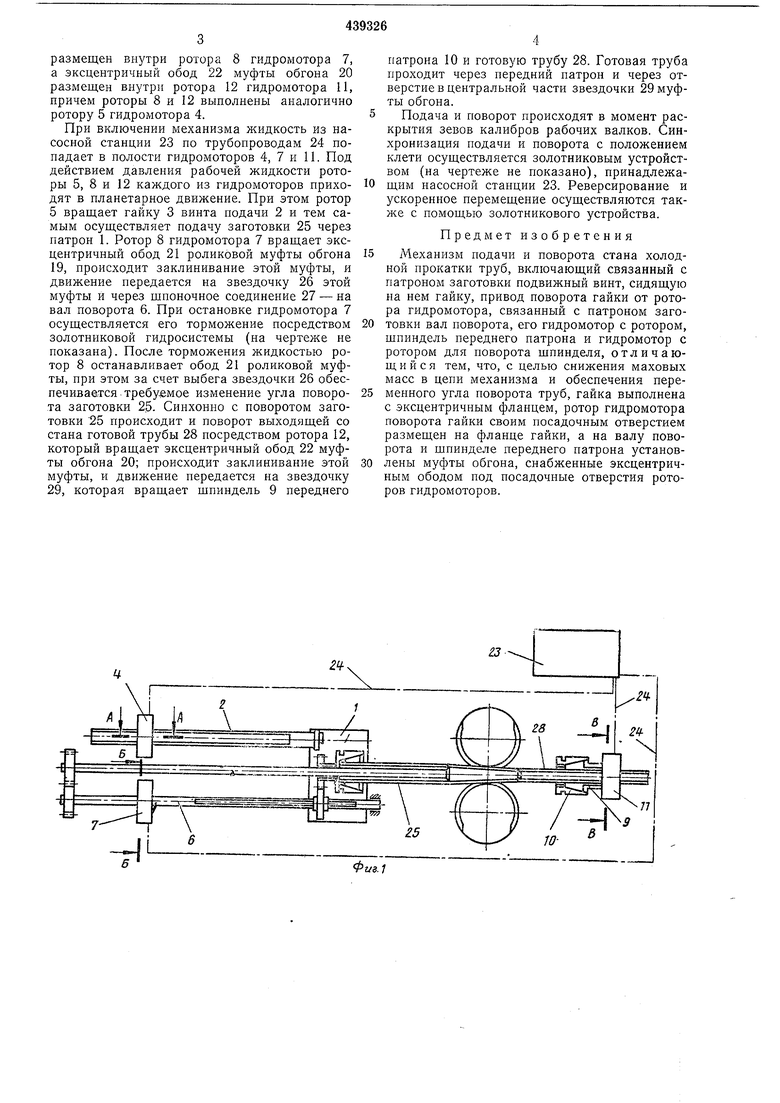
На фиг. 1 представлен предлагаемый механизм, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1; на фиг. 5 - разрез по Г-Г на фиг. 2.
Предлагаемый механизм содержит связанный с патроном 1 заготовки подвижный винт подачи 2, сидящую на нем гайку 3, привод поворота гайки от гидромотора 4 с ротором 5,
вал поворота 6, его гидромотор 7 с ротором 8, щпиндель 9 переднего патрона 10 и гидромотор И с ротором 12 для поворота щпинделя. Гайка 3 винта подачи 2 укреплена в подщипниках 13 и имеет эксцентричный фланец
14, на котором своим посадочным отверстием размещен ротор 5 гидромотора 4, Ротор 5 выполнен в виде выпуклого треугольника и снабжен роликами 15, помещенными в его радиальных пазах 16. Эти ролики служат для герметизации радиальных зазоров между вершинами ротора и статором 17, а также синхронизируют движение ротора в рабочей полости А герметичного корпуса, образованного статором 17 и торцовыми крышками 18 гидромотора 4.
На валу поворота 6 и шпинделе 9 переднего патрона 10 установлены роликовые муфты обгона 19 и 20, каледая из которых снабжена эксцентричным ободом 21 и 22 под посадочные отверстия роторов 8 и 12 гидромоторов 7 и 11,
т. е. эксцентричный обод 21 муфты обгона 19
размещен внутри ротора 8 гидромотора 7, а эксцентричный обод 22 муфты обгона 20 размещен внутри ротора 12 гидромотора 11, причем роторы 8 и 12 выполнены аналогично ротору 5 гидромотора 4.
При включении механизма жидкость из насосной станции 23 по трубопроводам 24 попадает в полости гидромоторов 4, 7 и И. Под действием давления рабочей жидкости роторы 5, 8 и 12 каждого из гидромоторов приходят в планетарное движение. При этом ротор 5 вращает гайку 3 винта подачи 2 п тем самым осуществляет подачу заготовки 25 через патрон 1. Ротор 8 гидромотора 7 вращает эксцентричный обод 21 роликовой муфты обгона 19, происходит заклинивание этой муфты, и движение передается на звездочку 26 этой муфты и через шпоночное соединение 27 - на вал поворота 6. При остановке гидромотора 7 осуществляется его торможение посредством золотниковой гидросистемы (на чертеже не показана). После торможения жидкостью ротор 8 останавливает обод 21 роликовой муфты, при этом за счет выбега звездочки 26 обеспечивается требуемое изменение угла поворота заготовки 25. Синхонно с поворотом заготовки 25 происходит и поворот выходящей со стана готовой трубы 28 посредством ротора 12, который вращает эксцентричный обод 22 муфты обгона 20; происходит заклинивание этой муфты, и движение передается на звездочку 29, которая вращает шпиндель 9 переднего
г атрона 10 и готовую трубу 28. Готовая труба проходит через передний патрон и через отверстие в центральной части звездочки 29 муфты обгона.
Подача и поворот происходят в момент раскрытия зевов калибров рабочих валков. Синхронизация подачи и поворота с положением клети осуществляется золотниковым устройством (на чертеже не показано), принадлежащим насосной станции 23. Реверсирование и ускоренное перемещение осуществляются также с помощью золотникового устройства.
Предмет изобретения
Механизм подачи и поворота стана холодной прокатки труб, включающий связанный с патроном заготовки подвижный винт, сидящую на нем гайку, привод поворота гайки от ротора гидромотора, связанный с патроном заготовки вал поворота, его гидромотор с ротором, шпиндель переднего патрона и гидромотор с ротором для поворота шпинделя, отличающийся тем, что, с целью снижения маховых масс в цепи механизма и обеспечения переменного угла поворота труб, гайка выполнена с эксцентричным фланцем, ротор гидромотора поворота гайки своим посадочным отверстием размещен на фланце гайки, а на валу поворота и шпинделе переднего патрона установлены муфты обгона, снабженные эксцентричным ободом под посадочные отверстия роторов гидромоторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи и поворота заготовки в стане холодной прокатки труб | 1980 |
|
SU969342A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Механизм подачи стана холодной прокатки труб | 1977 |
|
SU713628A1 |
| Устройство для подачи заготовок стана холодной прокатки труб | 1982 |
|
SU1080891A1 |
| Поворотно-подающий механизм стана холодной прокатки труб | 1972 |
|
SU500828A1 |
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| ПАТРОН ДЛЯ ЗАЖИМА И ПОВОРОТА ЗАГОТОВКИ НА СТАНЕ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU250090A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Патрон для обработки наружных и внутренних цилиндрических поверхностей, смещенных относительно оси детали | 1979 |
|
SU872048A1 |


f
21
19
/7
Фиг 3
