1
Изобретение относится к области обработки металлов давлением, в частности к изготовлению заготовок торовых оболочек.
Известные штампы для изготовления заготовки торовой оболочки, содержащие нижпюю плиту со смонтированной на ней полой стойкой, на которой установлена матрица с подвижной относительно ее основания средней частью, и пуансон, закрепленный на верхней плите, не позволяют: изготавливать заготовки торовых оболочек с минимальным утонением стенки вогнутой поверхности.
Уменьшение утонения сте}1ки вогнутой поверхности заготовки торовой оболочки обеспечивается тем, что матрица снабжена подпружиненными секторными упорами, расположенными в плоскости зеркала ее неподвижной части и имеющими возможность одновременного радиального перемещения при номощи, например, клиньев, установленных на верхней плите.
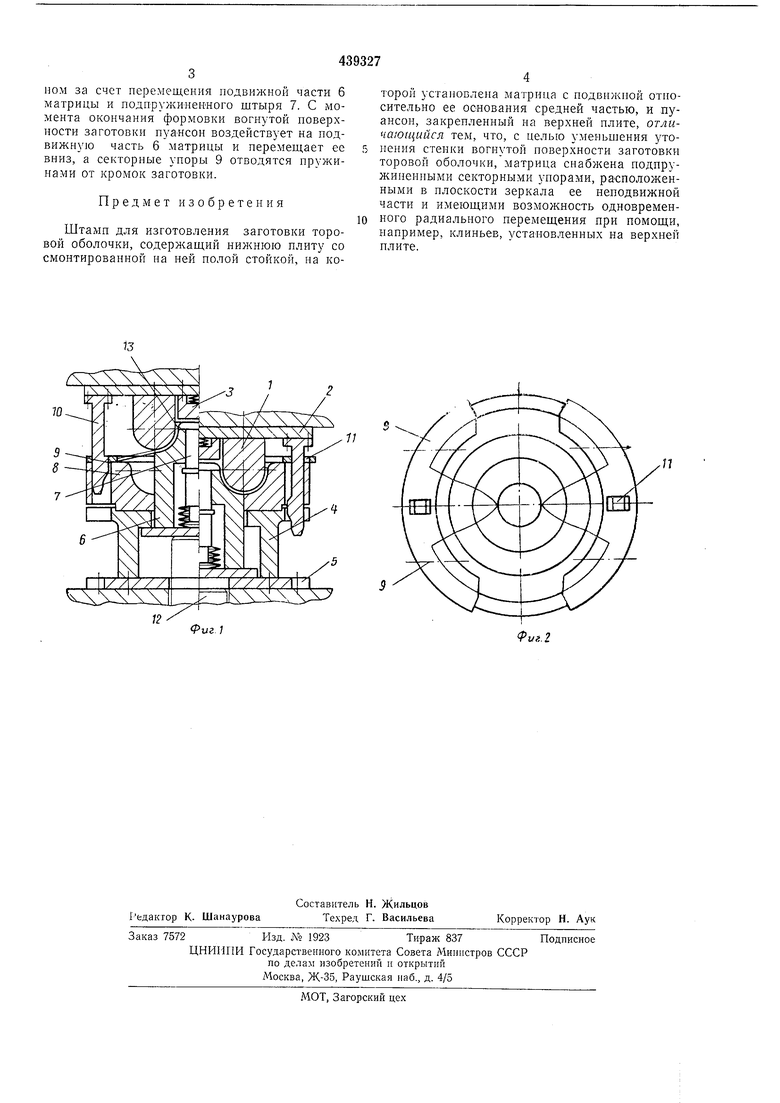
Иа фиг. 1 изображен предложенный нггамн, вид спереди (промежуточный и конечный моменты штамповки); на фиг. 2 - матрица, вид сверху.
Штамп состоит из пуансона 1 с плитой 2 и подпружипенной вставкой 3, а также матрицы, смонтированной на полой стойке 4, расположенной на основании 5. Матрица имеет подвижную относительно ее основания часть
6 с подпружиненным центральным штырем 7 и неподвижную чаеть 8. На неподвижной части 8 матрицы установлены секторные упоры 9, имеющие возможность возвратно-поступательного перемещения по ее плоскости и отжимаемые в радиальном направлении от цептра штампа пружинами (на чертеже не показаны). В плите 2 пуансона 1 закреплены два клина 10, предназначенные для перемещения секторных упоров 9, которые для этой цели снабжены окнами 11.
Работа штампа осуществляется следующим образом.
Иодвижная часть 6 матрицы с центральным штырем 7 подни1мается в вер.хнее крайнее положение выталкивателем пресса 12 и заготовка 13 центрируется отверстием по штырю 7. Ири этом секторные упоры 9 отжаты пружинами от центра к периферии матрицы.
При рабочем ходе ползуна нресса вниз пуансон изгибает заготовку и свертывает ее в конус до соприкосновения кромок с поверхностью матрицы, после чего клинья 10 входят в окна 11 секторных упоров 9 и перемещают их к центру штампа, чем обеснечивается фиксация заготовки от перемещсши ее кромок по внешнему контуру.
С этого момента вогнутая поверхность заготовки торовой оболочки формуется пуансоном за счет перемещения подвижной части 6 матрицы и подпружииенного штыря 7. С момента окончания формовки вогнутой поверхности заготовки пуансон воздействует на подвижную часть 6 матрицы и перемещает ее вниз, а секторные упоры 9 отводятся пружинами от кромок заготовки.
Предмет изобретения
Штамп для изготовления заготовки торовой оболочки, содержащий нижнюю плиту со смонтированной на ней полой стойкой, на которой установлена матрица с подвижной относительно ее основания средней частью, и пуансон, закрепленный на верхней плите, отличающийся тем, что, с целью уменьшения утонения стенки вогнутой новерхности заготовки торовой оболочки, матрица снабжена подпружиненными секторными упорами, расположенными в плоскости зеркала ее неподвижной части и имеющими возможность одновременного радиального перемещения при помощи, например, клиньев, установленных на верхней плите.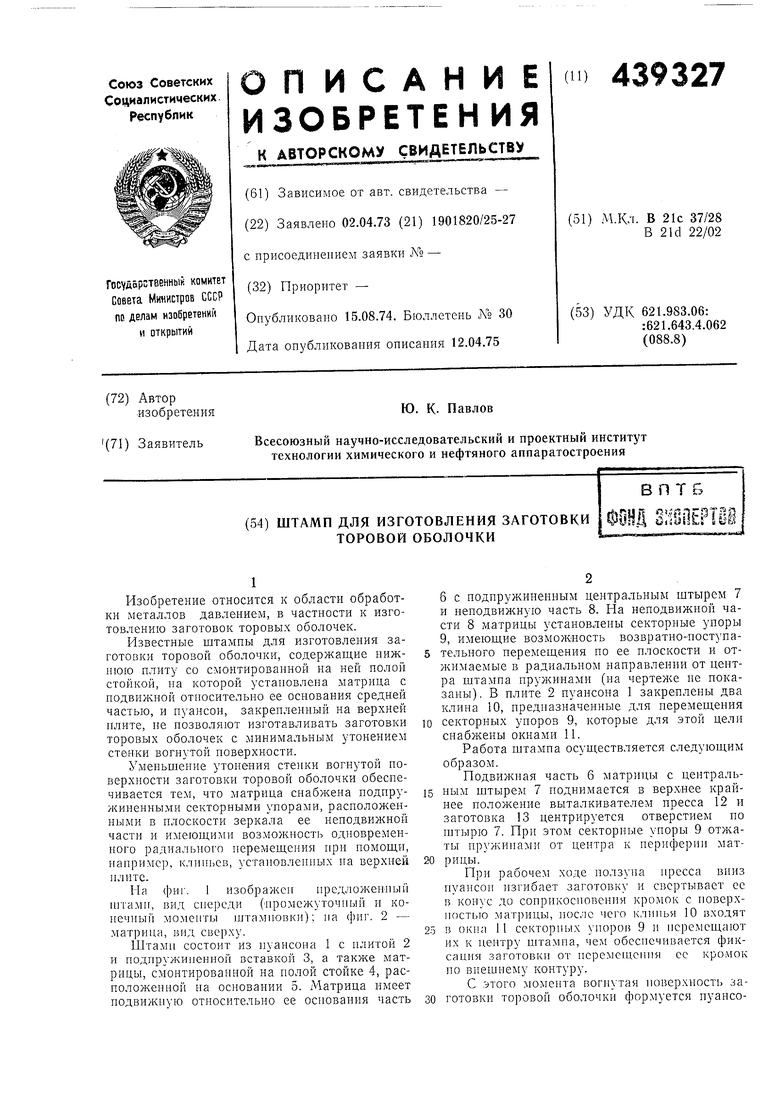
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Устройство для изготовления полых шаров | 1981 |
|
SU1005999A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
§V
Фиг
Uf..l
