1
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи штучных заготовок в рабочую зону пресса (штампа).
Цель изобретения - повышение, точности подачи и упрощения конструкци устройства.
Поставленная цель достигается тем, что в грейферном подающем устройстве к штампу, содержащем подвижную и неподвижную плиты, установленную на неподвижной плите подвижную в направленн;и подачи штучных заготовок каретку, связанную с приводом перемещения,грейферные линейки, смонтированные на подвижной каретке с возможностью поворота в плоскости, параллельной .плоскости подачи, и несун1ие захватные органы привод поворота грейферных линеек и по меньшей мере одну ось, закрепленную на подвижной каретке, грейферные линейки выполнены в виде двуплечих рычагов и смонтированы на оси, захвйтные органы закреплены на одном из концов двуплечих рычагов, привод поворота вьшолнен в виде клиНа, закрепленного на подвижной плите с возможностью взаимодействия со свободными концами двуплечих рычагов.
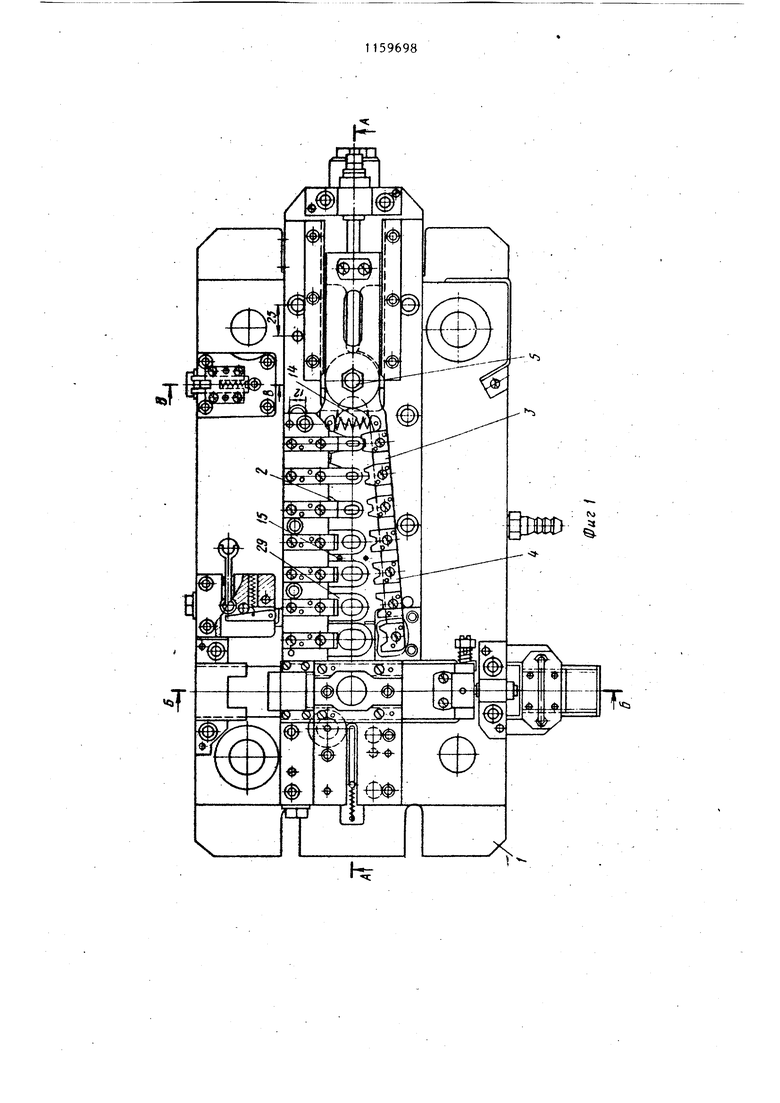
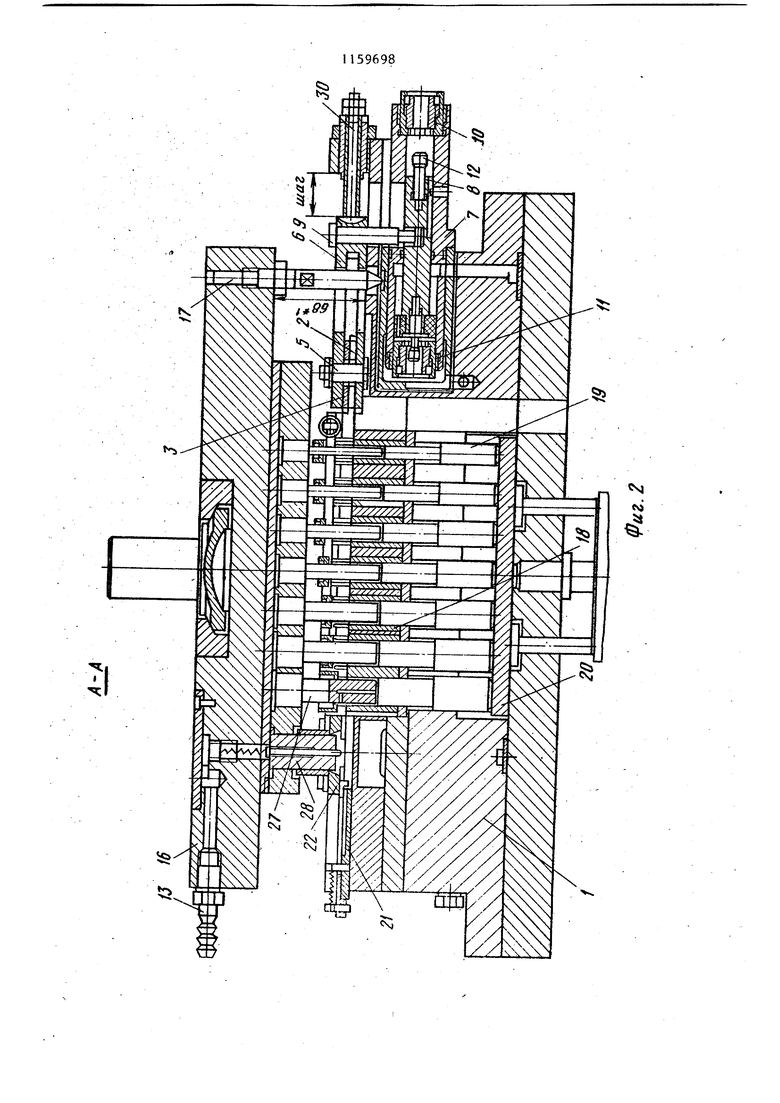
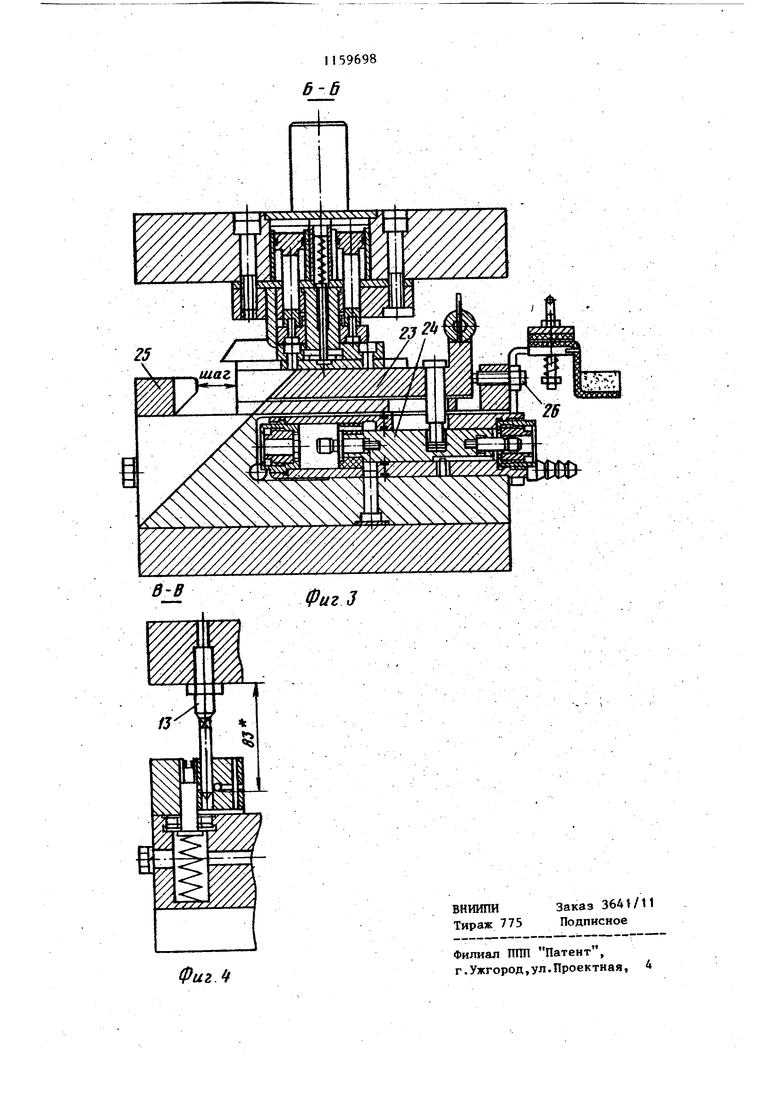
На фиг. 1 изображено грейферное подающее устройство к штампу, вид сверхуJ на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1v на фиг. А - разрез В-В на фиг. 1 (повернуто).
Устройство содержит неподвижно закрепленное основание 1 (неподвижная плита) штампа, на котором смонтирован механизм подачи заготовок, выполненный в виде грейферных линеек 2 и 3 с захватными органами - призматическими губками 4. Линейки 2 и 3 шарнирно закреплены на оси 5 в каретке 6 привода продольного перемещения, вьтолненного в виде пневмоцилиндра 7, поршень 8 которого связан штоком 9 с кареткой 6. По краям пневмосилового цилиндра 7 смонтированы дроссельные кольца 10 и 11, а поршень 8 снабжен тормозными наконечниками 12. Полости цилиндра 7 сообщены системой, .каналов через золотниковые устройства (не показаны) с воздухоподводяш1Им штуцером 13. Грейферные линейки 2 и 3 стянуты пружиной 14. Для
96982
ограничения поперечного перемещения грейферных линеек предусмотрены шпильки 15.
На верхней подвижной плите 16 J закреплен с возможностью регулировочного перемещения конический шток 17 (клин)j являющийся исполнительным органом клинового привода поперечного перемещения грейферных
o линеек 2 и 3. На неподвижном основании 1 штампа установлена система вытяжных матриц 18 с выталкивателями 19, подпирае №1Х общей плитрй 20. В плоскости зеркала вытяжных
l матриц 18 смонтирован шибер 21 для подачи штучной плоской заготовки из зоны вьфезной матрицы 22, зеркало которой находится выше плоскости зеркала вытяжных матриц 18.
Q На неподвижном основании 1 смонтирована каретка 23 для подачи ленточной заготовки в зону вырубки штучных полуфабрикатов, связанная с приводом перемещения в виде силового пневмоцилиндра с поршнем 24. Каретка 23 смонтирована с возможностью возвратно-поступательного перемещения между упорами 25 и 26. На верхней подвижной плите 16
.J смонтированы вытяжные пуансоны 27 в количестве, соответствующем числу вытяжных переходов (в данном варианте 7 штук) и вырезной пуансон 28 с подпружиненным отлипателем. В зоне вытяжных матриц установлены фо санные съемники 29 штучных заготовок с пуансонов 27. Позицией 30 обозначен регулируемый упор.
Устройств о работает следующим образом.
Штучные заготовки поступают на рабочие позиции либо непосредственно из питателя (не показан), либо после вырубки их из листовой.заготовки.
По мере опускания плиты 16 пуансоны 27 воздействуют каждый на соосно находящуюся с ним заготовку-полуфабрикат и осуществляют ее перетяжку. При этом конический шток 17
воздействует на плечи рычагов гррйферных линеек 2 и 3, находящиеся вне рабочей зоны штампа, и разводят их.При этом плечи рычагов с захватами 4 разводятся, освобождая тем самым заготовки.
Вместе с тем, воздух, поданный в правую полость пневмоцилиндра 7, перемещает поршень 8, а вместе с
ним и каретку 6 влево на один шаг (фиг. 2). В то же время по мере перемещения верхней части штампа плиты 16 вниз пуансон 28 вьфезает заготовку из ленты и опускает ее цо зеркала вытяжных матриц 18. При этом перемещении с помощью пневмоцилиндра каретки 23 вправо осуцествляется перехват ленточной заготовки. По мере перемещения каретки 23 цмбер 21 отво;: ится влево.
Движение кареток 6 и 23 осуществляется со смягчением условий пбдхода к крайним положениям за счет того, что вытесняемый воздух из полос ти выхлопа сначала активно вытесняется через дроЬсельные кольца 10 и 11, а затем то{)Мозные наконечники 12 своими утолщениями перекрывают дроссельные отверстия раньше, чем закончится подход кареток к упорам, оставляя для прохода воздуха лишь небольшие кольцевые проходы. Ход .подвижной плиты 16 штампа заканчивается, когда вытяжные пуансоны находятся в вытяжных матрицах 18 в крайних нижних положениях.
Каретка 6 с грейферными линейками 2 и 3 при подходе к крайнему левому положению сначала слегка сводит грейферные линейки в связи с .тем, что сначала конический шток 17 (клин) и ось 5 сочленения грейферньпс линеек были максимально сближены, а концы линеек с яахватами раздвинуты. Каретка 23 находится в . крайнем правом положении, заготовка - в зоне действия шибера 21 для ее подачи в зону первого перехода вытяжки.
При движении подвижной плиты 16 штампа вверх все его детали и узлы срабатывают в обратной последовательности. Пуансоны: с заготовками (в виде полуфабрикатов - колпачков) подпираемые снизу системой выталкивателей 19, поднимаются. По мере выхода колпачков из матриц 18 и по мере выхода конического щтока 17 (клина) из вшхьчатого сочленения грейферных линеек 2 и 3 происходит сначала окончательный захват колпачков (полуфабрикатов) призматическими губками 4 грейферных линеек и после выхода пуансонов 27 из колпачков подача их слева направо на один шаг вследствие подачи возд5гха в левую полость пневмрцилиндра 7.
Съем колпачков (полуфабрикатов) с пуансонов 27 осуществляется за счет взаимодействия кромок колпачков со съемниками 29, установленными на различной высоте в зависимости от высоты Полуфабриката.
В это же время щибер 21 подает щтучный вырезанный полуфабрикат в зону первого перехода вытяжки, каретка 23 - ленточную заготовку на очередной шаг.
Готовое изделие проваливается в . отверстие в основании штампа при одаче его с последней рабочей позиции в зону провального озсверстия {не показаны).
Эффект от использования изобреения заключается в повьппении точости подачи и упрощении конструкии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Грейферное устройство для подачи заготовок к прессу | 1989 |
|
SU1719134A1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1989 |
|
SU1706764A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Грейферный механизм подачи к штампу | 1990 |
|
SU1729664A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
ГРЕЙФЕРНОЕ ПОДАЮЩЕЕ УСТРОЙСТВО К ШТАМПУ, содержащее подвижную и неподвижную плиты, установленную на неподвижной плите подвижную в направлении подачи.штучных заготовок каретку, связанную с приводом перемещения, грейферные линейки, смонтированные на подвижной каретке с возможностью поворота в плоскости, параллельной плоскости подачи, и несущие захватные органы, привод поворота грейферных линеек и по меньшей мере одну ось, закрепленную на подвижной каретке, отличающееся тем, что, с целью повышения точности подачи и упрощения конструкции, грейферные линейки вьтолнены в виде двуплечих рычагов и смонтированы на оси, захватные органы закреплены на одном из концов двуплечих рычагов, привод поворота выполнен в виде клина, закрепленного на подвижной плите с воз(Л можностью взаимодействия со свободными концами двуплечих рычагов.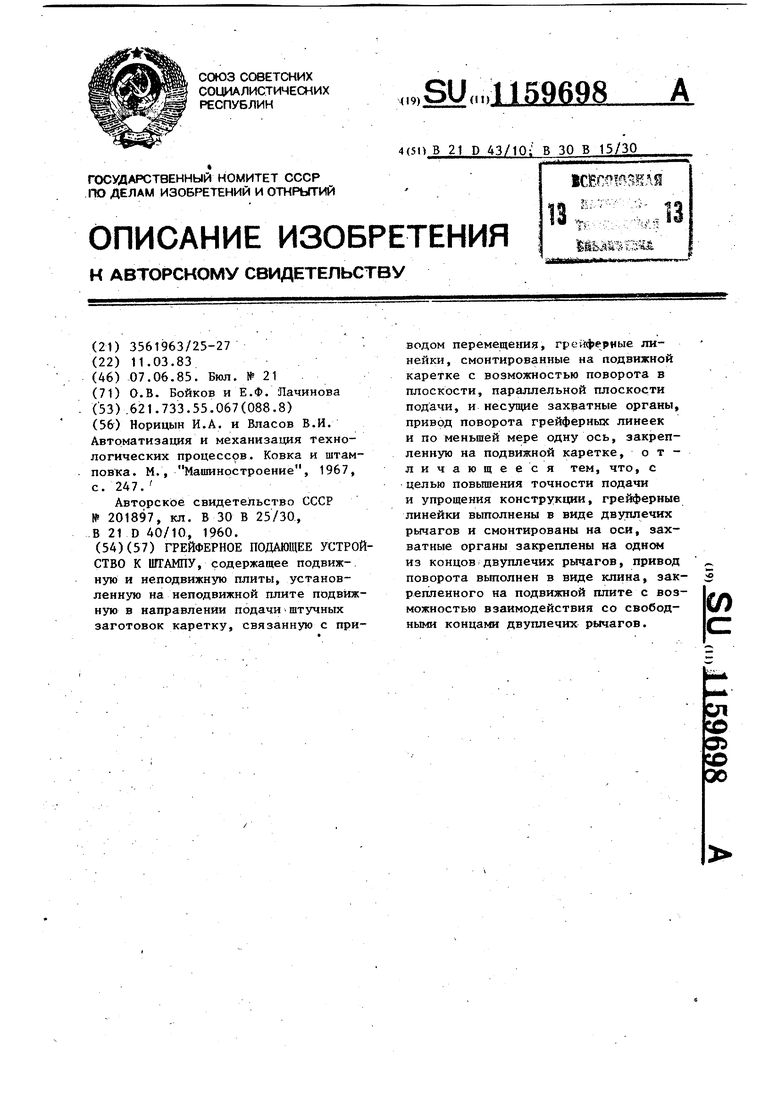
| Норицын И.А | |||
| и Власов В.И | |||
| Автоматизация и механизация технологических процессов | |||
| Ковка и штамповка | |||
| М., Машиностроение, 1967, с | |||
| Приспособление для картограмм | 1921 |
|
SU247A1 |
| ГРЕЙФЕРНОЕ ПОДАЮЩЕЕ УСТРОЙСТВО | 0 |
|
SU201897A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
