резьбовыми тягами соединена с клиньями, а винт с валом 2.
В известном стане используется клеть с неподвижным корпусом, в связи с чем автоматическое регулирование радиальной настройки роликов известным приводом перемещения клиньев осуществить невозможно. Невозможна также из-за жесткой связи винта подачи с выходным валом коробки скорости, автономная работа вала привода клиньев и винта подачи - все это сиижает возможности стана, не иозволяя получить особотонкостенные трубки, получаемые в основном в станах, имеющих подвижный корпус клети.
Цель изобретения - расширение возмол ностей стана при использовании в нем подвижного корпуса клети.
Для этого в стане холодной прокатки труб переменного сечения, содержащем корпус клети, размещенный в нем роликовый сепаратор, подающе-поворотный механизм с коробкой передач и соединенным с ее выходным валом винта.подачи, клиновой механизм радиальной регулировки роликов с приводом продольного перемещения клиньев, имеющим прерывисто-вращаемый через сцепную муфту от подающе-поворотного механизма вал, кинематически связанный с клиньями, прерывистовращаемый вал выполнеи со шлицами на длине хода клети, а его кинематическая связь с клиньями в виде установленной на шлицах и зафиксированной в корпусе клети от осевого перемещения скользящей шестерни, зацепляемой с ней зубчатой передачи, ведомые шестерни которой имеют винтовые нарезки в отверстиях ступицы и пропущенных через них винтовых тяг, прикрепленных к клиньям, при этом Б соединении винта подачи с выходным валом коробки передач установлена выключаемая сцеиная муфта.
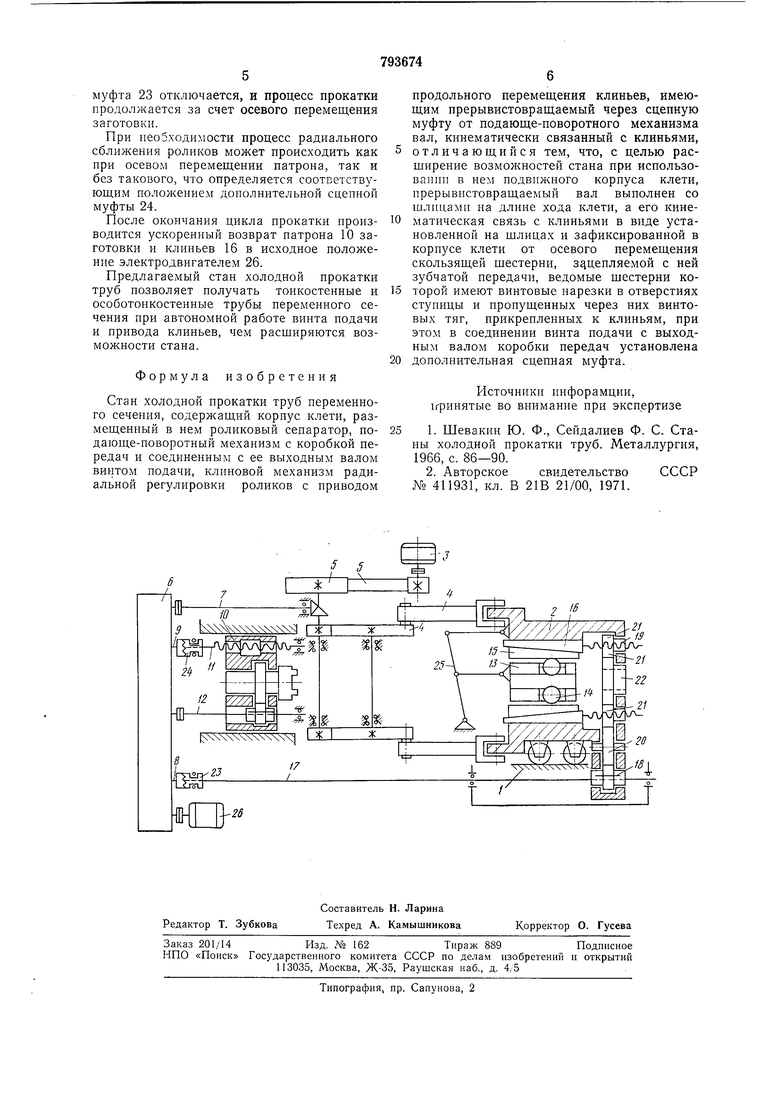
На чертеже схематически изображен предлагаемый стан, общий вид.
Стан холодной прокатки труб содерл ит установленный в станине 1 корпус 2 клети, приводимый от главного двигателя 3 через кривошипно-шатунную передачу 4 и клиноременную передачу 5, подающе-поворотный механизм, имеющий коробку передач 6 с преобразователем (на чертеже не показан) непрерывного вращения приводного вала 7 в прерывистое вращение и выходных валов 8 и 9, патрон 10 заготовки, его винт подачи И и вал поворота 12.
В корпусе 2 клети размещен сепаратор 13 с роликами 14, и их механизм радиальной регулировки. Механизм радиальной регулировки роликов содержит контактируемые с ними калиброванные планки 15 и клинья 16, снабженные приводом их продольного перемещения. Привод продольного перемещения клиньев содержит приводимый от выходного вала 8 коробки передач прерывисто (возвратно) вращаемый вал
17, насаженную на него и зафиксированную в корпусе клети от осевого смещения скользящую шестерню 18, зацепляющую с ней зубчатую передачу и прикрепленные к клиньям винтовые тяги 19.
Зубчатая передача включает паразитную шестерню 20, ведомые шестерни 21 и синхронизирующую шестерню 22. Ведомые шестерни имеют в отверстиях ступицы винтовые тяги 19, пропущенные через отверстия ступиц этих шестерен.
Выходной вал 8 коробки передач подающе-поворотного механизма соединен с прерывистовращаемым валом 17 сцепной муфтой 23, а выходной вал 9 ее - с винтом подачи дополнительной сцепной муфтой 24. Скорость взаимного перемещения корпуса 2 клети и сепаратора 13 регулируется рычаяшой системой.25. Ускоренное иеремещение клиньев и патрона заготовки производят электродвигателем 26.
Стан работает следующим образом. В неподвижной станине 1 корпус 2 рабочей клети, приводимой через кривошипно-шатунный механизм 4 и клиноременную передачу 5 от главного двигателя 3, совершает возвратно-поступательное движение. Связанная с пей рычажная система 25 также совершает возвратное движение, синхронизируя взаимное перемещение корпуса 2 и сепаратора 13 с расположенными в нем роликами 14. Непрерывное вращение вала 7 преобразуется в коробке передач 6 подающе-поворотного механизма в периодическое
вращение вала поворота 12 винта подачи 11
и прерывистовращаемого вала 17 привода
клиньев в момент перехода клети через
крайнее заднее положение.
При прокатке изделий с иостояиным наружным диаметром сцепная муфта 23 разъединяется, вал 17 не вращается, включается дополнительная сцепная муфта 24, начинает вращаться винт подачи и прокатываемая заготовка, зажатая в патроне 10
заготовки, подается в осевом направлении на величину подачи и поворачивается вокруг оси прокатки на угол поворота.
11ри прокатке изделий с переменным наружным диаметром включается муфта 23,
соединяя прерывистовращаемый вал 17 с выходным валом 8 подающе-поворотного механизма, благодаря этому двигающаяся совместно с корпусом клети и скользящая по валу шестерня 18 поворачивается одновременно с этим валом, заставляя вращаться паразитную шестерню 20 и ведомые шестерни 21, перемещая тем самым через винтовые тяги 19 клинья 16 относительно корпуса клети. Перемещение клиньев 16 в осеBOM направлении приводит к радиальному перемещению калиброванных планок 15 и роликов 14, катящихся по планкам в процессе прокатки, что соответственно изменяет размер прокатываемого изделия. После
внедрения -роликов до требуемого размера
муфта 23 отключается, и процесс прокатки продолжается за счет осевого перемещения заготовки.
При необходимости процесс радиального сближения роликов может происходить как ири осевом перемещении патрона, так и без такового, что определяется соответствующим положением дополнительной сцепной муфты 24.
После окончания цикла прокатки производится ускоренный возврат патрона 10 заготовки и клиньев 16 в исходное положение электродвигателем 26.
Предлагаемый стан холодной прокатки труб позволяет получать тонкостенные и особотонкостенные трубы переменного сечения при автономной работе винта подачи и привода клиньев, чем расширяются возможности стана.
Формула изобретения
Стан холодной прокатки труб переменного сечения, содержащий корпус клети, размещенный в нем роликовый сепаратор, подающе-поворотный механизм с коробкой передач и соединенным с ее выходным валом винтом подачи, клиновой механизм радиальной регулировки роликов с приводом
продольного перемещения клиньев, имеющим прерывистовращаемый через сцепную муфту от подающе-поворотного механизма вал, кинематически связанный с клиньями, отличающийся тем, что, с целью расширение возмол ностей стана при использовании в нем подвижного корпуса клети, прерывистовращаемый вал выполнен со шлицами на длине хода клети, а его кинематическая связь с клиньями в виде установленной на шлицах и зафиксированной в кориусе клети от осевого перемещения скользящей шестерни, зацепляемой с ней зубчатой передачи, ведомые шестерни которой имеют винтовые нарезки в отверстиях стуиицы и пропущенных через них винтовых тяг, прикрепленных к клиньям, при этом в соединении винта подачи с выходным валом коробки передач установлена
дополнительная сцепная муфта.
Источники инфорамцни, 1грииятые во внимание при экспертизе
1. Шевакин Ю. Ф., Сейдалиев Ф. С. Станы холодной прокатки труб. Металлургия, 1966, с. 86-90.
2. Авторское свидетельство СССР № 411931, кл. В 21В 21/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |
| Распределительный подающе-поворот-Ный МЕХАНизМ CTAHA ХОлОдНОй пРОКАТ-Ки ТРуб | 1979 |
|
SU839630A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1984 |
|
SU1245366A1 |
| Механизм периодической подачи и поворота заготовки стана холодной прокатки труб | 1986 |
|
SU1447443A1 |
| Устройство для подачи и поворота заготовки в стане холодной прокатки труб | 1980 |
|
SU969342A1 |
| ПОДАЮЩЕ-ПОВОРОТНЫЙ МЕХАНИЗМ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU234984A1 |
| Привод клети стана холоднойпРОКАТКи ТРуб | 1979 |
|
SU820946A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Патрон поворота заготовки стана холодной прокатки труб | 1980 |
|
SU858959A1 |
