1
Изобретение относится к приборостроению, в частности к способам изготовления магнитных головок с ферритовыми сердечниками на базе использования в качестве изолирующего материала стекловидной массы.
Известны способы изготовления ферритовых магнитных головок, основанные на применении Б качестве изолирующего и износоустойчивого материала стеклянного покрытия. Как изолирующий материал стекло используют в рабочих зазорах. Благодаря своим пластическим свойствам при повышенной температуре стекло позволяет формировать практически любой требуемый зазор, а благодаря своим и износоустойчивым качествам - повысить долговечность магнитных головок во много раз. Но в известных случаях технология нанесения стекла на рабочую поверхность головок не всегда позволяет повысить их эксплуатационные характеристики в требуемых пределах, что связано с режимны.ми характеристиками нанесения самого стекла и промежуточных материалов. Кроме того, в известных головках также не всегда оказывается возможным осуществить локализацию критической зоны записи при их установке в аппаратуре магнитной записи, что также связано с технологией изготовления головок.
Цель изобретения - улучшение эксплуатационных характеристик головок и осуществление возможности локализации критической зоны записи.
Для этого по предлагаемому способу на рабочую поверхность головок стекло наносят
толщиной 0,4-0,6 мм при 700-750°С, а на плоскость ее разъема - толщиной 1-2,5 мкм при 150°С, при этом слой магнитомягкого материала напыляют толщиной 3-5 мкм при 250-300°С.
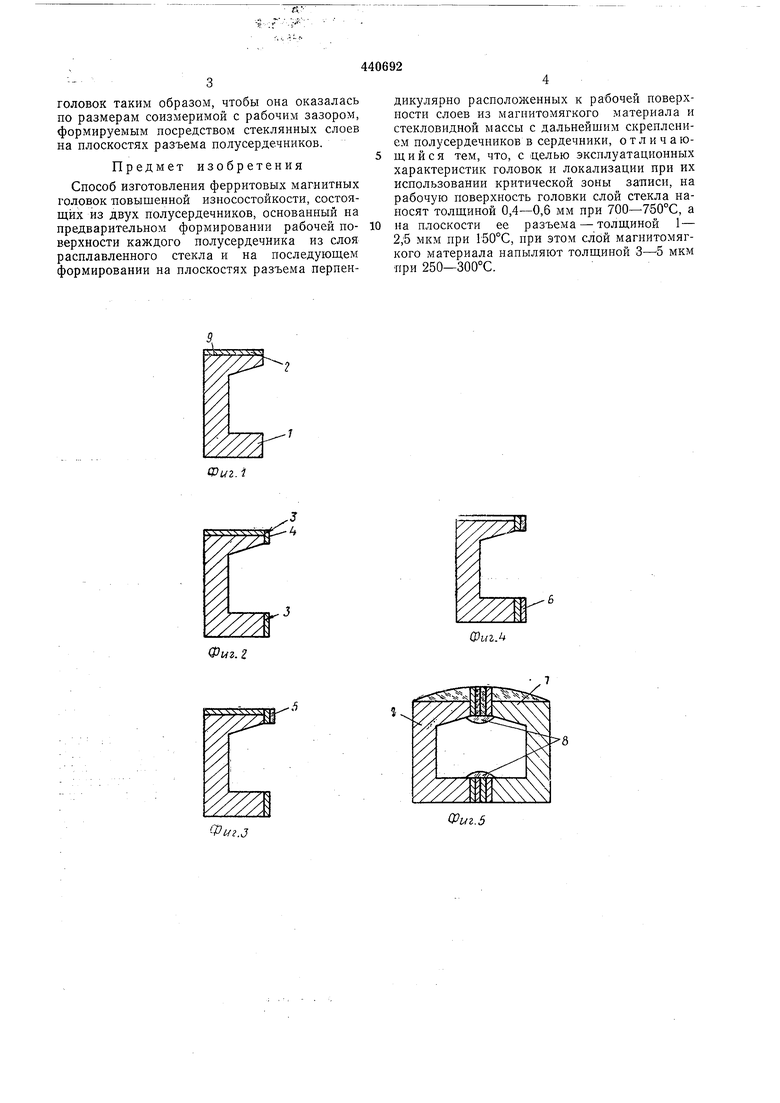
На фиг. 1-5 показана последовательность проведения описываемых операций.
На полусердечник 1 магнитопровода наносят слой 2 стекла при температуре, превышающей температуру его плавления. А на плоскость разъема 3 наносят магнитомягкий материал 4, на который, в свою очередь, наносят слой 5 стекла. Для выравнивания геометрического зазора дополнительно наносят слой магнитомягкого материала 6, и сборку полусердечников 1 и 7 осуществляют путем использования склеивающей массы 8. Поверхность 9 ттолусердечника предварительно обрабатывают по 13 классу чистоты. Слои магнитомягкого материала наносят методом напыления, а
стекла в области плоскостей разъема - методом термического вакуумного испарения. Таким образом, используя предлагаемый способ можно улучшить эксплуатационные характеристики и локализовать критическую зону записи, а также выполнить рабочую поверхность
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитной головки | 1989 |
|
SU1748185A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU881837A1 |
| Способ изготовления комбинированного сердечника магнитной головки | 1991 |
|
SU1793462A1 |
| Способ обработки рабочей поверхности многодорожечной магнитной головки | 1980 |
|
SU871194A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ формирования рабочего зазора магнитной головки | 1980 |
|
SU993322A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления магнитной головки | 1980 |
|
SU949689A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
