Изобретение относится к точному машиностроению, в частности к технике магнитной записи, и может быть использовано при групповом методе изготовления магнитных головок, многодорожечных головок кодовых накопителей и цифровых головок различного назначения.
Известен способ изготовления узкодо- рожечной магнитной головки, в которой в двух магнитных блоках, образующих магнитную головку, вырезают несколько канавок дли образования узкодорожечных участков. При соединении дорожечными участками образуются зазоры магнитной головки. На противолежащих поверхностях магнитных блоков размещают элемент, устанавливающий размер зазора. Магнитные блоки после соединения размещают на зажимном приспособлении. Осуществляя продольное смещение блоков на подставке, производят их стыковку дорожечными участками, зажимают с фиксацией и проводят термообработку, в результате которой образуются рабочие зазоры.
Недостатком данной технологии является то, что она не позволяет получить заполнение пазов, ограничивающих длину рабочего зазора, и износостойкое покрытие на рабочей поверхности за одну операцию.
Наиболее близким к предлагаемому является способ изготовления ферритовых магнитных головок повышенной износостойкости, состоящих из двух полусердечников, основанный на предварительном формировании рабочей поверхности каждого полусердечника из слоя расплавленного стекла и на последующем формировании на плоскостях разъема перпендикулярно расположенных к рабочей поверхности слоев из магнитомягкого материала из стекловидной массы с дальнейшим скреплением полусердечников в сердечники, в котором, с целью повышения эксплуатационных характеристик, на рабочую поверхность магнитной головки наносят слой стекла толщиной 0,4-0,6 мм при 700-750°С, а на плоскость ее разъема - толщиной 1-2,5 нкм при 150°С, при этом напыляют слой магнитомягкого
&
Ё
я
00 00
ел
материала толщиной 3--5 мкм при 250- 300°С.
Недостатком данной технологии является то, что, нанося слой стекла на рабочую поверхность, заготовка располагается так, что невозможно одновременно наносить стекло на плоскость рабочего зазора, и для заполнения им паза, ограничивающего длину рабочего зазора, или для заполнения самого рабочего зазора. Поэтому необходимо использовать стекло двух-трех марок, каждое предыдущее из которых должно быть более тугоплавким, чтобы не быть поврежденным в ходе последующих операций.
Цель изобретения - повышение технологичности изготовления магнитной головки.
Поставленная цель достигается тем, что в-способе изготовления магнитной головки, при котором формируют два полублока, наносят на рабочую поверхность стеклянное износостойкое покрытие, скрепляют полублоки в блок и обрабатывают рабочую поверхность, стеклянное износостойкое покрытие наносят путем заполнения расплавленным стеклом предварительно выполненных в каждом полублоке пазов в полюсных частях, при этом пазы сформированы в плоскости, перпендикулярной плоскости разъема и параллельной рабочей поверхности.
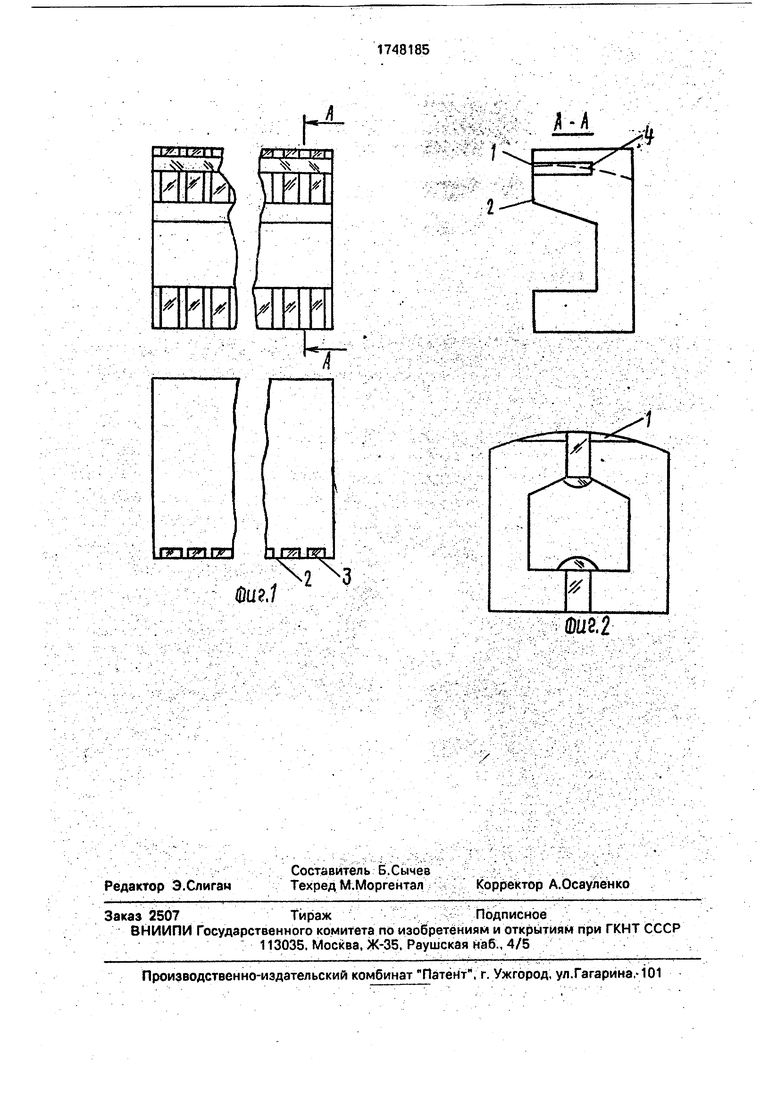
На фиг. 1 изображен полублок магнитной головки; на фиг. 2 - магнитная головка в сборе.
На чертежах приведены следующие обозначения: 1 - износостойкое стекло, образующее рабочую поверхность, 2 - поверхность рабочего зазора, 3 - пазы, ограничивающие длину рабочего зазора, 4 - специальный паз вдоль рабочей поверхности.
Способ изготовления магнитной головки осуществляют следующим образом.
В ферритовой заготовке марки 500 мт полублока (фиг. 1) выполняют пазы 3. ограничивающие длину рабочего зазора, и специальный паз 4 вдоль рабочей поверхности,
в который помещают штабики из стекла СМГЗ-103/1, имеющего Тд 330°С, ТраСт 520°С и оплавляют при 550°С. После остывания заготовок до 25°С полируют поверхность рабочего зазора 2, между
полублоками помещают стеклянную фольгу. Соединенные полублоки помещают в приспособление для склейки, собранный блок нагревают до Тплав стеклянной фольги (Тплае 480°С), которая после остывания надежно
соединяет блок, образуя одновременно и рабочий зазор, требуемого размера.Далее головку укрепляют на радиаторе и при помощи устройства формируют радиус рабочей поверхности, удаляя при этом и феррит,
образующий паз для получения стекла на рабочей поверхности,
Предлагаемый способ позволяет произвести заливку всех пазов за один переход, что значительно упрощает технологический
процесс, кроме того, позволяет применять для этого стекло одной марки и с низкой температурой плавления, а следовательно, производить операцию без защитной атмосферы.
Формула изобретения
Способ изготовления магнитной голо- вки,при котором формируют два полублока, наносят на рабочую поверхность стеклянное износостойкое покрытие, скрепляют полублоки в блок и обрабатывают рабочую поверхность, отличающийся тем, что, с целью повышения технологичности, стеклянное износостойкое покрытие наносят путем заполнения расплавленным стеклом
предварительно выполненных в каждом полублоке пазов в полюсных частях, при этом пазы сформированы в плоскости, перпендикулярной плоскости разъема и параллельной рабочей поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления магнитных головок | 1984 |
|
SU1244707A1 |
| Способ формирования рабочего зазора магнитной головки | 1980 |
|
SU993322A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Блок магнитных головок | 1981 |
|
SU995116A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления магнитной головки | 1990 |
|
SU1728883A1 |
Изобретение относится к приборостроению, а именно к производству магнитных головок. Целью изобретения является повышение технологичности. Сущность изобретения заключается в том, что стеклянное износостойкое покрытие наносят путем заполнения расплавленным стеклом предварительно выполненных в каждом полублоке пазов в полюсных частях, 2 ил.
ГУ
т пя гст
Фиг,/
Гч
Х-5ГЧ
(DU2.2
| Способ изготовления магнитных головок | 1977 |
|
SU613379A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ изготовления ферритовых магнитных головок | 1972 |
|
SU440692A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
