Изобретение относится к прокатному производству,
В известной универсальной прокатной клети для прокатки полос переменного сечения, в частности однолистовых рессор, профилирование требуемой формы полосы производится только по высоте полосы. При этом более обжимаемые концевые участки профиля имеют большее уширение, чем его середина, что приводит к переполнению калибра и образованию(оя на концевых участках профиля.
Предлагаемый узел валков отличае;рся тем, что с целью исключения шоя посредством заданного закона изменения толщины и одно временно ширины по длине полосы бандажи вертикальных валков соединены со своими осями храповыми механизмами и снабжены тормозными устройствами.
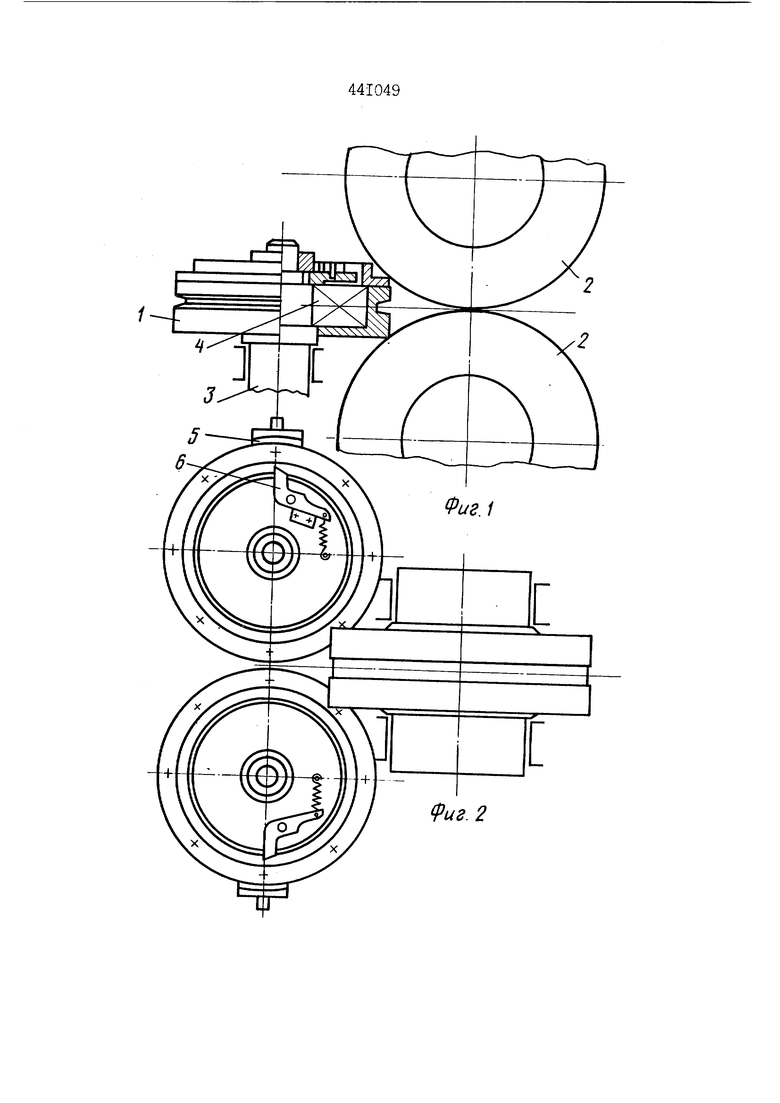
На фиг. I схематически изображена прокатная клеть, вид по
плоскости валков; на фиг.
2 - ТО сверху.
В общей станине смонтированы вертикальные валки с бандажа ми I переменного радиуса и гори зонтальные валки 2 переменного радиуса. Бандажи I вертикальных валков смонтированы на осях 3 на подшипниках , снабжены тормозными устройствами 5 и храповыми механизмами 6, обеспечивающими соединение бандажей с осями. Оси вертикальных валков имеют жесткую кич нематическую связь с горизонтальными валками и имеют общий с ними привод.
Профилировка валков переменного радиуса выполнена таким образом, чтобы обжатия ширины полосы в каждом сечении были равны уширениям в этих сечениях при прод/илировании толщины полосы в горизонтальных валках переменного радиуса. Так, например, для получения рее |сррной полосы переменной толщины
при постоянной ширине по длине в вертикальных валках обжатия уве личиваются от средней части рессорной полосы к ее концам, в результате чего после профилирования толщины полосы в горизонтальных валках за счет большего уши рения концевых участков рессорная полоса имеет постоянную ширину по длине. При необходимости получе ния рессорной полосы переменной ширины по длине в профилировке вертикальных валков учитывается также закон изменения ширины рессорной полосы по длине.
Кинематическая связь между осями вертикальных валков и горизонтальными валками 2 создает равенство их угловых скоростей. Благодаря этому, при соединении храповыми механизмами бандажей вертикальных валков с осями устанавливается их взаимное положение относительно горизонтальных валков, при котором начало профиля выходящей из вертикальных валков полосы совпадает при задаче с началом профилировки горизон тальных валков.
Перед задачей полосы в клеть включаются тормозные устройства 5, что обеспечивает соединение бандажей I вертикальных валков с их осями 3 посредством храповых механизыов.
Полоса задается в вертикальные валки задающим устройством при положении, соответствующем началу их профилировки, после чего торрозные устройства выключаются.
Скорость входа полосы в горизонтальные валки вследствие неравенства обжатий в различных сече ниях меняется по длине полосы.
Позтому с целью исключения образо,вания петли или обрыва полосы между вертикальными и горизонтальными валками прокатка полосы после ее
задачи в горизонтальные валки может осуществляться вертикальными валками, как холостыми, за счет натяжения полосы со стороны горизонтальных валков, поскольку храповые механизмы дают возможность бандажам вертикальных валков вращаться с обгоном их осей. Для этого катающий диаметр бандажей вертикальных валков выбирается
таким, чтобы при враш,ении от привода окружная их скорость была .равна или несколько меньше минимальной скорости входа полосы в горизонтальные валки,
Для повышения производительности на валках могут быть нарезаны ручьи, содержащие несколько периодов, каждый из которых равен длине одной заготовки,
ПРЕДМЕТ ИЗОБРЕТЕНИЯ Узел валков универсальной клети для прокатки полос переменного сечения, например однолистовых рессор, в котором горизонтальные валки образуют калибр переменного радиуса, а на оси вертикальных валков вхолостую наса, жены бандажи с периодическими ручьями, отличающийся тем, что, с целью получения полос без облоя по ширине профиля посредством согласования периодов
о в обеих плоскортях прокатки, бандажи вертикальных валков соединены со своими осями посредством храповых механизмов и снабжены тормозными устройствами,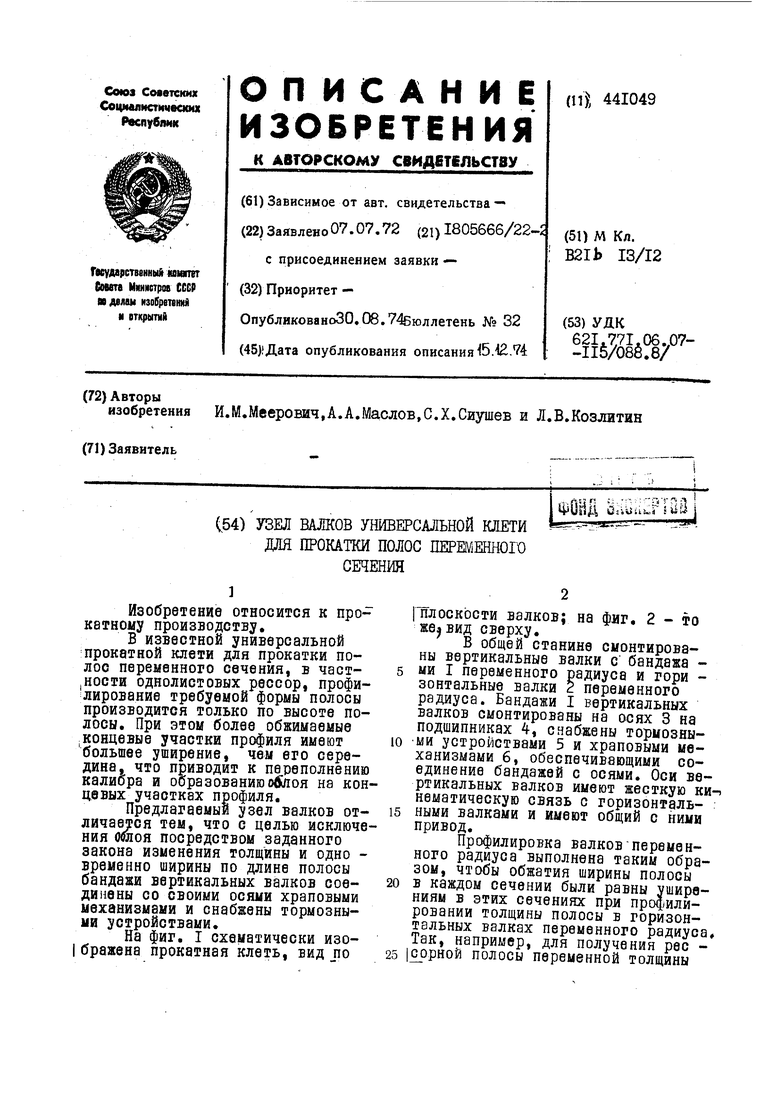

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПОЛОС | 1991 |
|
RU2014915C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ЗАГОТОВОК ПОСТОЯННОЙ ШИРИНЫ С ЭЛЕМЕНТАМИ ПЕРЕМЕННОЙ И ПОСТОЯННОЙ ТОЛЩИНЫ | 2012 |
|
RU2501622C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ПОЛОС ПОСТОЯННОЙ ШИРИНЫ И ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНЫ | 2003 |
|
RU2239510C1 |
| СПОСОБ ГОРЯЧЕЙ МНОГОПРОХОДНОЙ ПРОКАТКИ РЕССОРНЫХ ПОЛОС | 2013 |
|
RU2532186C1 |
| ВЕРТИКАЛЬНЫЙ ВАЛОК | 1988 |
|
SU1603595A1 |
| Сляб для производства полос | 1987 |
|
SU1405913A1 |
| Способ профилирования слябов | 1987 |
|
SU1519800A1 |
| Рабочий валок вертикальной клети | 1990 |
|
SU1803210A1 |
| Способ прокатки полосы со скругленными боковыми кромками | 1977 |
|
SU615956A1 |
| Комплект валков | 1990 |
|
SU1777567A3 |