(54) СПОСОБ ПРОКАТКИ ПОЛОСЫ СО СКРУГЛЕННЫМИ
КРОМКАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел валков для прокатки периодических профилей с переменной по длине высотой | 1990 |
|
SU1789313A1 |
| Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки | 1987 |
|
SU1599139A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ С ДИФФЕРЕНЦИРОВАННЫМИ ПРОЧНОСТНЫМИ СВОЙСТВАМИ | 1997 |
|
RU2112613C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Рабочий валок вертикальной клети | 1990 |
|
SU1803210A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| Система калибров роликового стана | 1976 |
|
SU614835A1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ЗАГОТОВОК ПОСТОЯННОЙ ШИРИНЫ С ЭЛЕМЕНТАМИ ПЕРЕМЕННОЙ И ПОСТОЯННОЙ ТОЛЩИНЫ | 2012 |
|
RU2501622C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
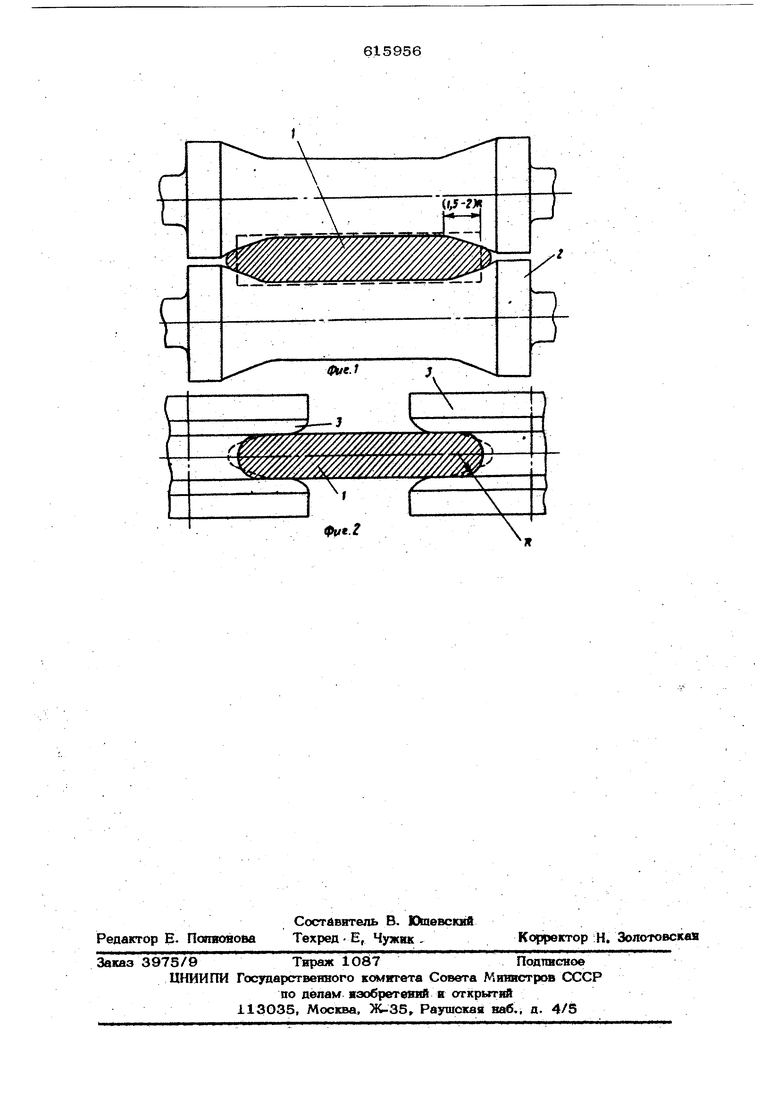
Иэобретение относится к обработке металлов давлением и может быть использовано на металлургических заводах, преимущественно на листовых и универсальиых полосовых прокатных станах. Известен способ получения полосы со скругленными кромками путем обкатки кромок калиброванными неприводными вертикальными роликами с ручьями радиус ного профиля. При этом толщина полосы контролируется горизонтальными роликами, обкатывающими плоскую поверхность полосы и вместе с кромкозакругляющимй роликами образующими четырехвалковый калибр. Скр гпение кромок с обкаткой производится с применением последующей очистки их вращающимися щетками ПредназначённьЛ дна обработки кромок 1полос из высокопластичиого материала, пре имущественно алюмииия известный способ не обеспечивает высокого качеста кромок в случае применения его для обработки полос из малопластичйых материалов. Этот не достаток обусловлен тем, 4to применяемое в нем пиймое обжатие углов необработанной кромки с вытеснением избытка металла в верщину скругления способствует появлению в этом месте кромки поверхностных дефектов в виде плен и закатов, снижающих точность заданной геометрии профиля. Указанный недостаток тем самым ограничивает возможный сортамент полос со скругленными кромками. Келью изобретения является повышение точности заданной геометрии профиля кромок и расшнренне возможного сортамента полос со скругленными кромками. . Это достигается тем, что перед обкаткой кромок калиброванными вертикальными валками с радиусного профиля край полосы обжимают горизонтальными валками без ограничения уширения на участках шириной, равной 1,5-2 заданным радиусам закругления кромок. При этом степень деформации возраста.ет к кромкам до 40-6О% по закону квадратичной параболы. На фиг. 1 показана схематически прокатка полосы горизонтальными валкакя} на фиг. 2 - обкатка кромок вертикальными валками. Заготовку в виде полосы 1 с необработанными боковыми кромками подают в горизонтальные валки 2 с калибровкой, обеспечивающей изменение обжатия в зоне кромок на расстоянии 1.5-2 заданных радиусов скругления по-закону квадратич ной параболы с нарастанием деформации до 40-60% к боковой кромке. При этом обжатие по основиой части полосы (кроме зоны боковых кромок) может иметь место или отсутствовать. Сечение поло сы примет форму, показанную на фиг. 1. Затем полученную полосу подают в вертикальные. валки 3 с профилировкой дна ручья калибра по аадашому радиусу, где прс;из1%одится обжатие до необходимых размеров и сеЧение полосы приобретает форму, показанную ва (}ир. 2. . Расстояние. 1,5-2 радиуса скругаешш определено из расче га глубины проникновения дефор мации при прокатке в верти кальных валках, причем большие значения относятся к большим обжатиям и меньшей ширине полосы. Так, например, для прокатки стальной полосы размерами Зб 520 мм с кромками, скругленньтти по радиусу 1} 1-18 м перед нредчистрвым проходом, получают подкат размерами -38 : « 52О мм. В предчистовом проходе гюдкат обжв мают горизонтальными валками без огрАничения уширенвя. Калибровка в;алков выполняется в соответствии с задаш1ым режимом обжатий в зоне кромок с возрастанием деформации на расстоянии 30 мм от 5 до 50% при степени обжатия по всей остальной ширине полосы 5%. При прокатке кромки полосы приобретают в сечении форму, близкую к параболе. Полученную полосу обкатывают вертикальными валками, ручьи которых выполняются по заданному радиусу --.И -18 мм. При этом снимается уширение полосы, полученное в предыдущем пропуске, и металл в результате деформации заполняет ручей валка. После обкатки вертикальными валками боковые кромки полосы приобретают скругленную форму строго по заданному радиусу с хорошим качеством поверхности. Предлагаемый способ может быть реализован на действующем листовом или полосовом прокатном стане, имекяаем в своем составе клети с горчаонтальнь1}«р и вертикальными валками. Способ можеа быть осуществлен также на металлоп. требляюших предприятиях с использовании ем в качестве заготовки полосы с необработанными кромками и без обжатия ее по всей ширине. Использование предлагаемого способа улучшает качество прокатываемых полос со скругленными кромками и расширяет их сортамент. , Ф о рГм у л а изобретения Способ прокатки полосы со скругленными кромками, включающий сбкатку кромок калиброванными ьертикальнымя валкамн с ручьями радиусного профиля, о тл и ч а ю щ н и с я тем, что, с пеЛью повышения точиосги заданнсЛ геометрии профиля кромок н расширения возможного сортамента полос со скругпе нными кромками, перед обкаткой кромок вертикальными валкамн края полосы обжнмают горизонтальными валками без ограничения упшрення на участках шириной, рав,ной 1,5-2 заданным радиусам закругления кромок, со степеш ю. деформации, воэрастаюшё к кромкам до 4О-бО% по за- , кону кй&дратичной параболы. Источники ннформадин, принятые во внимание при экспертизе: 1. Патент США № 3479852. кп. 72-4О, 1969.
fmmmmm mmm
pw«7
t
