Изобретение относится к прокатке специальных профилей, требующих высоких обжатий в вертикальных калиброванных валках, например, для получения листов малолистовых рессор.
Целью изобретения является повышение качества полосы.
Решений этой задачи достигается тем, что в рабочем валке вертикальной клети прокатного стана, имеющем ручей калибра ящичного типа, с отношением глубины к минимальной ширине ручья, равным или более 0,9, сечение дна которого выполнено в виде вогнутой полуокружности радиусом, равным половине минимальной ширины ручья, стенки ручья выполнены с наклоном к оси симметрии ручья и углом между ними 1а. определяемым по выражению
2« 2arctg 0,09-0.45(-),
0)
Р
где 2(2- угол между стенками ручья, град: hp - глубина ручья, мм; Вд - минимальная ширина ручья, мм.
Такое конструктивное выполнение ручья вертикального валка обеспечит равномерное течение металла по деформируемой ширине. Это способствует сохранению плоскостной формы раската и обеспечит повышенное качество металла,-так как прора- батываются центральные слои раската и выравниваются механические свойства по всей ширине заготовки.
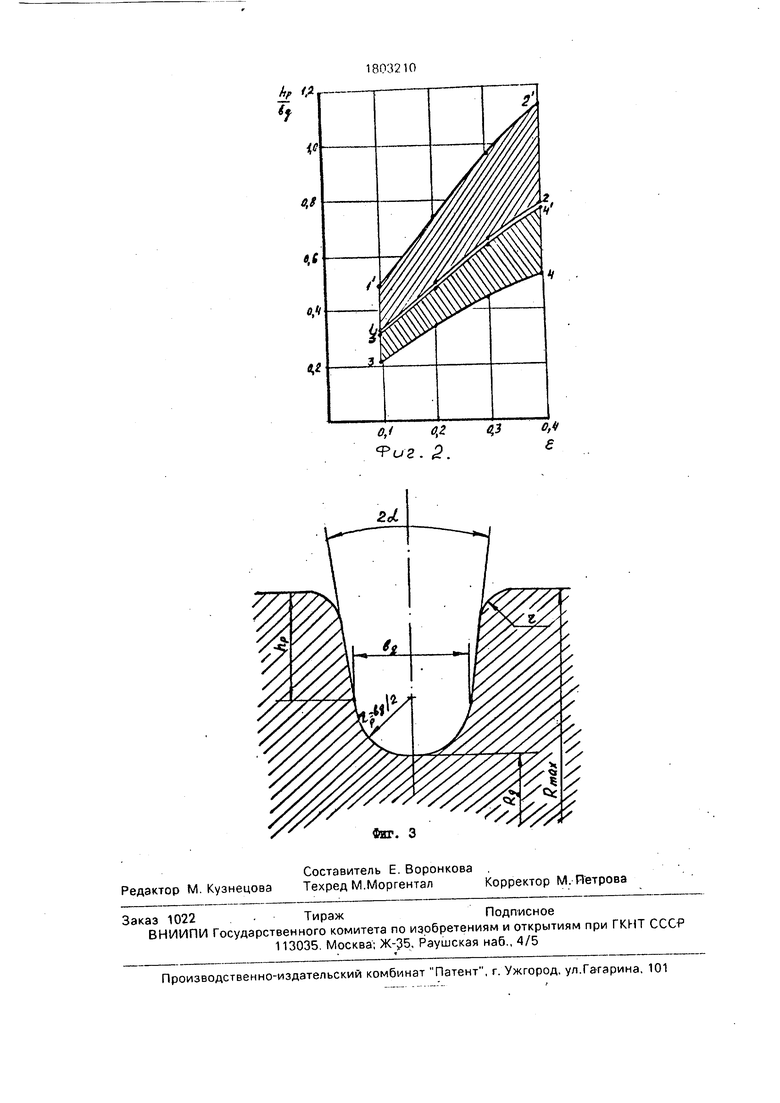
На фиг. 1 показана схема деформации калиброванными валками ширины В0 исходной заготовки в ручье глубиной hp до ширины Вь где область 2-4-5-3 служит контактной между ручьями калибра и деформируемым металлом. При больших значениях Во/Но скольжение металла по поверхности ручья отсутствует, т.е. имеет место прилипание. Это означает, что металл заполняет ручей и образует стоячую волну. Область 1-2-3 - область пластического растяжения за счет опережающего течения .металла в сечении 0-2. На фиг. 2 показано полученное экспериментально влияние на глубину за(Л
С
оо
О CJ
ю
hp полнения ручья - - параметров: степени
вд
обжатия; угла наклона стенок ручья к оси его симметрии; отношения деформируемой ширины к исходной толщине заготовки в практически возможной области прокатки. На фиг, 3 показана схема основных размеров ручья, Ир Рмакс-Рд - глубина ручья; вд - минимальная ширина между стенками ручья; вд/2 - радиус перехода между стенкой и дном калибра; 2а - угол между стенками ручья; г - радиус скругления острых кромок ручья, равный 2-3 мм; Яд - минимальный радиус по дну ручья; Ямакс - максимальный радиус ручья валка.
Переход между стенками ручья и его дном выполняется по радиусу, равному половине минимальной ширины ручья, что позволяет получить заготовку с достаточным радиусом скругления кромок. При дальнейшей деформации раската в клети с горизон- тальнымй валками сохраняются скругленные кромки на готовых листах, тем самым снижается концентрация напряжений и повышается работоспособность мало- листовой рессоры. Кроме того, обеспечивается захват и прохождение заготовки через ручьи при небольших обжатиях, что необходимо для получения листов малолистовых рессор, когда после вертикальной клети заготовка профилируется определенным образом: на концах деформируется с максимальным обжатием и практически не обжимается в средней части,
. Наличие угла между стенками ручья в определенных пределах обеспечивает его полное заполнение.
В процессе прокатки в вертикальной клети участвуют два валка с нарезанными на них ручьями, поэтому практически сечение заготовки после вертикальной клети примет форму, которая представляет из себя две трапеции (профиль ручья) и прямо- ; угольник (металл, находящийся между валками, не попавший в ручьи).
Угол между стенками ручья должен обеспечивать получение такой площади сечения заготовки, которая удовлетворит условию равномерной вытяжки металла и которая в дальнейшем может быть деформирована в требуемое сечение готового листа
2SP+Snp SB, (2), где.Зр- площадь сечения ручья;
Snp - площадь сечения -металла, который находится между валками и не контактирует с ручьями;
SB - площадь прямоугольного сечения, ширина которого определяется из условия
А
5
равномерной вытяжки (1), а толщина выбирается так, чтобы в сочетании с шириной при свободном уширении получить нужную форму готового листа.
Для обеспечения прокатки между размерами исходной и прокатанной полос должны существовать определенные соотношения. Известна форма ручья, которая выполняется с соотношением -& 0,9.
вд
Если обозначить данные соотношения через коэффициенты, то решение выражения (2) даст значение тангенса угла наклона стенки ручья к оси симметрии:
20
25
30
35
40
45
50
55
tga
Кп Кк ) ( Кв ( Кп - KK ) - 1 ) Вд ,.
v и2 ( Кл - 2 Кк ) где: Кп, Кв, Кк - коэффициенты исходной полосы, полосы после прокатки в вертикальной клети, калибра соответственно,
При прокатке листов малолистовых рессор для получения качественной готовой продукции используются следующие значения коэффициентов:
,5-6,0; ,3-0,6; ,9-2.5.
Максимальные и минимальные значения коэффициентов определенным образом зависят друг от друга:
при прокатке полос с небольшим отношением ширины к толщине (узкие и толстые), Кп минимален, требуется калибр с малым отношением глубины ручья к его минимальной ширине, Кк минимален, чтобы обеспечить проработку всего сечения, при этом отношение толщины прокатанной полосы к ее ширине имеет небольшое значение, Кв максимален.
При прокатке полос с Кп максимальным требуется калибр с Кк максимальным ,при этом Кв минимален.
Подставив в выражение (3) максимальные и минимальные значения коэффициентов, можно получить предельные значения для тангенса угла наклона стенки ручья к оси симметрии, а следовательно, предельные сечения угла между стенками в градусах 2а 2-50°.
Пример конкретного выполнения. Исходная заготовка сечением Н0х ,5x90 мм обжимается в валках верти- кальной клети до ,4 мм, что обеспечивает проработку всего сечения и равномерность вытяжки. При такой ширине толщина должна быть ,5 мм, чтобы получить в горизонтальной клети требуемое сечение, готового листа НрхВр 10х90 мм. Минимальная ширина ручья принимается равной толщине исходной заготовки ,5 мм. Глубина ручья - величине обжатия мм. Прокатка ведется в валках с диаметром по дну калибра мм. 2. Определяются коэффициенты
hp 26,6
- 14 С 1
21,5
90
вд
В°
Но 21,5
Нв
33;
4,2;
-W
-31. Вв 61,4 °1&1i
2. Определяется тангенс наклона стени ручья к оси симметрии
Кп-Кк)(Кв(Кп-Кк)-1) вд ----2(Кп-2Кк)-- Бр- (4.2- 1.33) (0.51 (4.2- 1.33 )-1
2 (4,2-2 х 1,33) 21,5
tga
Жб
0,325.
3. Угол между стенками ручья
2 « 2arctg a 2arctgO,. Формула изобретения Рабочий валок вертикальной клети прокатного стана, имеющий ручей калибра ящичного типа с отношением глубины к минимальной ширине ручья, равной или более 0,9, сечение дна которого выполнено в виде вогнутой полуокружности радиусом, равным половине минимальной ширины ручья, отличающийся тем, что, с целью повышения качества получаемого раската, стенки ручья выполнены с наклоном к оси симметрии ручья и угол между ними - 2а, определяемым по выражению
ВДл
2а 2arctg 0,09-0,45(Јu)
Пп
где hp - глубина ручья, мм;
вд - минимальная ширина ручья, мм.


| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный валок универсальной клети | 1983 |
|
SU1163925A1 |
| Способ получения периодических профилей постоянной ширины | 1990 |
|
SU1810199A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| ВЫТЯЖНОЙ ЯЩИЧНЫЙ КАЛИБР | 1999 |
|
RU2165807C1 |
| Ящичный калибр | 1989 |
|
SU1747221A1 |
| Способ прокатки заготовок | 1990 |
|
SU1779416A1 |
| Способ прокатки периодической арматурной стали | 1980 |
|
SU940979A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
Использование: прокатка специально спрофилированных заготовок, требующих высоких обжатий в вертикальных калиброванных валках, например, для получения листов малолистовых рессор. Сущность изобретения: ручей вертикального валка калибра ящичного типа с отношением глубины ручья к минимальной его ширине, равным и более 0,9, в сечении имеет дно в виде вогнутой полуокружности радиусом, равным половине минимальной ширины ручья. Стенки ручья выполнены с наклоном к оси симметрии ручья. Угол между стенками ручья определяют по математической зависимости. 3 ил.
Фиг. I
| 0 |
|
SU304004A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки полосы со скругленными боковыми кромками | 1977 |
|
SU615956A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
