1
Изобретение относится к производству теплообменников и может применяться при изготовлении ребристых труб для аппаратов воз душного охлаждения.
Известен станок для оребреиия труб методом гибки ленты на ребро вокр;/г трубы, содержащий укрепленный на станине и связанный со средствами привода шпин дель, несущий шестерню, ки 1емвтически связанную с ходовыми винтами, снабженными гайками, на которых укреплены ролики устройства для навивки спирали и ycTpoiiCTBO для крепления ребер на трубе.
При оребрении труб та/им способом синхронизация работы не требуется, так как лента вначале крепится к трубе, которая, вращаясь, тянет ее на себя, завивая в спираль. Спираль попадает в канавку на трубе и завалъцовывается роликами, приводимыми в дви женив от трубы.
Однако тако станок имеет ограниченное применение (для труб с относительно невысокими ребрами)
При навивке ленты на трубу таким образом получение качественной спирали без разрывов по наружной кромке с относительно высо кими ребрами не представляется во можным.
Целью изобретения является повышение производительности.
Это достигается тем, что в предлагаемом станке устройство для вращения и продольного пере мещения трубы выполнено в виде снабженных цанговыми зажимами голо вок, которые жестко укреплены на гайках ходовых винтов, подвижно установлены в направляющих стани ны, снабжены шкиваы и связаны через распределительный вал с устройством для навивки спирали.
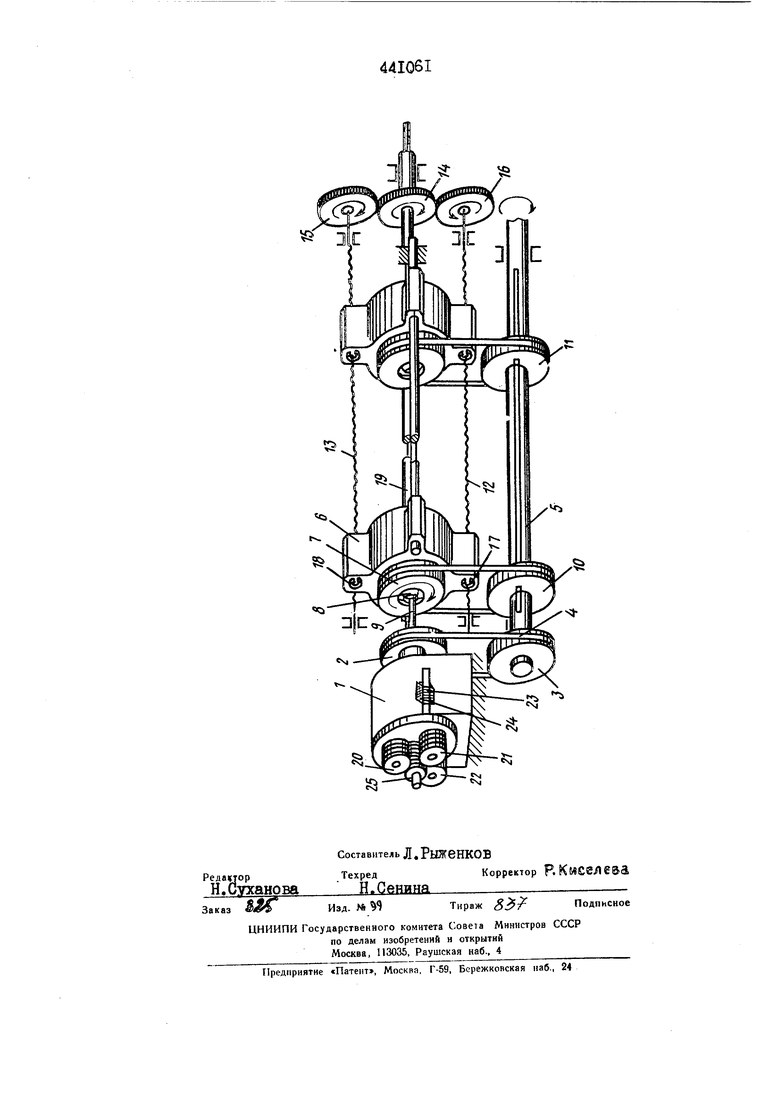
На чертеже показан предлага емый станок, общий вид,
I Станок состоит из навивочной
головки I, рабочий инструмент которой приводится во вращение чере шкивы 2 и 3, а также реиня 4 Шкив 3 расположен на jpaспределительном валу 5, Головки 6 имеют :. корпусы 7, внутри которых расположены зажимные цанги 8, обеспечи вающие зажим трубы Э. Цанги 8 приводятся во вращение при помощи клинореыенной передачи - шкивов 10 и II, расположенных на распределительном валу 5 и имеющих возможность перемещаться по нему.
Приводные головки б могут перемещаться (вправо-влево) при
помощи ходовых винтов 12 и I3s КО
торые вращаются с одинаковой скоростью, сообщенной посредством шестерни 14. Шестерни 15 и 16 входят в зацепление с шестерней 14. Направление вращения ходо вых винтов 12 и 13 противоположное.
Осевое пбреиещвние приводных головок, которые вращают трубу и подают ее в навивояную головку, осуществляется с помощью разрезных гаек 17 и 18, которые входят в зацепление с вращающимися ходовыми винтЕМи 12 и 13. Для обеспечения соосности вращения трубы приводные головки переме щаются по направляющим 19.
Для закрепления спирали на трубе в устройстве предусмотрены ролик 20 для нанесения винтовой канавки, рояик 21 для укладки ребра в канавку и ролик 22 для завальцовки спирали. Лента 23 подается в навивочную головку I через лентонатяжнпе устройство 24
Устройс/тво работает следующим образом.
Лента 23 через натяжное устройство 24 подается в навивочную головку I. где она завивается в спираль 25. Рабочий инструмент навивочной головки приводится во вр щение при помощи клиноременной передачи - шкивов 2 и 3 и ремня 4. Рх)лики 20-22 наносят винтовую канавку на трубу 9, укладывают в нее спираль 25 и завальцовывают ее в канавку.
Труба 9 через шпиндель шестерни 1ч подается к навивочной головке пррведством двух привод ных головок 6,Подача труб может
быть непрерывной. Для этого нет необходи)у1ости сва)ивать трубы встык, как это делается -во многих известных устройствах.
Головка б зажимает трубу 9 црнгами 8, вращает и перемещает ее в осевом направлении с заданным шагом при помощи гаек 17 и ходового винта 12. Привод вращения головок б осуществляется от распределительного вала 5 при помощи перемещающихся шкивов 10 и II Головки б перемещаются по направляющим 19.
Когда одна из приводных головок подходит к крайнему левому положению, в работу вступает другая приводная головка, при этом, когда первая достигнет крайнего положения,.1цанги 8 разжимаются, труба 9 проходит свободно, гайки 17 разжимаются, а гайка 1о зажимается на винте 13, который вращается в противоположну ю сторону по сравнению с винт-ом 12, чем и обеспечивается движение приводной головки в противоположном направлении по отношению к первоначальному движению.
Отходя в крайнее правое исходное положение, первая приводная головка снова вступает в работу, а другая приводная головка отходит в исходное крайнее правое положение при помощи ходового винта 13 и гайки 18.
Шкивы 10 свободно перемещаются по распределительному валу 5 при помощи шлицевого соединения.
ПРЕДМЕТ ИЗОБРЕТЕНИЯ Станок для оребрения труб, содержащий смонтированные на станине приводной шпиндель с шестерней кинематически связанной с ходовыми винтами, снабженными гай камид устройство для вращения и продольного перемещения трубы и ycTpoficTBO для навивки и крепления спирали, отличающийся тем о 4TOj с целью повышения производительности 9 устройство для вращения и продольного перемещения трубы выполнено в виде снабженных цанговыми зажимами головок, жестко закрепленных на гайках ходовых винтов и кинематически связанных через распределительный вал с устройством для навивки спирали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Станок для изготовления радиаторных ребристых трубок | 1956 |
|
SU111398A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Станок для спирального оребрения труб лентой L -образного профиля | 1987 |
|
SU1433570A1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ КАТУШЕК ИЗ ТРУБ | 1999 |
|
RU2169052C2 |
| СТАНОК ДЛЯ НАВИВКИ ВИНТОВОЙ ЦИЛИНДРИЧЕСКОЙ СПИРАЛИ ИЗ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ИЛИ ПРОВОЛОКИ | 1969 |
|
SU242111A1 |