1
Изобретение относится к области обработки металлов давлением, в частности к прессам, усилие прессования которых получают за счет термического расширения и сжатия нагреваемых и охлаждаемых частей.
Известен термический пресс, содержащий несколько групп поочередно нагреваемых и охлаждаемых колонн и связанные с ними верхнюю и нижнюю траверсы с дистанционно управляемыми захватами, а также стол для размещения заготовки.
С целью повыщения производительности описываемый пресс снабжен рамой с отверстиями для направления колонн, связанной с последними посредством дистанцион 10 управляемых захватов, при этом на нижней плоскокости рамы установлен стол для размещения заготовки, а нижняя траверса расположена над ним, установлена на колоннах подвижно и подпружинена, верхняя же траверса жестко связана с одной из групп колонн.
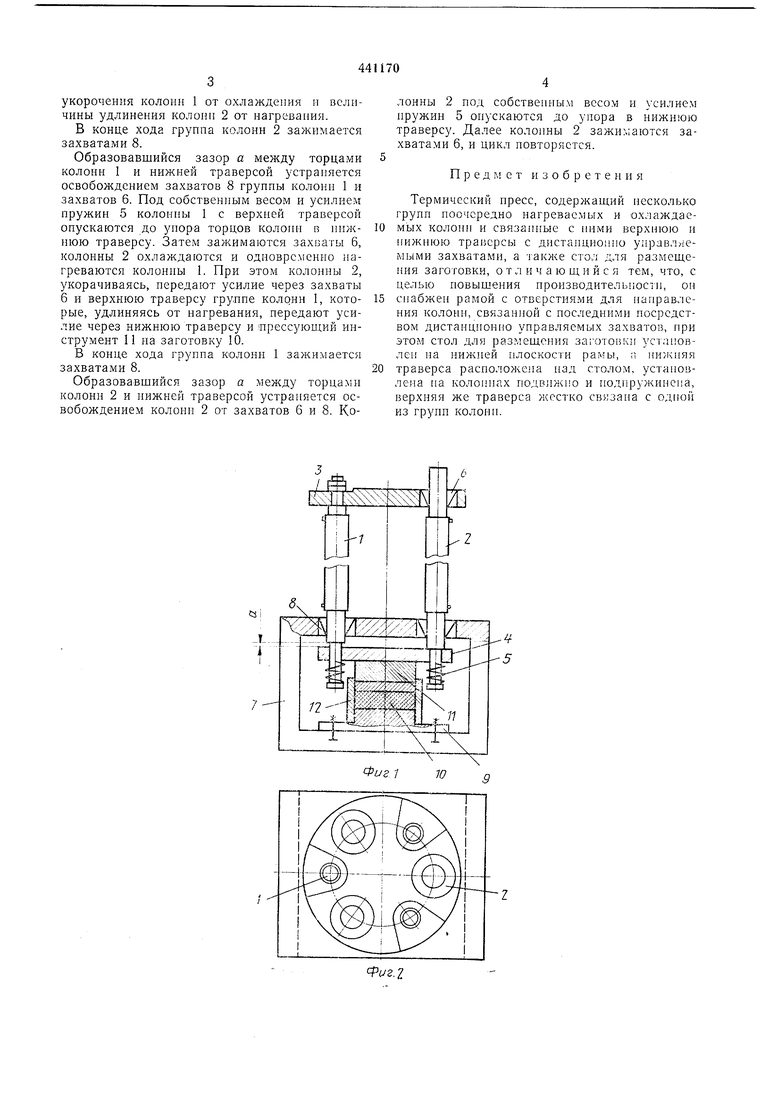
На фиг. 1 схематически показан описываемый пресс в продольном разрезе; на фиг. 2- то же, вид в нлане.
Пресс содержит несколько групп колонн 1 и 2, поочередно нагреваемых и охлаждаемых, верхнюю 3 и нижнюю 4 траверсы. Нижняя траверса установлена на колоннах подвижно и подпружинена пружиной 5, верхняя траверса с одной группой колонн связана посредством
захватов 6, а с другой группой колонн - жестко. Пресс снабжен рамой 7, связанной с колоннами посредством захватов 8. На нижней плоскости рамы 7 расположен стол 9 с заготовкой 10, а на нижней траверсе установлен прессующий инструмент 11, взаимодействующий посредством пресс-формы 12 на заготовку 10.
Описываемый пресс работает следующим
образом.
В исходном положении колонны 1 и 2 расположены так, что пресс-форму 12 установить под прессующий инструмент 11. Установка колонн 1 и 2 в верхнее положение
может производиться обратнымн циклами их перемещения или подъемным устройством (не показано).
После установки нресс-формы 12 колонны 1 и 2 опускаются с освобождением захватов 8
и 6. Затем зажимаются захваты 8 группы колонн 1 и захваты 6 группы колонн 2. Колонны 1 охлаждаются и одновременно нагреваются колонны 2. При этом колонны 1, укорачиваясь, передают усилие через верхнюю
траверсу и захваты 6 группе колонн 2, которые, удлиняясь от нагревания, передают усилие через нижнюю траверсу и прессующий инструмент 11 на заготовку 10.
Таким образом, за один цикл ход прессующего инструмента складывается из величины
| название | год | авторы | номер документа |
|---|---|---|---|
| Термический пресс | 1974 |
|
SU514737A1 |
| ВЕРТИКАЛЬНЫЙ ТЕРМИЧЕСКИЙ ПРЕСС | 1972 |
|
SU425818A1 |
| ТЕРМИЧЕСКИЙ ПРЕСС | 1973 |
|
SU393121A1 |
| ТЕРМИЧЕСКИЙ ПРЕСС | 1970 |
|
SU264900A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
| Термический пресс | 1972 |
|
SU461850A1 |
| Термический пресс | 1974 |
|
SU497168A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 1990 |
|
RU2019339C1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1988 |
|
SU1709686A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
