1
Изобретение относится к области цветной и черной металлургии и может быть использовано при проведении процессов нагрева металла в наг1ревателъных печах.
Известна система управления многозонной проходной нагревательной печью, состоящая из томильных, верхних и нижних сварочных зон и содержащая датчики температуры и регуляторы температуры этих зон, датчики температуры поверхности заготовок в то1лильных и верхних сварочных зонах.
Однако такая система не обеспечивает минимизации отклонения температуры металла на выходе из печи и не позволяет минимизировать расходы на нагрев металла.
Целью изобретения является улучшение качества нагрева металла и уменьшение затрат на его нагрев.
Предлагаемая система отличается от известной тем, что она снабжена вычислительными устройствами томильных и сварочных зон по количеству томильных и сварочны зон, блоком пропорциональности толщины, ширины заготовок и темпа их выдачи, двумя устройствами настроек для каждой т.омильной зоны, двумя устройствами настроек для каждой верхней сварочной зоны, задатчиком температуропроводности для каждой верхней сварочной зоны, задатчиком разности температур для каждой пары верхней и нижней сварочных зон, задатчиком толщины заготовок, задатчиком ширины заготовок, задатчиком темпа выдачи заготовок и задатчиком температуры заготовок на выходе из печи.
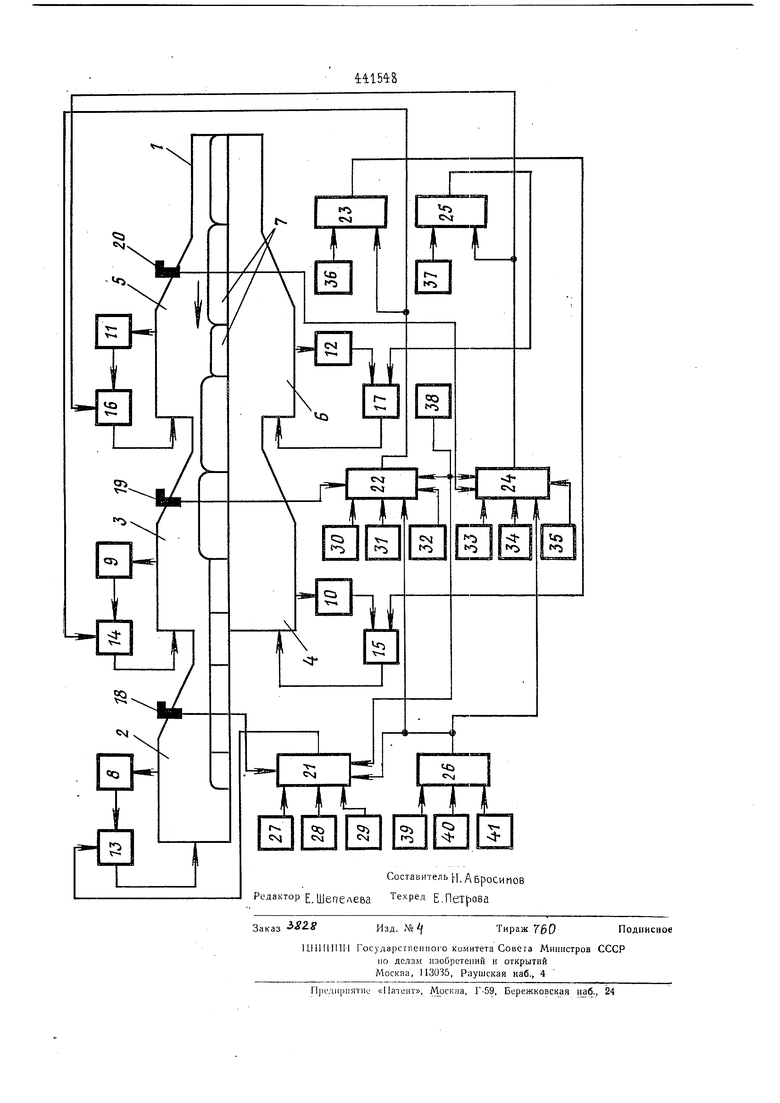
Используя в системе указанные устройства, можно вести непосредственный учет изменяющихся толщины, ширины заготовок, их теплофизических параметров, а также заданных температур на выдаче из печи. . I На чертеже показана блок-схема предлагаемой системы, которая
юостоит из методической печи I, томильной зоны 2, второй верхней сварочной зоны 3, второй нижней Юварочной зоны 4, первой верхней сварочной зоны 5, первой нижней сварочной зоны б, заготовки 7, датчика 8 температуры томильной зоны 2, датчика 9 температуры второй верхней сварочной зоны 3, да чика 10 температуры второй нижней
сварочной зоны 4, датчика II температуры первой верхней сварочной зоны 5j датчика 12 температуры первой нижней сварочной зоны 6, регулятора 13 температуры томильной зоны 2, рету.лятора 1 температуры второй.верхней сварочной зоны 3, регулятора 15 температуры второй -нижней сварочной зоны 4.,.-регулятора 16 температуры пер:црд. верхнёй Сварочной зоны 5. регулят-ора-...,-.-температуры первой ; нижн:ей;: свйр:р.чн-ой б, датчика 18 тёмпе.р атуЩ-поверхнооти заготовок В т.омйльной зоне 2, датчика 19 температуры поверхности заготовок во второй сварочной зоне 3, датчика 20 температуры поверхности заготовок в первой верхней сварочной зоне 5, блока 21 выработки задания регулятору температуры трмильной зоны 2, блока 22 выработки задания регулятору температуры во. второй верхней сварочной зоне 3, блока 2 выработки задания регулятору тёйпературы во второй нижней сваI рочной зоне 4, блока выработки задания регулятору температуры в первой верхней сварочной зоне 5, блока 25 выработки задания регулятору температуры в первой нижней сварочной зоне 6,блока 26 пропорциональности толщины, ширины заготовок и темпа их выдачи, устройств 27, 28, 29 настроек .блока выработки заданий томильной зоны 2 трех устройств 30, 31, 32 настроек блока выработки заданий второй верхней сварочной зоны 3, трех устройств 33, 34, 35 настроек блока выработки заданий первой верхней сварочной зоны 5, задатчика 36 разности температур вторых верхней и нижней сварочных зон 3, 4,, за датчика 37 разности температур первых верхней и нижней сварочных зон 5, 6, за датчика 38 температуры выдачи заготовок I из методической печи I, датчика i 39 толщины заготовок 7, датчика ;. 40 ширины заготовок 7, датчика 41 i темпа выдачи заготовок 7,
Растает система следующим бразом, .:
При изменении толщины, шириы или темпа выдачи, -определяющих адание регулятором зон печи, сигал об этом изменении поступает датчиков 39, 40 и 41 в блок 26 ропорциональности, а в случае : зменения коэффициента пропорцио- .
нальности,зависящего от марки металла или заданной температуры на выдаче из печи, эти сигналы от устройства 29 настроек блока выработки заданий томильной зоны 2, устройства 30 настроек блока выработки заданий второй верхней сварочной зоны 3, устройства 33 настроек блока выработки заданий первой верхней сварочной зоны 5 и задатчика 38 температуры выдачи заготовок из -методической печи I поступают на блок 21 выработки задания регулятору температуры томильной печи зоны 2, блок 22 вы работки задания регулятору температуры во второй верхней сварочной зоне 3 и блок 2Ц выработки задания регулятору температуры в первой верхней сварочной зоне 5, На эти же блоки поступают сигналы о действительной температуре металла в зонах с датчика 18 температуры поверхности заготовок в томильной зоне 2, датчика 19 температуры поверхности заготовок во второй сварочной зоне 3, датчика 20 температуры поверхности заготовок в первой верхней сварочной .зоне 5, и вводятся настроечные коэффициенты с устройств 27,
28 настроек блока выработки заданий тошльной.зоны 2, устройств 31, 32 настроек блока выработки заданий второй верхней сварочной зоны 3,, устройств 34, 35 настроек блока выработки задания первой верхней сварочной зоны 5. Блоки 21, 22 и 24 выработки задания регуляторам температур томильной зоны 2, второй верхней свар-очной зоны 3 и первой верхней сварочной зоны 5 вырабатывают задание регуляторам 13, 14 и 16 температур томильно.й зоны 2, второй верхней сварочной зоны 3 и первой верхней
сварочной зоны 5,
Для нижних сварочных зон 4и 6 задание регуляторам 15 и 17 температур вырабатывается в их блоках 23 и 25 выработки задания. Для выработки задания в зти блоки поступают сигналы о заданных температурах в соответствующих верх- ; них сварочных зонах 3 и 5 и сигна-лы ОТ задатчика 36 разности температур вторых верхней и нижней сварочных зон 3, 4 и задатчика 37 разности температур первых верхней и нижней сварочных зон ПРЕДМЕТ ИЗОБРЕТЕНИЯ Система управления многозонной проходной нагревательной печью состоящая из томильных, верхних и нижних сварочных зон и содержащая датчики температуры и регуляторы температуры этих зон, датчики температуры поверхности заго товок в томильных и верхних сварочных зонах, отличающая с я тем, что,с целью улучшения качества нагрева металла и уменьшения затрат на нагрев, она снабжена вычислительными устройствами томильных и сварочных зон по коли честву томильных и сварочных зон, блоком пропорциональности толщины ширины заготовок и темпа их выдач двумя устройствами настроек для кандой томильной зоны, двумя устройствами настроек для каждой сва рочной зоны, задатчиком температуропроводности для каждой верхней сварочной зоны, задатчиком разности температур для каждой пары верхней и нижней сварочных зон, зэдатчиком толщины заготовок задатчиком ширины заготовок, задатчиком темпа выдачи заготовок и задатчиком температуры заготовок на выходе из печи, причем выходы устройств настроек томильных зон, датчиков температуры поверхности заготовок в томильных зонах, блока пропорциональности толщины, ширины и темпа выдачи заготовок, который в свою очередь соединен с вычислительными устройствами каждой верхней сварочной зоны, и задатчика температуры заготовок на выходе из печи соединены с вычислительными устройствами томильных зон, выход каждого вычи слительного устройства томильной зоны соединен с входом регулятора температуры соответствующей томильной зоны, выходы задатчика температуропроводности заготовок в каждой верхней сварочной зоне, задатчика температуры заготовок на выходе из печи и датчиков температур заготовок в каждой верхней сварочной зоне соединены с вычислительными устройствами в соот-. ветствующей верхней сварочной зоне, выход каждого из которых соединен с входом регулятора температуры в верхней сварочной зоне и с входом вычислительного устройства соответствующей ей нижней сварочной зоны, второй вход которого соединен с выходом задатчика разности температур расположенных одна под другой верхней и нижней сварочных зон, выход которого соединен с входом регулятора температуры соответствующей нижней сварочной зоны, причем выходы датчика толщины заготовок, датчика ширины заготовок и датчика частоты выдачи заготовок соединены с входом блока, вычисляющего произведение толщины заготовок на их щирину и частоту выдачи заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система определения задания регуляторам температурного режима зон проходной нагревательной печи | 1979 |
|
SU885305A1 |
| Способ управления нагревом заготовок в многозонной проходной печи | 1973 |
|
SU441298A1 |
| Способ управления нагревом заготовок в многозонной нагревательной печи | 1980 |
|
SU964015A1 |
| Способ автоматического регулирования температуры в методической печи и система для его осуществления | 1985 |
|
SU1383075A1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| Система слежения за параметрами заготовок,нагреваемых в методической печи | 1979 |
|
SU962854A1 |
| Система определения задания регуляторам температурного режима зон проходной нагревательной печи | 1977 |
|
SU631549A2 |
| Система определения задания регулятора температурного режима зон проходной нагревательной печи | 1972 |
|
SU463726A1 |
| Устройство коррекции теплового режима печи по темпу выдачи заготовок | 1984 |
|
SU1285309A1 |
| Система управления комплексом нагревательная печь-сортовой прокатный стан | 1980 |
|
SU876224A1 |