1
Изобретение относится к технике учета и контроля производства и может быть использовано в промышленности строительных материалов, для автоматизации учета ваго неток, загруженных отформованным на фор мовочном прессе сырцом, в производствах кирпича, труб, керамических камней и т. п. изделий.
Известно устройство для счета вагонеток с поступающими из формовочного пресса ке рамическими изделиями, содержащее путевой датчик, блок управления, командный прибор и счетчик импульсов.
В известном устройстве учитывается только плановое (нормативное) время загруз ки вагонетки cыtJЦOM. Такое исполнение устройства приводит к получению неправильной информации при нарушениях нормального хо- да технологического процесса, перебоях в энергоснабжении, ошибочных действиях пер- сонала.
Цель изобретения повышение надежно сти и точности работы устройства.
Это достигается тем, что в устройство включен дат 1ик нагрузки формовочного пресса, соединенный с одним из входов командного прибора, настроенного на время aarpy. ки одной вагонетки, второй вход которого сиединен с одним из выходов блока управления, входы блока управления соединены с выходами командного блока и путевого дат :чика, а второй выход блока управления подключей к счетчику импульсов.
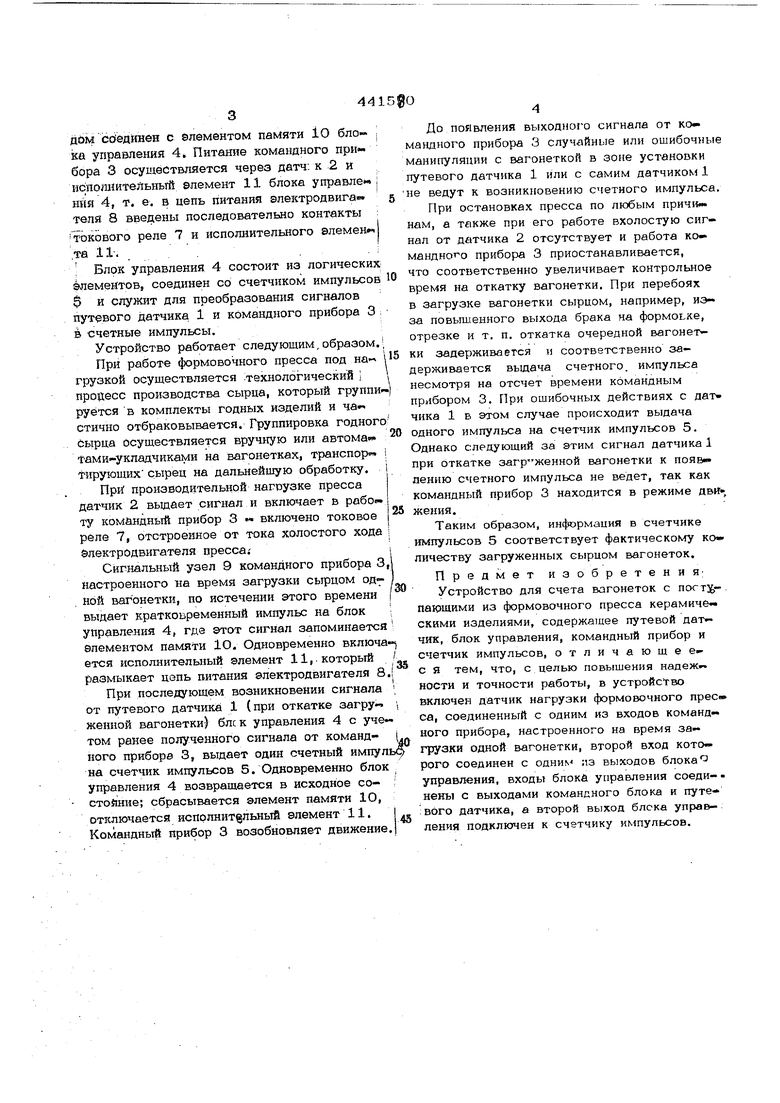
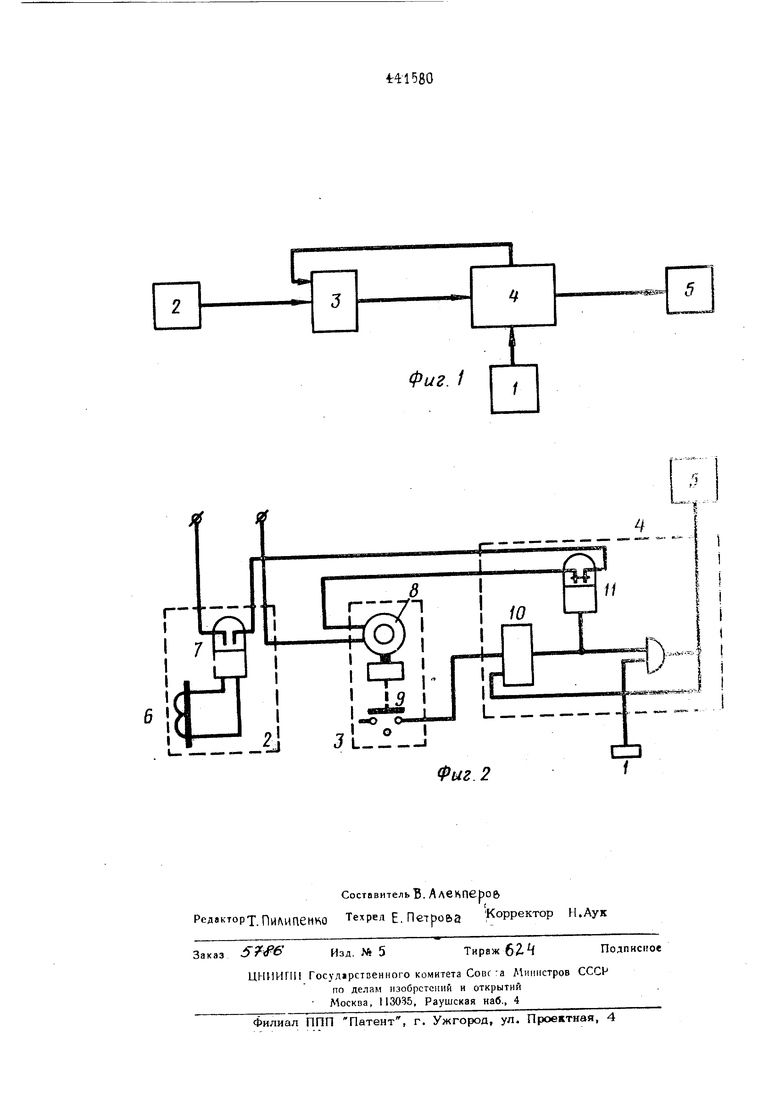
На фиг, 1 дана схема устройства; на фи 2 -. -вариант принципиальной схемы устройства.
Устройство содержит путевой датчик 1, датчик 2 нагрузки формовочного пресса, командный прибор 3, блок управления 4, . счетчик импульсов 5.
Путевой датчик 1, установленный на пу ти следования вагонеток, взаимодействует с ними и соединен с блoкo управления 4,
Датчик 2 нагрузки формовочного пресса вьтолнен в виде телетраисформатора тока 6, включенного в силовую цепь электродви гателя пресса, и токового реле 7 и Связан :с командным прибором 3. Последний в ви« де электродвигателя 8 с редуктором и вы ходным сигнальным узлом 9 своим выхо- ubM соединен с элементом памяти 10 бло ка управления 4. Питание командного прибора 3 осуществляется через датч: к 2 и испошмтейьный епемент 11 блока управле НИИ 4, т. е. в цепь питания электродвига« теля 8 введены последовательно контакты токового реле 7 и исполнительного элемен ,та 11. Блок управления 4 состоит из логических элементов, соединен со счетчиком импульсов $ и служит для преобразования сигналов путевого датчика 1 и командного прибора 3 в счетные импульсы. Устройство работает следующим,образом. При работе формовочного пресса под нагрузкой осуществляется технологический | npoftecc производства сырца, который группи руётся в комплекты годных изделий и ча« стично отбраковывается. Группировка годног Сырца осуществляется вручную или автома тами-укладчиками на вагонетках, транспор Фирующих сырец на дальнейшую обработку. При производительной нагрузке пресса датчик 2 вьщает сигнал и включает в рабо ту командньтй прибор 3 «« включено токовое реле 7, отстроенное от тока холостого хода Электродвигателя пресса.Сигнальный узел 9 командного прибора 3 настроенного на время загрузки сырцом одной вагонетки, по истечении этого времени выдает кратковременный импульс на блок управления 4, где этот сигнал запоминается элементом памяти Ю. Одновременно включа ется исполнительный элемент 11,. который размыкает цепь питания электродвигателя 8 При последующем возникновении сигнала от путевого датчика 1 (при откатке загружеиной вагонетки-) блс к управления 4 с уче том ранее полученного сигнала от командного прибора 8, выдает один счетный импул на счетчик импульсов 5. Одновременно блок управления 4 возвращается в исходное состойние; сбрасывается элемент памяти 10, отключается исполнительный элемент 11. Командный прибор 3 возобновляет движение До появления выходного сигнала от командного прибора 3 случайные или ошибочные маниггуляции с вагонеткой в зоне установки путевого датчика 1 или с самим датчиком 1 не ведут к возникновению счетного импульса. При остановках пресса по любым причи- нам, а также при его работе вхолостую сигнал от датчика 2 отсутствует и работа ко- мандно о прибора 3 приостанавливается, что соответственно увеличивает контрольное время на откатку вагонетки. При перебоях в загрузке вагонетки сырцом, например, изза повышенного выхода брака на формоьке, отрезке и т. п. откатка очередной вагонетки задерживается н соответственно за- держиЕшется вьщача счетного, импульса несмотря на отсчет времени командным прибором 3. При ошибочных действиях с дат чика 1 в этом случае происходит выдача одного импульса на счетчик импульсов 5. Однако следующий за этим сигнал датчика 1 при Откатке загр женной вагонетки к появ лению счетного импульса не ведет, так как командный прибор 3 находится в режиме движения. Таким образом, информация в счетчике импульсов 5 соответствует фактическому ко личеству загруженных сырном вагонеток. Предмет изобретения; Устройство для счета вагонеток с погт1{ - , дающими из формовочного пресса керамическими изделиями, содержащее путевой датчик, блок управления, командный прибор и счетчик импульсов, oтличaющee i с я тем, что, с целью повышения надежности и точности работы, в устройство включен датчик нагрузки формовочного прес са, соединенный с одним из входов командного прибора, настроенного на время загрузки одной вагонетки, второй вход которого соединен с onHHN ;i3 выходов блока З управления, входы блока управления соеди- нены с выходами командного блока и путевого датчика, а второй выход блока управления подключен к счетчику импульсов.
Фиг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для счета вагонеток с поступающими из формовочного пресса керамическими изделиями | 1977 |
|
SU684571A2 |
| Электронно-гидравлические конвейерный весы | 1974 |
|
SU515946A2 |
| Автоматизированная поточная линия подачи запарочных вагонеток | 1985 |
|
SU1291421A1 |
| Устройство для управления приводом запорной арматуры | 1972 |
|
SU534012A1 |
| Устройство автоматического управления автоматом для укладки кирпича | 1988 |
|
SU1648779A1 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1981 |
|
SU997878A1 |
| ЦИФРОВОЙ АВТОКОМПЕНСАТОР ТЕНЗОМЕТРИЧЕСКИХВЕСОВ | 1967 |
|
SU203281A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Устройство для автоматического управления ловителем вагонеток наклонных подъемников | 1940 |
|
SU61686A1 |
| Установка для укладки кирпича-сыр-цА HA СушильНыЕ ВАгОНЕТКи | 1979 |
|
SU846283A1 |
/Г
4
/
И
W
Фиг 2
