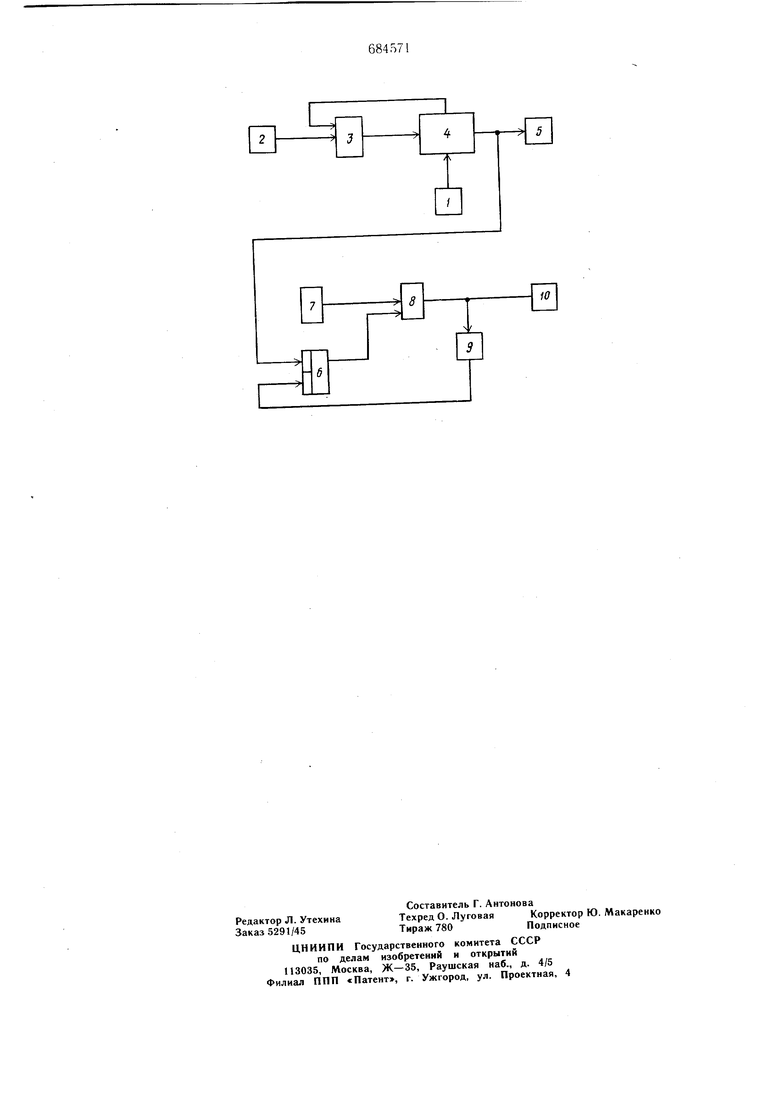
(54) УСТРОЙСТВО ДЛЯ СЧЕТА ВАГОНЕТОК С ПОСТУПАЮЩИМИ ИЗ ФОРМОВОЧНОГО ПРЕССА КЕРАМИЧЕСКИМИ ИЗДЕЛИЯМИ На чергсже п) ci (;уктуриая схе ма 11|н-д,.1ожсии(Мп устройсгва. XcTjioiicrBo содержи г iiyreiioii 1, датчик 2 narpy:sKii (юрмслючного .ipecca, командный прибор 3, блок управления 4, счетчик вагонеток 5, уиравляющий триггер 6, генератор имиульсов 7, элемент И 8, программный счетчик 9 и счетчик количества отформованного сырца на вагонетке 10. Лагчик 1 ycTaiiOB,:ieii на пути с.1едова11ИЯ вагонеток, взаилюдействует с ними и соединен с блоком управления 4. Датчик 2 выполнен в виде трансформатора тока, включенного в си.ювую цепь электродвигателя пресса, и токового реле, и связан с командным прибором 3. Командный ирнбор отсчитывает время загрузки вагонетки и но истечении этого времени ,дает сигнал на элемент памяти блока yripaii.ieHiiH. Питание Командного прибора осуществляется через дагчик 2. Блок управления состоит из логических элеме1ггов, соединен со счетчиком Baioaeток. с триггером б н с.|ужит для преобразования сигналов датчика 1 н командного прибора в счетные импульсы вагонетсж. Счетный импульс вагонетки носту|;ает на счетчик вагонеток н на вход триггера. Генератор импульсов, построенный по одному из известных способов, например, по схеме авток(;.1ебательного :in6o ждущего му.тьтивибратора, настроен на онределенную частогу. Эта частота выбрана такой, чтобы за время паузы между двумя отсчетами вагонеток на счетчик количества отформованного сырца усиело пройти количество импульсов, равное количеству штук сырца на вагонетке. Обычно эта пауза (время загрузки одной вагоиетки) 1---Змии. Элемент И пое.пе получения сигнала от триггера иронускает импульсы, идущие от генератора импульсов. Программный счетчик, настраивается на отсчет заданного числа, равного числу Н1тук (лябо десятков, сотен нггук) отформованного С1;1рца, укладываемого на .одну вагонетку. Мосле отсчета заданного чис.ла, на выходе этого счетчика ноявляется сигнал, воздействующий на щину сброса триггера, и устанавливающий счетчик в исходное состояние. Устройство работает следующим обраПри работе формовочного пресса иод нагрузкой осун1ествляется техноло1ический нроцесс пронзводства сырца, который укладывается на сущильные вагонетки. На каждую вагонетку укладывается заданное постоянное количество сырца. При производиге;1Ы1ой нагрузке пресса датчик 2 выдает сигнал и включает в работу командный прибор. Командный прибор, настроенный на время загрузки сырцом одной вагонетки, по истечении этого времени выдает кратковременный импульс на блок управления, где этот сигнал запоминается элементом памяти. Одновременно выключается командный прибор. При подаче следующего сигнала от датчика при откатке загруженной вагонетки, блок управления с учетом ранее полученного сигнала от командного прибора выдает одни счетной импульс на счетчик вагонеток. При этом блок управления возвращается в исходное состояние, а командный прибор возобновляет отсчет времени загрузки очередной вагонетки. Счетный импульс вагонетки от блока управления, поступая на счетчик вагонеток, одновременно подается на вход триггера, на выходе которого появляется сигнал, поступающий на вход элемента И. При этом на выходе элемента И появляются импульсь, поступающие одновременно на счетчик количества отформованного сырца и на программный счетчик. После отсчета заданного числа, равного числу штук сырца на вагонетке, на выходе програ.ммного счетчика появляется сигнал, воздействующий на щину сброса триггера. При этом исчезает сигнал на одном из входов элемента И 8 , прекращается подача импульсов на счетчик количества отформованного сырца и на программный счетчик. Устройство возращается в исходное состояние, и после поступления очередного импульса отсчета вагонетки возобновляется счет количества отформованного сырца. Формула изобретения Устройство для счета, вагонеток с поступающими из формовочного пресса керамически.ми изделиями, по авт. свид. JNb 441580, отличающееся тем, что, с целью новыщения точности работы устройства, в него введены управляющий триггер, генератор имнульсов, элемент И, программный, счетчик н счетчик количества отформованного сырца на вагонетке, первый вход управляющего триггера соединен с выходом блока управления, выход генератора импульсов соединен с первым входом элемента И, второй вход которого соединен с выходом управляющего триггера, а выход подключен ко входу счетчика количества отформованного сырца на вагонетке и ко входу программного счетчика, выход которого соединен с установочным входом управляющего триггера.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для счета вагонеток с поступающими из формовочного пресса керамическими изделиями | 1973 |
|
SU441580A1 |
| Электронно-гидравлические конвейерный весы | 1974 |
|
SU515946A2 |
| Устройство автоматического управления автоматом для укладки кирпича | 1988 |
|
SU1648779A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Система управления автоматом-садчиком кирпича | 1989 |
|
SU1648780A1 |
| Устройство управления автоматом для укладки кирпича | 1990 |
|
SU1726265A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ АВТОМАТОМ ДЛЯ УКЛАДКИ КИРПИЧА | 1991 |
|
RU2028208C1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Автоматизированная поточная линия подачи запарочных вагонеток | 1985 |
|
SU1291421A1 |
| Устройство для автоматического управления укладкой кирпича | 1983 |
|
SU1209544A1 |