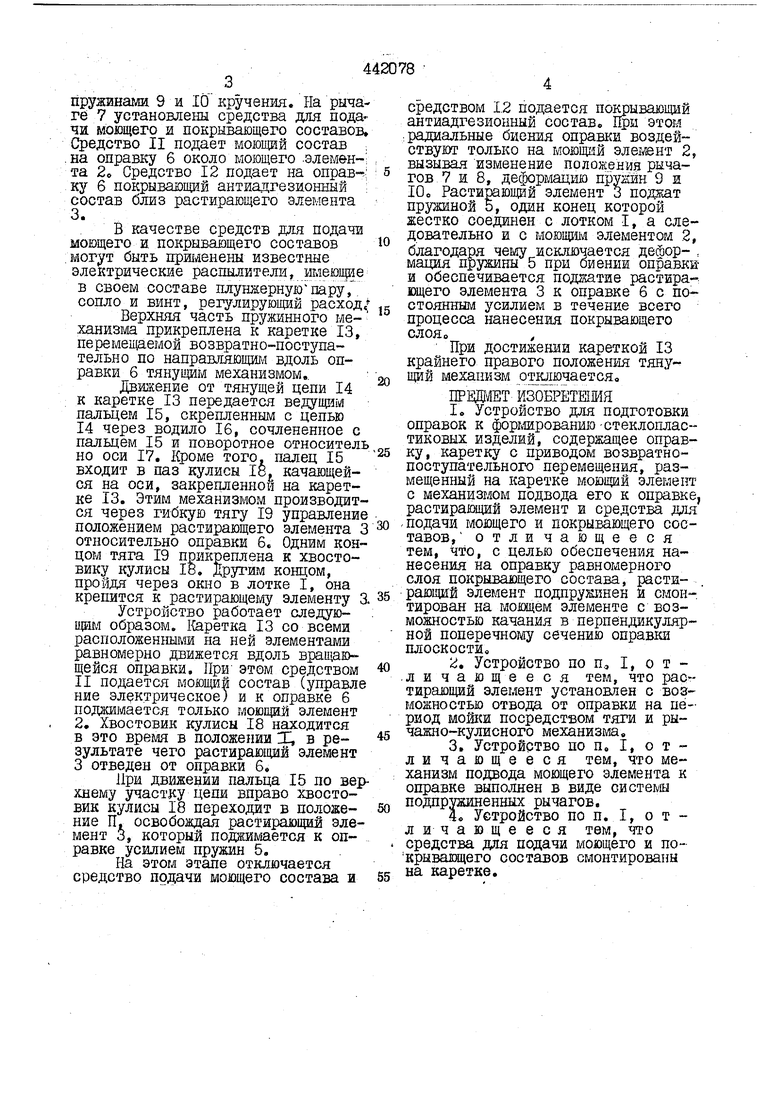
Изобретение .относится к производству стеклопластиковых труб, паяучаегжх методом намотки стекловолокон, пропитанных связующим, на оправку. Известно устройство для подготовки оправок к формованию стекл пластиковых изделий, содержащее оправку, каретку с приводом возвратно-поступательного перемещения, размещенный на каретке моющий элемент с механизмом подвода его к оправке, растирающий элемент и средства для подачи моющего и покрывающего составов, Цель изобретения - нанесение на оправку равномерного слоя покрывающего состава, Этэ цель достигается тем, что растирающий элемент подпружинен и смонтирован на мощем элементе с. возможюстью качания в перпендикулярной nonepe4HOf.iy сечению оправки плоскости. Растирающий элемент может быть установлен с возможностью отвода от оправки на период мойки посредством тяги и рычажно-кулисного механизма. Механизм подвода моющего элемента к оправке предлагается выполнить в виде системы тодпружине1шых р11чагов. Средства для подачи моющего и покрыващего составов целесообразно смонтировать на каретке, На фиг, I показано предлагаемое устройство, вид спереди; на фиг 2 - то же. вид сбоку; на фиг 3 - разрез по А-А на фиг. I; на фиг, 4 - разрез по Б-Б на фиг. I. Устройство содержит лоток I, в котором расположен жестко соединенный с лотком моющий элемент 2, Растирающий элемент 3 качается на оси 4 моющего элемента 2, Между лотком I и растирающим элементом J установлены пружины 5, прижимающиб1 3 к оправке 6. Моющий элемент 2 вместе с лотком поджимаются к оправке 6 пружинным механизмш в виде двух )щихся рычагов 7 и 8 с пружинами 9 и 10 кручения. На рыча ге 7 установлены средства для пода чи моющего и покрывающего составов Средство II подает моющий состав .на оправку 6 около моющего .элемента 2о Средство 12 подает на одрав.ку 6 покрывающий антиадгезионный состав близ растирающего элемента 3. В качестве средств для подачи моющего и покрывающего составов :могут быть пршленены известные электрические распылители, имеющие в своем составе плунжернуюпару, сопло и винт, регулирующий расход Верхняя часть пружинного механизма прикреплена к каретке 13, перемещемой возвратно-поступательно по направляющш 1 вдоль оправки 6 тянущим механизмом. Движение от тянущей цепи 14 : К каретке 13 передается ведущим пальцем 15, скрепленным с цепью 14 через водило 16, сочлененное с пальцем 15 и поворотное относител но оси 17, Кроме того, палец 15 входит в паз кулисы 18. качающейся на оси, закрепленной на каретке 13, Этим механизмом производит ся через гибкую тягу 19 управлени положением растирающего элемента относительно оправки 6. Одним кон цом тяга 19 прикреплена к хвостовику кулисы 18, другим концом, пройдя через окно в лотке I, она крепится к растирающе|1ау элементу Устройство работает следующм образом. 1{аретка 13 со всеми расположен1шми на ней элементами равномерно движется вдоль вращающейся оправки. При этом средством II подается моющий состав (управл ние электрическое) и к оправке 6 поджимается только моюпщй элемент 2, Хвостовик кулисы 18 находится в это время в положении X, в результате чего растирающий элемент 3 отведен от оправки 6, При движении пальца 15 по вер хнему участку цепи вправо хвостовик кулисы 18 переходит в положение П, освобождая растирающий элемент 3, который поджиь {ается к оправке усилием пружин 5, Fla этом этапе отключается средство подачи моющего состава и средством 12 подается покрывающий антиадгезионный состав. При этом радиальные биения оправки воздействуют только на элешнт 2, вызывая изменение положенид рычагов, 7 ж 8, деформащш пружин 9 и 10о Растирающими элемент 3 поджат пружиной 5, один конец которой жестко соединен с лотком I, а следовательно и с МОЮЩ1Ш элементом 2, благодаря чему исключается дейор- , мация пружины 5 при биении оправкии обеспечивается поджатие растира-: ющего элемента 3 к оправке 6 с постоянным усилием в течение всего процесса нанесения покрывающего слояо , При достижении кареткой 13 крайнего правого положения тянущий механизм отключается, ГШШЛЕТ ИЗОБРЕТЕНИЯ 1,Устройство для подготовки оправок к формированию -стеклопластиковых изделий, содержащее оправку, каретку с приводом возвратнопоступательного перемещения, размещенный на каретке моющий элемент с механизмом подвода его к оправке, растираидий элемент и средства для подачи моющего и покрывающего составов, отли чающееся тем, что, с целью обеспечения нанесения на оправку равномерного слоя покрывающего состава, расти- . рающий элемент подпружинен и смонтирован на моющем элементе с возможностью качания в перпендикулярной поперечному сечению оправки плоскости, 2,Устройство по п, I, о т ли чающееся тем, что рас-тирающий элемент установлен с возможностью отвода от оправки на период МОЙ1Ш посредством тяги и рычажно-кулисного механизма, 3,Устройртво по По I, отличающееся тем, что механизм подвода моющего элемента к оправке выполнен в виде системы подпружиненных рычагов. 4 Устройство по п, I, отличающееся там, Ч1о средства для подачи моющего и по крыващего составов смонтированы на каретке.
Q
/J
X - A
«e.J
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления труб из полимерного материала | 1977 |
|
SU729076A1 |
| Устройство для непрерывного изготовления труб из полимерного материала | 1980 |
|
SU925651A1 |
| Линия для непрерывного изготовления стеклопластиковых труб | 1975 |
|
SU732143A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Устройство для удаления текстильного материала с оправки | 1988 |
|
SU1604713A1 |
| Устройство для приема наработанных паковок на многоместной мотальной машине и перегрузки их на шпулярник | 1979 |
|
SU1125180A1 |
| УСТРОЙСТВО МАНЕВРОВОЕ | 2007 |
|
RU2357885C1 |
| Автоматизированный стан холодной прокатки конических труб для велосипедных вилок | 1961 |
|
SU144134A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 1973 |
|
SU362699A1 |
| Устройство для автоматизированного глазурования трубок | 1985 |
|
SU1286422A1 |


