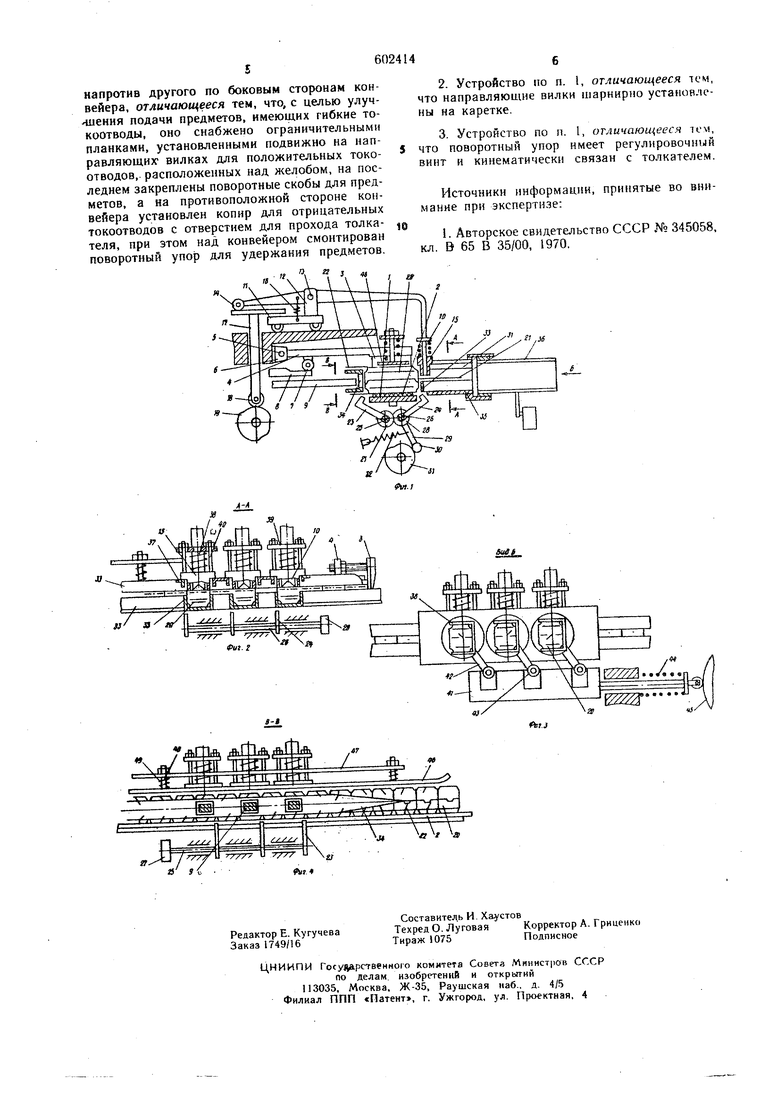
(54) УСТРОЙСТВО ОЛЯ ПОДАЧИ ПРЕДМЕТОВ На бесконечной ленте 2 питающего конвейера 1 расположены батарейные элементы 20 с положительными токоотводами 21 и отрицательными токоотводами 22. Около каждого толкателя 9 для удержания элементов 20 при его ходе под лентой 2 установлены поворотные лепестки 23 и 24 на валах 25 и 26, которые соединены между собой шестернями 27 и 28. Один из валов имеет рычаг 29 с роликом 30, прижимаемый к кулачку 31 пружиной 32. Для того чтобы элементы 20 во время своего перемещения не сошли с ленты 2, вдоль всего конвейера со стороны положительных токоотводов 21 установлены буртики 33, а со стороны отрицательных токоотBOiloB 22 установлен копирный расширитель 34, являющийся одновременно и частичным орнентатором отрицательных токоотводов 22. В местах выталкивания элементов 20 в расширителе 34 имеются отверстия для толкателя 9. Около торца каждого желоба 35, расположенного напротив толкателя по боковым сторонам конвейера 1, установлены поворотные скобы 36, а над л елобами 35 имеются направляющие 37, по которым перемещаются при движении вилок 10 ограничительные планки 15, закрывающие заостреннь е концы направляющих вилок 10 и выходные окна в буртиках 33. Ограничительные планки 15 прижимаются к направляющим 37 (см. фиг. 2) пружинами 38, установленными на направляющих вилках 10 для положительных токоотводов 21 и закрепленными хомутами 39. Ограничительные планки 15 под действием пружин 38 имеют фиксированное положение относительно конических вырезов за счет тяг 40, соединенных с хому- тами 39. Тяги 40 жестко закреплены в ограничительных планках 15 и могут свободно перемещаться в хомутах 39. Скобы 36 шарнирно прикреплены к желобам 35 и направляющи-, ми 37 (см. фиг. 3) и предназначены для попорота на 90° элементов 20 относительно их продольной оси. Поворот скоб 36 осуществляется путем перемещения гребенки 41, с которой они соединены с помощью рычагов 42 и роликов 43, под действием пружины 44 и кулачка 45. Над элементами 20 по всей длине питающего конвейера 1 подвижно закреплена поджимная планка 46, соединенная с кронштей ом 47 при помощи штырей 48, на которых установлены пружины .49. Кронштейн 47 закреплен на раме питающего конвейера 1. Поджимная планка 45 осуществляет поджатие элементов 20 к ленте 2 и не дает возможность переворачиваться им во время их движения по ней. Работа устройства происходит следующил. образом: уложенные на постоянно движущуюся ленту 2 элементы 20 перемещаются до упора 3 и останавливаются. Поворотные лепесткн 23 и 24 под воздействием кулачка 31 поднимаются и фиксируют элементы 20, находящиеся перед толкателями 9. Подъемник 17 кулачком 19 подается вверх и заостренные концы направляющих вилок 10 выходят из ограничительных планок 15, сжимая пружины 38. Своими коническими вырезами они охватывают положительные токоотводы 21 у основаи я элементов 20, находящихся напротив желобов 35. Платформа 11 начинает движение и направляющие вилки 10, перемещаясь вдоль желобов 35 к скобам 36, выпрямляют положительные токоотводы 21 и направляют их концы в скобы 36. После того, как направляющие вилки 10 подойдут к концам положительных токоотводов 21, каретка 11 останавливается, а толкатели 9 начинают свое движение; проходят в отверстиях расширителя 34 и сталкивают элементы 20 с ленты 2 в желоба 35. Концы положительных токоотводов 21, удерживаемые направляющими вилками 10 входят в скобы 36.. Подъемник 17, опускаясь по Кулачку 19 с помощью пружин 16, поднимает концы направляющих вилок 10 так, чтобы под ними прошли элементы 20, и платформа 11 отходит в исходное положение. Как только толкатели 9 перекрывают ленту 2 конвейера 1 копир 8, перемещаясь совместно с толкателями 9, контактируют с роликом. 7 рычага 4 и подним&ет регулируемый упор 3. Элементы 20, находящиеся между крайним толкателем 9 и упором 3 по ленте 2 проходят далее к следующему устройству комплектования. Количество элементов 20, находящихся около упора 3 зависит от расстояния между упором 3 и толкателем 9 и определяется количеством устройств комплектования элементов 20, установленных на ленте 2 питающего конвейера 1. В -конце хода толкатели 9 вкладывают элементы 20 в скобы 36 и возвращаются назад, а скобы 36 гребенкой 41 от кулачка 45 поворачиваются на 90°, укладывая элементы 20 на боковую поверхность для дальнейших технологических операций сборки секций батарей «Рубин-1. После ухода толкателей 9 из желобов 35 подъемник 17 поднимается, опуская ограничительные планки 5 на направляющие 37, закрывая вход в желоба 35 в буртиках 33. Ролик 7 рычага 4 сходит с копира 8, упор 3 опускается на ленту 2 и по окончании движения толкателей 9 поворотные лепестки 23 и 24 под действием пружины 32 и кулачка 31 раскрываются, пропуская удерживаемые элементы 20, а из скоб 36 удаляются скомплектованные элементы 20. После того как лента 2 подведет следующие элементы 20 к упору 3, цикл повторяется. Применение предлагаемого устройства позволит заменить существующий ручной труд при комплектовании элементов в секцию при сборке батарей «Рубин-1 и получить значительный экономический эффект за счет повышения производительности труда. Рабочие органы устройства были изготовлены и испытаны в экспериментальном отделе предприятия и дали положительный результат. В настоящее время разработаны рабочие чертежи-машины сборки секций батарей «Рубии-1, куда входит предлагаемое устройство. Формула изобретения 1. Устройство для подачи предметов, например электрических батарей «Рубии-1, соержащее конвейер для предметов толкатель желобом для предметов, расположенные один напротив другого по боковым сторонам конвейера, отличающееся тем, что, с целью улуч-шения подачи предметов, имеющих гибкие токоотводы, оно снабжено ограничительными планками, установленными подвижно на направляющиу вилках для положительных токоотводов,, расположенных над желобом, на последнем закреплены поворотные скобы для предметов, а на противоположной стороне конвейера установлен копир для отрицательных токоотводов с отверстием для прохода толка-,р теля, при этом над конвейером смонтирован поворотный упор для удержания предметов. «/
IJS Д,/ 2. Устройство по п. I, отличающееся том, что направляющие вилки шарнирно установлены на каретке. 3. Устройство по п. 1, отличающееся тем, поворотный упор имеет регулировочный кинематически связан с толкателем. Источники информации, принятые во внимание при экспертизе: I. Авторское свидетельство СССР № 345058, кл. В 65 В 35/00, 1970.
хху и хххх I /хУх
,J
Т чггтт/гг 2, я/ /
fi
fan
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для счета листов и комплектования стопы | 1982 |
|
SU1094041A2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| Устройство для упаковки штучных изделий в пакет из термосклеивающегося материала | 1975 |
|
SU537896A1 |
| Устройство для сборки секций первичных галетных батарей чашечной конструкции | 1975 |
|
SU536545A1 |
| Устройство для счета листов и комплектования стопы | 1981 |
|
SU1033413A1 |
| Механизм для подачи изделий в пакеты к устройствам для упаковки в термосклеивающийся материал штучных изделий | 1972 |
|
SU442114A1 |
| Периодический вертикально-замкнутый конвейер | 1975 |
|
SU749758A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| Устройство для комплектования пакета дисковых заготовок с технологическими прокладками | 1977 |
|
SU738821A1 |
| Устройство для подвода конца токоотвода к клеммной панели первичной батареи галетного типа | 1974 |
|
SU519798A1 |
Редактор Е. Кугучева Заказ 1749/16
ЦНИИПИ Госу;4арС7венмо1о комитета Совета Мянистров СССР
по делам, изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Составитель И. Хаустов
Техред О. ЛуговаяКорректор А. Гриценко
Тираж 1075Подписное
