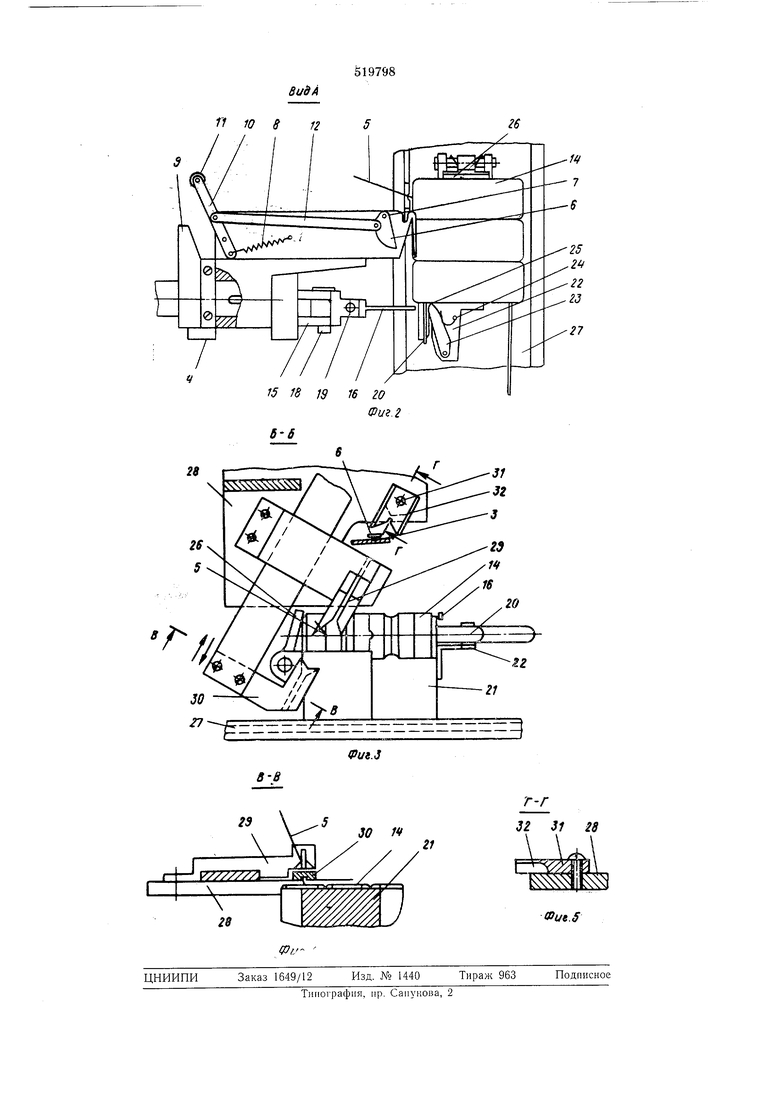
с роликом 17. Для ограничения поворота рычага 16 вокруг оси 18 на кронштейне 15 имеется ограничитель 19. Изделие 14 с панелью 20 располагается в гнезде поддона 21, снабженного зажимом 22 для фиксации подведенного к панели 20 токоотвода 5. Зажим 22 закреплен на поддоне 21 около панели 20 и имеет прорезь для прохода подведенного к панели токоотвода и рычаг 23, у которого сделан скос со стороны завода токоотвода. Рычаг 23 поджимается пружиной 24 к выступу 25, который расположен вдоль прорези со стороны панели 20 и в конце прорези. Выступ 25 цредназначен для ограничения отклонения панели 20 в сторону прорези, что обеспечивает надежный завод токоотвода и позволяет зафиксировать его рядом с панелью 20 (на расстоянии толщины выступа). Для обеспечения постоянного контакта изделия 14 и панели 20 с зажимом 22 на поддоне 21 установлена подпружиненная планка 26. Около зажима 22 со стороны ползуна
4в гнезде поддона 21 имеется выборка для прохода водила 3 при вкладывании токоотвода
5в прорезь.
Поддон 21 периодически перемещается от механизма подачи поддонов в направляющих 27. На стенке 28 корпуса 1 (см. фиг. 3, 4) закреплен ловитель 29 с прорезью вдоль движения вилки 30. Прорезь предназначена для ориентации токоотвода 5 в одной плоскости и направлении его в желоб вилки 30 при ее движении. Ловитель 29 со стороны токоотвода заострен, а прорезь имеет расширение для надежного захвата токоотвода у его основания, так как местоцоложение его выхода из изделия 14 колеблется не более ±1,5 мм. Расположение же конца токоотвода в пространстве может быть любым в объеме конуса с вершиной 150° в точке выхода на изделия. Положение токоотвода параллельно боковым стенкам изделия или с малым углом к ним быть не может, что обеспечивается при укладке изделия на поддоне 21. Основание ловителя 29 служит направляющей для вилки 30, имеющей возвратно-поступательное движение от привода. Вилка 30 перемещается между стенкой 28 и ловителем 29 и отстоит от изделия на расстоянии 1 -1,5 мм. Со стороны изделия вдоль всей вилки проходит желоб, глубина и ширина которого незначительно превышает диаметр токоотвода, для укладки токоотвода при подводе к упору 31 отгибки токоотвода.
Укладка и одновременно выпрямление токоотводов необходимо для того, чтобы токоотвод находился всегда в строго определенном месте, что облегчает его захват водилом 3, а длина токоотвода до отгибки и величина самой отгибки были постоянными. Это повышает надежность сцепления токоотвода с водилом. Желоб вилки 30 имеет заходные фаски для увеличения надежности попадания в него токоотвода. Упор 31 (см. фиг. 5) для отгибки выполнен с .козырьком и снабжен боковыми стенками 32. Козырек предназначен для отгибки токоотвода, а боковые стенкн 32 - для фиксации положения токоотвода после образования отогнутого конца токоотвода, так как они не позволяют ему сместиться после ухода вилки
30.Кроме того, при захвате токоотвода водилом стенки 32, оказывая сопротивление при
выходе отогнутого конца токоотвода из упора
31,способствуют быстрому заходу токоотвода в узкую часть выреза водила, что также повышает надежность работы всего механизма.
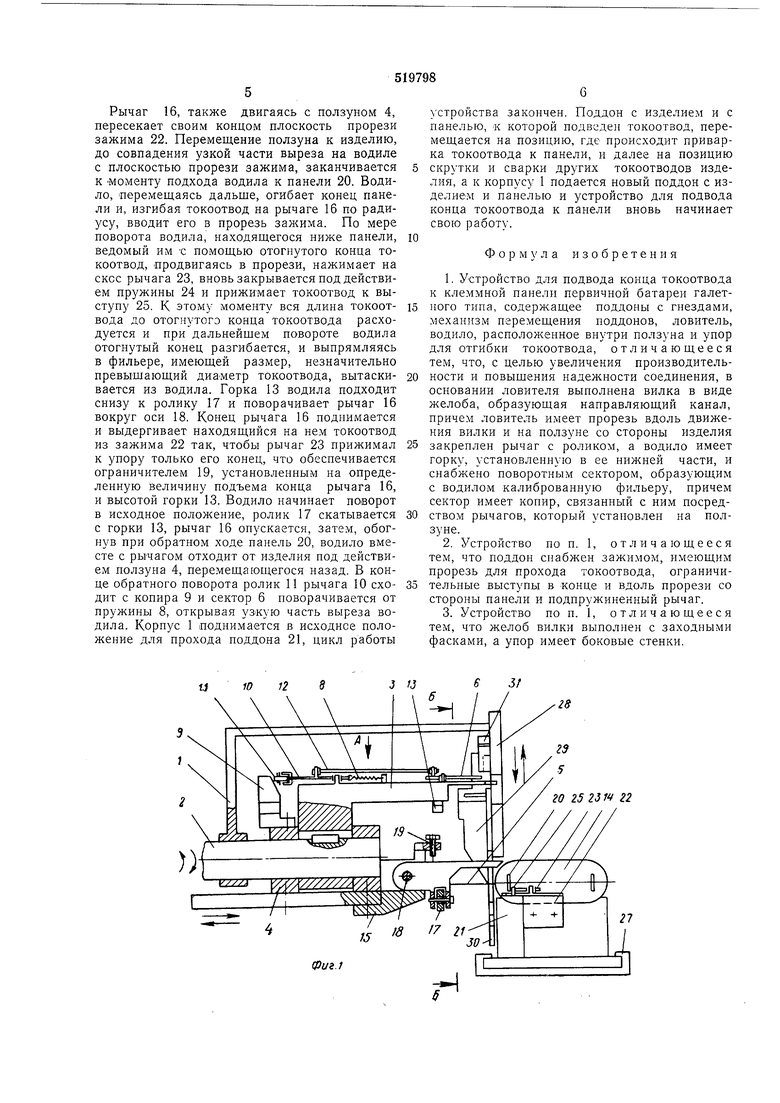
Работает устройство следующим образом. На поддон 21 укладывают изделие 14 с панелью 20, которое планкой 26 поджимается к зажиму 22, причем токоотвод располагают
так, чтобы между ним и боковой стенкой изделия было не менее 15°. Поддон с изделием и панелью механизмом перемещения поддонов по направляющим 27 подается к устройству для подвода конца токоотвода к панели и останавливается в строго определенном месте. Корпус 1 устройства опускается так, что вилка 30, проходя сбоку выхода токоотвода из изделия, останавливается ниже его выхода, а ловитель 29 обхватывает своими заостренными концами зону выхода токоотвода сверху. Рычаг 16 останавливается около панели, у торца изделия на одном уровне с верхней его плоскостью. Затем вилка 30 поднимается вверх, захватывает у основания токоотвод и начинает отгибать его в сторону упора 31, через ловитель 29. Свободный конец токоотвода, перемещаясь по скосам ловителя, попадает в его прорезь и, ориентируясь в направлении движения вилки
30, проходит в ее желоб. Вилка, продолжая перемещение, подводит токоотвод к стенке 28 и, укладывая его по ней внутри своего желоба, протаскивает конец токоотвода через прорезь ловителя 29 и через расширенную часть
выреза водила 3 к упору 31. Упор своим козырьком сгибает оставшийся конец токоотвода по верхней цлоскости вилки, которая доходит до торца упора с зазором большим, чем диаметр токоотвода. После отгибки токоотвода,
вилка возвращается в исходное положение, а водило за счет поворота вала начинает отклонять токоотвод, который был вложен вилкой в широкую часть выреза водила по радиусу в сторону зажима 22. За счет сопротивления выхода отогнутого конца токоотвода, зафиксированного в упоре 31, с помощью стенок 32 токоотвод на широкой части выреза быстро проскальзывает в узкую часть и при дальнейшем повороте отогнутый конец токоотвода сцепляется с водилом. После этого водило одновременно с поворотом под действием ползуна 4 начинает перемещаться перпендикулярно к изделию, чтобы перевести токоотвод на плоскости его укладки к плоскости его подвода к
панели 20. При движении водила ролик 11 рычага 10 наезжает на копир 9, с помощью тяги 12 поворачивает сектор 6 вокруг оси 7, перекрывая вход в узкую прорезь водила, и тем самым запирает токоотвод, образуя калиброванную фильеру. Рычаг 16, также двигаясь с ползуном 4, пересекает своим концом плоскость прорези зажима 22. Перемещение ползуна к изделию, до совпадения узкой части выреза на водиле с плоскостью прорези зажима, заканчивается к .моменту подхода водила к панели 20. Водило, перемещаясь дальше, огибает конец панели и, изгибая токоотвод на рычаге 16 по радиусу, вводит его в прорезь зажима. По мере поворота водила, находящегося ниже панели, ведомый им С помощью отогнутого конца токоотвод, продвигаясь в прорези, нажимает на скос рычага 23, вновь закрывается под действием пружины 24 и прижимает токоотвод к выступу 25. К этому моменту вся длина токоотвода до отогнутого конца токоотвода расходуется и при дальнейшем повороте водила отогнутый конец разгибается, и выпрямляясь в фильере, имеющей размер, незначительно 0,-- ленную величину подъема конца рычага 16, и высотой горки 13. Водило начинает поворот в исходное положение, ролик 17 скатывается с горки 13, рычаг 16 опускается, затем, обогнув при обратном ходе панель 20, водило вместе с рычагом отходит от изделия под действием ползуна 4, перемещающегося назад. В конri-STi-ss
10 12 8
J /J
S
2JW 22 устройства закончен. Поддон с изделием и с панелью, к которой подведен токоотвод, перемещается на позицию, где происходит приварка токоотвода к панели, и далее на позицию скрутки и сварки других токоотводов изделия, а к корпусу 1 подается новый поддон с изделие.м и панелью и устройство для подвода конца токоотвода к панели вновь начинает свою работу. Формула изобретения 1. Устрой ство для подвода конца токоотвода к клеммной панели первичной батареи галетного типа, солчержащее поддоны с гнездами, механизм перемещения поддонов, ловитель, водило, расположенное внутри ползуна и упор для отгибки токоотвода, отличающееся водилом калиброванную фильеру, причем ектор имеет копир, связанный с ним посредтвом рычагов, который установлен на полуне. 2. Устройство по п. 1, отличающееся ем, что поддон снабжен зажимом, имеющим 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для коммутации токоотводов химического источника тока | 1975 |
|
SU616668A1 |
| Устройство для подачи предметов | 1976 |
|
SU602414A1 |
| Автоматическое устройство для сборки секций первичных галетных батарей чашечной конструкции | 1972 |
|
SU446922A1 |
| Станок для горячей навивки пружин кручения | 1987 |
|
SU1454556A2 |
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| Устройство для приварки проволоки к изделию | 1975 |
|
SU604643A1 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| Автомат для подготовки электрических проводов к монтажу | 1984 |
|
SU1339710A1 |
| Устройство для приварки токоотвода | 1973 |
|
SU488673A1 |
| Станок для подгибки труб в панелях | 1978 |
|
SU729907A2 |