Настоящая печь предназначена для отжига листов трансформаторный стали и должна обеспечить однородность проведения такового.
При производстве трансформаторной лиловой стали особое влияние на величину ватных потерь оказывает степень совершенства операции отжига.
Известные до сих пор печи для отжига листов выполнялись муфельными пл колокольного тищ, когда вся стопа листов периодически загружается и разгружается целиком. Однако при таком сиособе отжига невозможно достигнуть идентичных термических условий в различных частях стопы и, следовательно, получить однородность свойств листов. Предлагались также печи негферывного действия горизонтального типа (напр., герм. пат. № 579993, кл. 18 с, J) с индявидуальной подачей и выдачей листа. Такая лечь хотя и может дать одн1фодность Отжига, однако должна иметь большую длину для обеспечения достаточного времени пребывания листа в зоне отжига.
Печь согласно настоящему предложению свободна от вышеуказанных недостатков и совмещает в себе иреимущества
(253)
шахтной печи с возможностью пндивидуальной поцачи и выгрузки листов, обеспечивая идентичность термических условий.
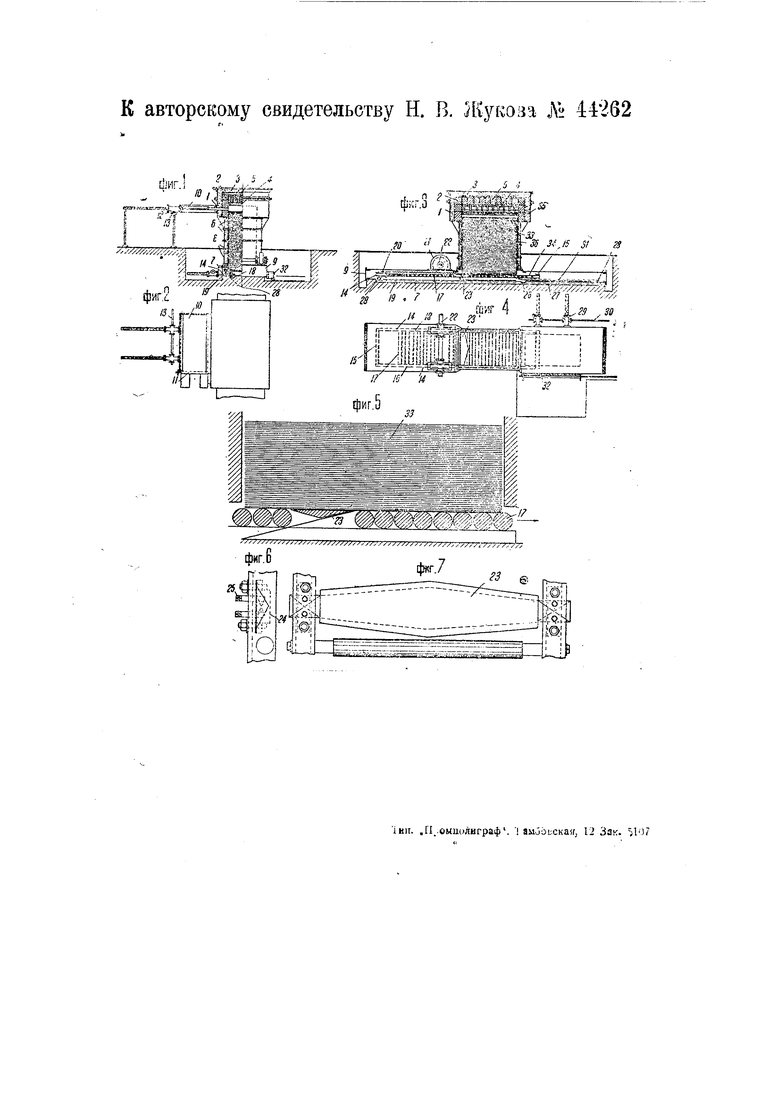
На фиг. 1 чертежа представлен обпщй вид печи сбоку, с загрузочным приспособлением; на фиг. 2 -вид сверху, а на фиг. 3-поперечный разрез той ясе печи; фиг. 4 представляет в плане общий вид устройства для выгрузки листов; фиг. 5- схему разгрузочного механизма, а фиг. б, 7 детали разгрузочного механизма.
Печь состоит из верхней камеры нагрева 35, установленной на камере охлаждения 38. Верхняя камера нагрева состоит из металлического кожуха 1, выложенного внутри огнеупорной кладкой 2 я изоляционным материалом 3. К своду камеры подвешены нагревательные элементы 4, а для подачи листов в одной из боковых стенок имеется щель 5. Камера охлаждения выполнена в виде ряда двойных поясов 6, внутри которых циркулирует охлаждающая вода для регулирования степени охлаждения листов. Загрузочный механизм состоит из загрузочной камеры 10, снабженной двумя парами валиков li, захватывающих лист в камеру 10, последний поступает в камеру нагрева через щель 5
с помогцью толкателей 12, приводимых в движение от вала 13.
Разгрузочный механизм, схематично тфедставленный на фиг. 5, основан на принципе отделеняя свешивающегося конца листа от стопы 33 с помощью возвратно - поступательно движущегося клиновидного ножа 23, укрепленного на каретке 34.
Каретка 34 представляет собой раму, состоящую из П-образных балок 14, соединенных на концах поперечинами 15. В балках расположены шариковые подшипники 16, несущие ролики 17, образующие опору для стопы 33. На шейках роликов 17 установлены шариковые подшипники 18, с помощью которых каретка 34 опирается на рельс 19.
На продольных балках 14 укреплены зубчатые рейки 20, приводимые в движение зубчатой шестерней 21, сидящей на валу 22, который делает по полтора оборота в одпу и другую сторону, создавая этим перемещение каретки 34 взад п вперед. В средине каретки иропущен нож 23, скрепленный с рамой хомутиком 24 и регулируемый по высоте винтом 25.
Разгрузочное устройство действует следующим образом. При движении каретки 34 нож 23 врезается в свешивающийся край стопы 33 и свободлю отделяет нижние листы. При обратном движении происходит вторичное отделение нилших листов, которые падают на дно основания печи. Отсюда листы удаляются кошкой 26, скользящей по дну основания печи благодаря цени 27, перекинутой через йлоки 28и прикрепленной к каретке. Таким образом кошка движется одновременно с кареткой только в противоположном направлении. Кошка одностороннего действия, поэтому листы уводятся в одну сторону передачи, откуда продвигаются толкателем 29, приводимым в движение от возвратно-двиягущегося вала 30.
В дальнейшем листы попадают в два непрерывно вращающиеся валика 32, которые и выводят листы окончательно из печи.
Схема действия печи заключается в следующем. Через щель 5приблизительно
через каа;дую - инуту закладывается лист, который в течениеминутыподвергается нагреву до 850° равномерно по всей поверхности листа.
Затем поступает следующий лис1, который подвергается такому же нагреву и т, д.
.В это лее время снизу стопа помощью каретки разгружается. Таким образом стопа сверху непрерывно пополняется, а снизу непрерывно разгружается, оставаясь по высоте неизменной, причем лист, загруженный сверху, быстро нагревается до температуры 850° и крайне медленно (в течение 56 часов) охлаждается, проходя установленный тепловой режим, необходимый для отжига, охлаждаясь в конце хода до 250°. t
Идентичность нагрева и прохождения зоны охлаждения для всех листов вполне выдержана.
Шахта сделана отъемпой от основания, так как при первом -пуске печи нео ходимо ее предварительно загрузить стопой холодной листовой стали. После загрузки холодных листов на каретку шахта П)ивертывается к основанию, и печь готова для непрерываой работы. Включаются нагревательные элементы, и пускаются в ход загрузочный и -выгрузочный механизмы. Естественно, что отожженные лисгы пойдут только после того, как пройдут все листы, первоначально уложенные в стопу (после 56 часов с момента пуска).
Предмет изобретения.
1.Печь непрерывного действия для отяшга листовой трансформаторной азали, отличающаяся тем, что она выполнена
в виде электрически обогреваемой шахтной печ.1, образующей вверху нагревательную камеру 35 периодической и индивидуальной загрузки листав и ниже камеру Зо постепенного охлаждення с индивидуальной :e выдачей листов из стопы 33.
2.В печи по п. 1 применение для выдачи листов возвратно-поступально движущейся каретки 34 с клиновидным ножом 23 для отделения от стопы листов 33 по одному листу при каждом ходе каретки. к авторскому свидетельству Н. В. Лгукоза jVu 44262
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь непрерывного действия для отжига листовой трансформаторной стали | 1936 |
|
SU50819A1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| Туннельная конвейерная печь | 1989 |
|
SU1709164A1 |
| Установка для ионообменной обработки стеклоизделий | 1986 |
|
SU1379260A1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| Электрогазовая колпаковая печь для отжига металла в рулонах | 1989 |
|
SU1735690A1 |
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
| Вакуумная электропечь непрерывного действия для термообработки | 1980 |
|
SU916932A1 |
| ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2147108C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
V7777- 7///,/. /5J / . iT-, . Y rr TWWP : - .

