I
Изобретение относится к области наплавки, а именно, к технологии наплавки клапанов двигателей внутреннего сгорания токами высокой частоты (ТВЧ) и другими способами.
Известен способ изготовления клапанов, при котором расплавляют в кольцевой выточке порошковую шихту с флюсом и в течение всего периода охлаждения торпа производят интенсивный индукционный подогрев верхней зоны жидкого силава.
Основным недостатком этого способа является то, что вследствие значите.1ьной разницы в объемах засыпаемого порошка и наплавленного сплава необходпмо иметь глубокую выточку на заготовке клапана, что усложняет и удорожает технологию его изготовления.
Для повышения произнодительности и качества наплавки пороп1коБ1 1Й присадочный материал неред наплавкой унлотняют прессебаннем непосредственно на заготовке клапана.
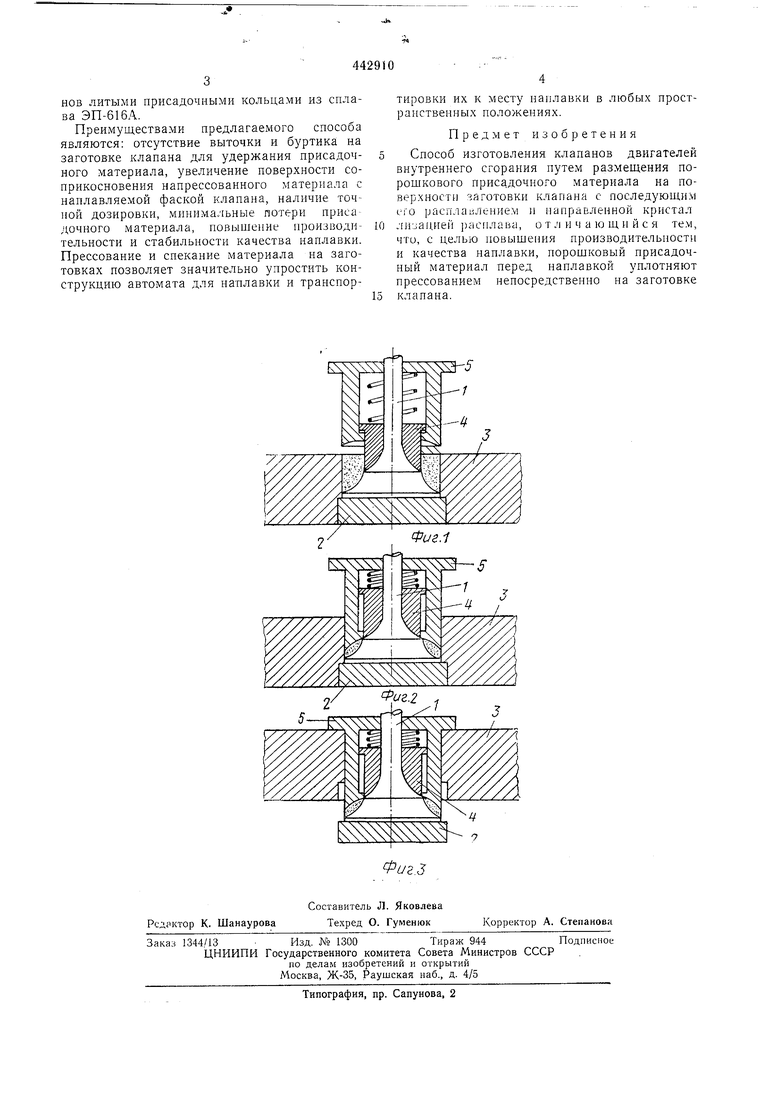
На фиг. 1 изоиражена подготовленная к прессованию пресс-форма с установленным в ней клапано.м и порцией засыпанного присадочного порошка; фиг. 2 иллюстрирует процесс прессовапия порошка на заготовке клапана до окончательных размеров; на фиг. 3 - высадка клапана со спрессованным порошком из пресс-формы.
Заготовка клапана 1 устанавливается в выемку подвижной части матрицы 2, которая затем входпт в неподвижную часть .атрицы 3 и вводит шток клапана в направляющую подпружиненную втулку 4, по наружной поверхности которой перемещается пуапсон 5. В пространство, образованное неподвижной частью матрицы 3, направляюш,ей втулкой 4, находящейся па клапане, и фаской клапана 1 засыпается доза порошка наплавленного сплава.
Прп движении пуансопа вниз по направляющей втулке происходит прессовапие порошка до необходимых размеров, формы и плотности.
В зависимости от физических свойств порошка прессовапие eio па заготовке клапана может осущестиляПДя с 1к;1а(( ро.м, так и без neio.
После прессования рас1 р1-иляс Чя 11одв11 1 пая часть матрипь, и под де1 стБпем пуансопа заготовка клапана со спрессоваппым порошком наплавочного сплава выходит и, пеподвпн ной части матрицы.
Спрессоваппып порошок паплавочного сплава перед наплавкой можно спекать на теле клапана для повышения его прочностных свойств.
Опрессованный клапан наплавляется при , применяемых для наплавки клапа
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки склонности наплавочных материалов к образованию горячих трещин | 2022 |
|
RU2798041C1 |
| Способ испытания наплавленного металла на стойкость против образования горячих трещин | 2022 |
|
RU2796460C1 |
| Способ определения склонности наплавочных материалов к образованию горячих трещин | 2022 |
|
RU2798067C1 |
| Способ ремонта гребешков лабиринтных уплотнений дисков газотурбинного двигателя | 2022 |
|
RU2786555C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЗЕРНИСТЫМ ПРИСАДОЧНЫМ МАТЕРИАЛОМ | 2006 |
|
RU2336971C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ИНДУКЦИОННО- ФЛЮСОВОЙ НАПЛАВКИ | 1971 |
|
SU291773A1 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ НАПЛАВКИ | 1973 |
|
SU361042A1 |
| Прессформа для гидростатического прессования изделий из порошковых материалов | 1973 |
|
SU461847A1 |
| Способ аддитивного производства металлических изделий | 2022 |
|
RU2781510C1 |
| Способ восстановления деталей | 1979 |
|
SU931287A1 |
