Изобретение относится к аддитивным технологиям, а именно к изготовлению металлических изделий путем электродуговой наплавки проволочного присадочного материала.
Известен способ изготовления изделий из металлических порошков, включающий приготовление смеси металлического порошка со связующим, формирование заготовки по цифровой модели, сушку, спекание в муфельной печи, пропитку изделия металлом. При этом смесь металлического порошка со связующим готовят в виде пасты в соотношении: 78-82% металлического порошка, 18-22% связующего. В качестве связующего используют жидкое стекло, а в качестве металлического порошка - чугунную стружку, формирование заготовки по цифровой модели ведут слой за слоем посредством экструзионной печати на 3D-принтере, а затем полученную заготовку спекают и одновременно пропитывают бронзой (RU №2713254, B22F 3/105, 2006).
Недостатком известного способа является трудоемкость процесса изготовления изделия и образование пор в структуре изделия после расплавления связующего и пропитки пустот бронзой.
Так же известен способ изготовления изделия из металлического сплава, включающий получение порошковой заготовки из металлического сплава путем использования аддитивного производства с добавлением порошка в следующие один за другим слои заготовки и операцию ковки полученной заготовки, которую осуществляют в один этап между двумя пресс-формами с получением окончательной формы изделия. Зоны порошковой заготовки, в которых порошок не связан или объединен частично, подвергают операции ковки, для обеспечения связывания порошка в упомянутых зонах (RU №2696108, B21J 5/02, 2006).
Недостатком данного способа является отсутствие возможности произвести операцию ковки для изделий сложной формы.
Наиболее близким по технической сущности является способ аддитивного изготовления, включающий послойное построение указанного изделия из базового материала в соответствии с созданной трехмерной моделью указанного изделия, которая разделена послойно на расчетные сечения для последующего управления процессом послойного построения посредством плавления базового материала лазерным лучом. В качестве базового материала используют две проволоки из материалов с разными температурами плавления и разными диаметрами, а в процессе построения формируют сначала граничные слои изделия послойным свариванием лазерным лучом более тугоплавкой проволоки меньшего диаметра и затем заполняют пространство между граничными слоями послойным плавлением лазерным лучом менее тугоплавкой проволоки большего диаметра (RU №2674588, B23K 31/00, 2006).
Недостатком прототипа является высокая стоимость лазерного оборудования применяемого в предложенной технологии и низкая скорость послойного построения изделия.
Технической задачей предлагаемого изобретения является разработка эффективного способа аддитивного изготовления металлических изделий посредством послойного электродугового спекания проволочного присадочного материала.
Техническим результатом изобретения является повышение скорости послойного построения металлических изделий за счет использования в качестве источника тепловой энергии электрической дуги для расплавления проволочного присадочного материала.
Техническая задача решается и технический результат достигается за счет того, что способ аддитивного производства металлических изделий включает последовательное послойное построение изделия из базового материала в соответствии с созданной трехмерной моделью изделия, при этом послойное построение осуществляют на металлическом основании путем плавления проволочного присадочного материала диаметром 0,8-1,2 мм со скоростью наплавления от 14 до 20 м/ч в среде защитного газа, расход которого составляет от 6 до 12 л/мин, причем для плавления присадочного материала используют энергию электрической дуги, которая создается установкой для электродуговой сварки при силе тока 40-250 А и напряжении 17-23 В.
Использование электродуговой технологии позволяет ускорить процесс послойного построения металлического изделия, за счет увеличения зоны нагрева на наплавляемой поверхности предыдущих слоев наплавленного металла или металла основания и, как следствие увеличения объема наплавленного присадочного металла и сокращения времени послойного построения изделия, в отличие от используемой в аналоге технологии лазерной наплавки.
Создание трехмерной цифровой модели изделия позволяет провести предварительный расчет напряжений и деформаций, возникающих в процессе наплавки, повышая тем самым качество структуры наплавленного металла и обеспечивая соответствие механических свойств требуемым значениям.
Подготовка основания изделия позволяет уменьшить расход присадочного материала на 15-25% и время производства изделия на 10-20%, за счет снижения использования массы наплавляемого металла и сокращения длительности операции наплавки.
Использование современного сварочного преобразователя в качестве источника тока для образования электрической дуги позволяет регулировать термический цикл и осуществлять послойную наплавку в среде защитного газа, расход которого составляет от 6 до 12 л/мин, нарежимах с силой тока 40-250 А, напряжением 17-23 В, и скоростью от 14 до 20 м/ч, обеспечивающих качество структуры наплавленного металла и высокую скорость послойного построения.
Снижение расхода защитного газа менее 6 л/мин ухудшает защиту расплавленного металла сварочной ванны и металла зоны термического влияния, что приводит к нестабильному процессу наплавки и оказывает негативное влияние на качество наплавленного металла. Увеличение расхода защитного газа более 12 л/мин не приводит к значительным изменениям в защите расплавленного металла и является экономически не целесообразным.
Изменение силы тока ниже установленного предела в 40 А не обеспечивает требуемую глубину проплавления металла основания, затрудняя сплавление присадочного материала с основанием. Превышение значения силы тока 250 А приводит к увеличению тепловложения в наплавляемый материал и негативно сказывается на качестве структуры и форме изготавливаемого изделия.
Снижение напряжения ниже 17 В приводит к уменьшению ширины наплавленного валика и нестабильности процесса наплавки. Напряжение выше 23 В приводит к снижению глубины проплавления металла основы и предыдущих наплавленных слоев, а также значительно увеличивается ширина наплавляемого валика, что приводит к изменению геометрии изготавливаемого изделия.
При скорости наплавки ниже 14 м/ч увеличивается количество расплавленного металла и ширина зоны термического влияния, что затрудняет формирование правильной геометрии валика и снижает механические свойства наплавленного металла. При увеличении скорости наплавки выше 20 м/ч уменьшается глубина проплавления и площадь наплавленного металла, что приводит к снижению качества сплавления между наплавленным металлом и металлическим основанием.
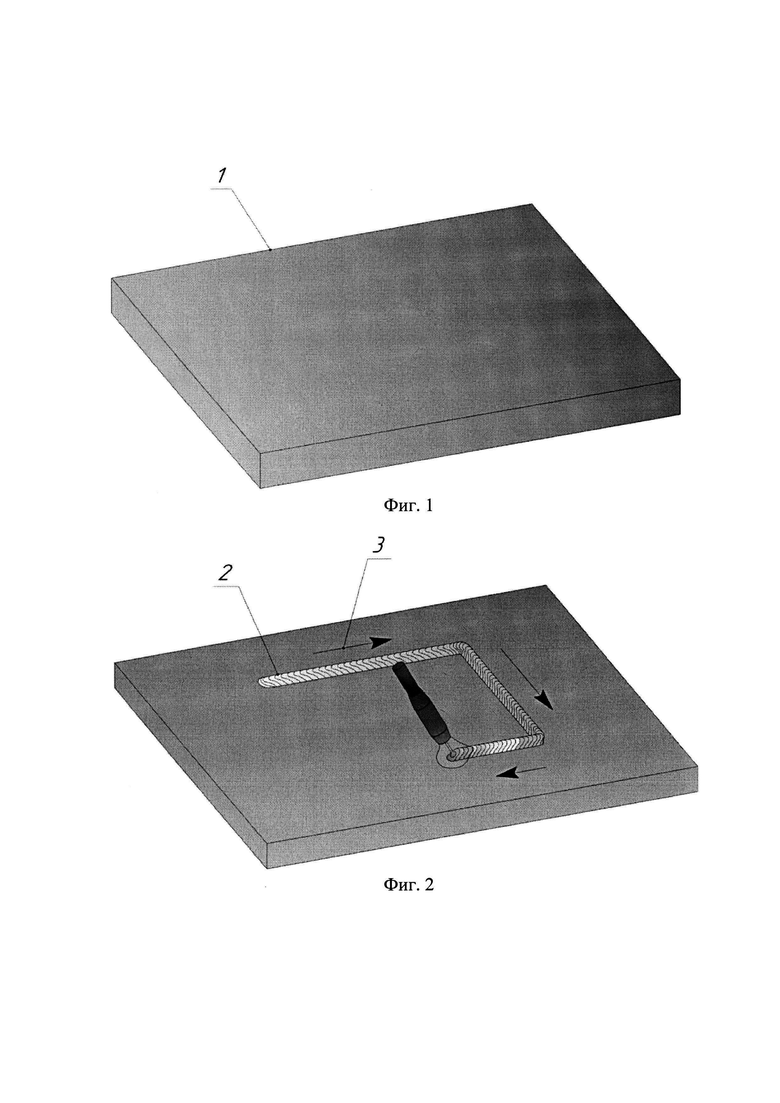
Изобретение поясняется следующими чертежами, где на фиг. 1 изображена пластина - основание изделия; на фиг. 2 представлен процесс наплавки первого слоя изделия и последовательность движения горелки; на фиг. 3 изображен процесс наплавки последующих слоев изделия; на фиг. 4 изображено изделие, полученное способом электродуговой наплавки проволочного присадочного материала.
Способ аддитивного изготовления металлических изделий осуществляется следующим образом.
На основе данных изделия создается его трехмерная цифровая модель, по которой производится моделирование процесса наплавки и расчет возникающих в изделии напряжений и деформаций при различных режимах наплавки.
После чего определяются режимы послойной наплавки, включающие значения силы тока, напряжения, скорости наплавки и расхода защитного газа, и обеспечивающие минимальные значения сварочных напряжений и остаточных деформаций в изделии.
Из пластины конструкционной стали изготавливается основание 1 изделия (Фиг. 1), на которое в последующем будет осуществляться послойная наплавка в соответствии с созданной трехмерной моделью. Поверхность основания 1 полностью очищаются от оксидных пленок и других загрязнений, для обеспечения наилучшего сплавления первого наплавленного слоя металла.
Перед началом работы проводится подготовка рабочего места, проверка и наладка основного и вспомогательного оборудования.
Далее осуществляют наплавку первого слоя изделия 2 на металлическое основание, в определенной последовательности 3 (Фиг. 2) и последующую послойную наплавку слоев расплавленного проволочного присадочного материала 4на заданных ранее режимах (Фиг. 3):сила тока 40-250 А, напряжение 17-23 В, скорость наплавки от 14 до 20 м/ч, расход защитного газа от 6 до 12 л/мин. После наплавки последнего слоя изделие 5 остывает на спокойном воздухе (Фиг. 4) и проводится окончательная термообработка с целью снятия остаточных внутренних напряжений и устранения возможных дефектов структуры наплавленного металла.
Затем проводится промежуточная операция по контролю качества изделия, после которой следует процесс механической обработки всех поверхностей для удаления переходов между наплавленными слоями металла, придания окончательной формы и достижения требуемой шероховатости поверхности. В качестве механической обработки наиболее предпочтительным является процесс абразивной обработки изделия, (пескоструйная или дробеметная обработка).
Окончательной операцией является контроль размеров изделия, его геометрии и формы.
В результате получают металлическое изделие, созданное послойно аддитивным способом по технологии электродуговой наплавки проволочного присадочного материала.
Изобретение описывается следующими примерами.
Примеры 1-3
По имеющимся чертежам создается трехмерная цифровая модель изделия, на основании которой производится расчет сварочных напряжений и деформаций, а также моделирование процесса наплавки проволочного материала, в ходе которого определяются оптимальные значения рабочих параметров.
Для способа наплавки используется стальная проволока 09Г2С. Из листа конструкционной стали марки 30ХГСА получают основание изделия размером 150×150 мм и толщиной 5 мм и очищают его поверхность от оксидной пленки.
Перед процессом наплавки осуществляют предварительный подогрев пластины-основания до температуры 100-150°С для обеспечения наилучшего сплавления первых слоев наплавленного металла с основой.
Процесс наплавки производится на установке электродуговой сварки на заданных режимах: сила тока 40-250 А, напряжение 17-23 В, скорость наплавки от 14 до 20 м/ч, расход защитного газа от 6 до 12 л/мин. За один проход сварочной горелки наплавляется валик шириной 4-6 мм и толщиной 3-5 мм с цилиндрической поверхностью.
После завершения процесса послойной наплавки осуществляют отжиг изделия при температуре 650-690°С. Время выдержки изменяется в соответствии с геометрическими размерами изделия. Далее проводится контроль качества наплавленных поверхностей и геометрии изделия. Для удаления следов перекрытия между валиками и очистки поверхности от сварочных брызг изделие подвергается пескоструйной обработке. Шероховатость изделия после обработки 0,32-0,64 мкм. Окончательной операцией является контроль соответствия качества поверхности, размеров изделия, его геометрии и формы требуемым значениям.
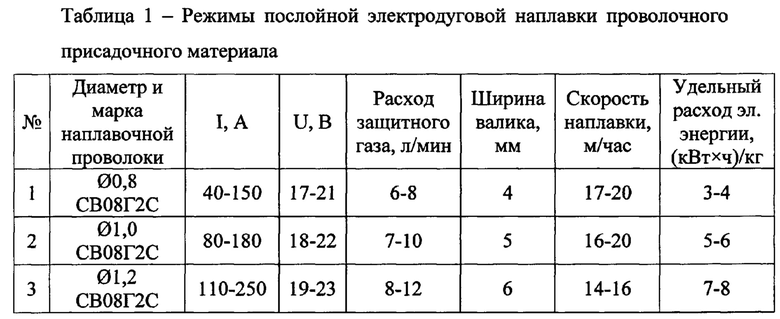
Технологические параметры послойной электродуговой наплавки примеров 1-3 представлены в таблице 1.
Пример 4 (сравнительный)
По имеющимся чертежам создается трехмерная цифровая модель изделия, на основании которой производится расчет сварочных напряжений и деформаций, а также моделирование процесса наплавки проволочного материала, в ходе которого определяются оптимальные значения рабочих параметров.
Для способа наплавки используется стальная проволока 09Г2С. Из листа конструкционной стали марки 30ХГСА получают основание изделия размером 150×150 мм и толщиной 5 мм и очищают его поверхность от оксидной пленки.
Перед процессом наплавки осуществляют предварительный подогрев пластины-основания до температуры 100-150°С для обеспечения наилучшего сплавления первых слоев наплавленного металла сосновой.
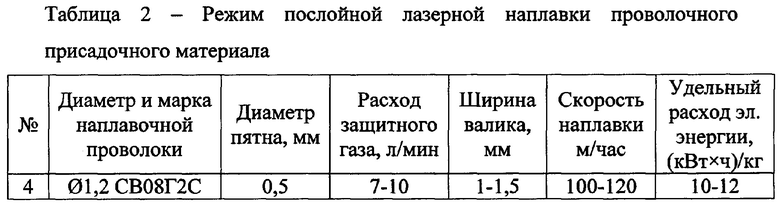
Проведена лазерная наплавка проволочного материала. Параметры наплавки приведены в таблице 2.
Исходя из представленных в таблицах 1 и 2 параметров электродуговой и лазерной наплавки проволочного присадочного материала, можно провести сравнительный анализ способов послойного построения металлических изделий.
Для обоснования преимуществ способа электродуговой наплавки проведем расчет объема наплавляемого металла в единицу времени.
1) Расчет для электродуговой наплавки проволочного материала.
Определяем площадь поперечного сечения наплавляемого валика, см2 (1):

где 0,75 - коэффициент, учитывающий форму наплавляемого валика; а и b - ширина и высота наплавляемого валика, см.
Из приведенных в примере данных принимаем ширину валика 0,5 см, а высоту 0,4 см. Тогда
Fn=0,75*0,5*0,4=0,15 см2
Далее определяем массу наплавленного металла для валика длиной 1 метр, гр/м(2):

где γ - плотность металла, для стали 7,8 гр/см3; l - длина валика, принимаем 100 см. Тогда
GH=0,15*7,8*100=117 гр/м
Определяем количество наплавленного металла в час, гр/ч (3):

где νн - скорость наплавки, принимаем из параметров электродуговой наплавки (Таблица 1) 18 м/ч.
Qн=117*18=2106 гр/ч
2) Расчет для лазерной наплавки проволочного присадочного материала.
Определяем площадь поперечного сечения наплавляемого валика по параметрам лазерной сварки, приведенным в таблице 2:
На основании данных приведенных в таблице 2 принимаем ширину валика 0,15 см, а высоту 0,05 см. Тогда
Fn=0,75*0,15*0,05=0,006 см2
Далее определяем массу наплавленного металла для валика длиной 1 метр, гр/м (2):

где γ - плотность металла, для стали 7,8 гр/см; l - длина валика, принимаем 100 см. Тогда
Gн=0,006*7,8*100=4,68 гр/м
Определяем количество наплавленного металла в час, гр/ч (3):

где νн - скорость наплавки, принимаем из параметров электродуговой наплавки (Таблица 1) 18 м/ч.
Qн=4,68*110=514,8 гр/ч
На основании проведенных расчетов, можно сделать вывод, что применение технологии электродуговой наплавки позволяет повысить количество наплавленного металла более чем в 4 раза, за счет увеличенного теплового воздействия электрической дуги, и повысить тем самым скорость послойной наплавки металлических изделий.
Изобретение позволяет повысить скорость изготовления металлических изделий и уменьшить расходы электроэнергии за счет использования технологии электродуговой послойной наплавки проволочного присадочного материала, а также применения технологий трехмерного цифрового моделирования изделия, для снижения трудоемкости и сокращения времени на разработку схемы напряжений и деформаций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ аддитивного производства металлических изделий с автоматической регулировкой режимов послойной электродуговой наплавки | 2023 |
|
RU2807572C1 |
| Способ изготовления башмака дискового тормоза подвижного состава | 2022 |
|
RU2791122C1 |
| Способ аддитивного производства металлических изделий | 2024 |
|
RU2831634C1 |
| Способ аддитивного производства тонкостенного металлического изделия | 2024 |
|
RU2841422C1 |
| Способ аддитивной наплавки металлических изделий и устройство для его осуществления | 2024 |
|
RU2841395C1 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| СПОСОБ РЕМОНТА КОЖУХА ТЕРМОПАРЫ ГАЗОТУРБИННОЙ УСТАНОВКИ | 2020 |
|
RU2738181C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛОВ | 2011 |
|
RU2502588C2 |

Изобретение относится к способу аддитивного производства металлических изделий. Осуществляют последовательное послойное построение изделия из базового материала в соответствии с созданной трехмерной моделью изделия. Послойное построение проводят расплавленным проволочным присадочным материалом диаметром 0,8-1,2 мм со скоростью наплавления от 14 до 20 м/ч в среде защитного газа, расход которого составляет от 6 до 12 л/мин. Для расплавления присадочного материала используют электрическую дугу, создаваемую с силой тока 40-250 А и напряжением 17-23 В установкой для электродуговой сварки. Изобретение позволяет повысить скорость изготовления металлических изделий и качество наплавленного материала за счет использования технологии электродуговой послойной наплавки проволочного присадочного материала, а также применения технологий трехмерного цифрового моделирования изделия. 4 ил., 2 табл., 3 пр.
Способ аддитивного производства металлических изделий, включающий последовательное послойное построение изделия из базового материала в соответствии с созданной трехмерной моделью указанного изделия, отличающийся тем, что послойное построение осуществляют путем расплавления проволочного присадочного материала диаметром 0,8-1,2 мм со скоростью наплавки от 14 до 20 м/ч в среде защитного газа с расходом газа от 6 до 12 л/мин, причем расплавление проволочного присадочного материала осуществляют электрической дугой силой тока 40-250 А и напряжением 17-23 В посредством установки для электродуговой сварки.
| Способ аддитивного сварочно-плавильного изготовления трёхмерных изделий и установка для его осуществления | 2017 |
|
RU2674588C2 |
| Способ создания металлических деталей, в котором используется осаждение материала, и устройство для осуществления этого способа | 2016 |
|
RU2723496C2 |
| US 6143378 A, 07.11.2000 | |||
| СПОСОБ РАЗРАБОТКИ НЕФТЯНОГО ПЛАСТА | 2014 |
|
RU2539485C1 |
| US 20170144242 A1, 25.05.2017 | |||
| JP 2000246436 A, 12.09.2000. | |||

