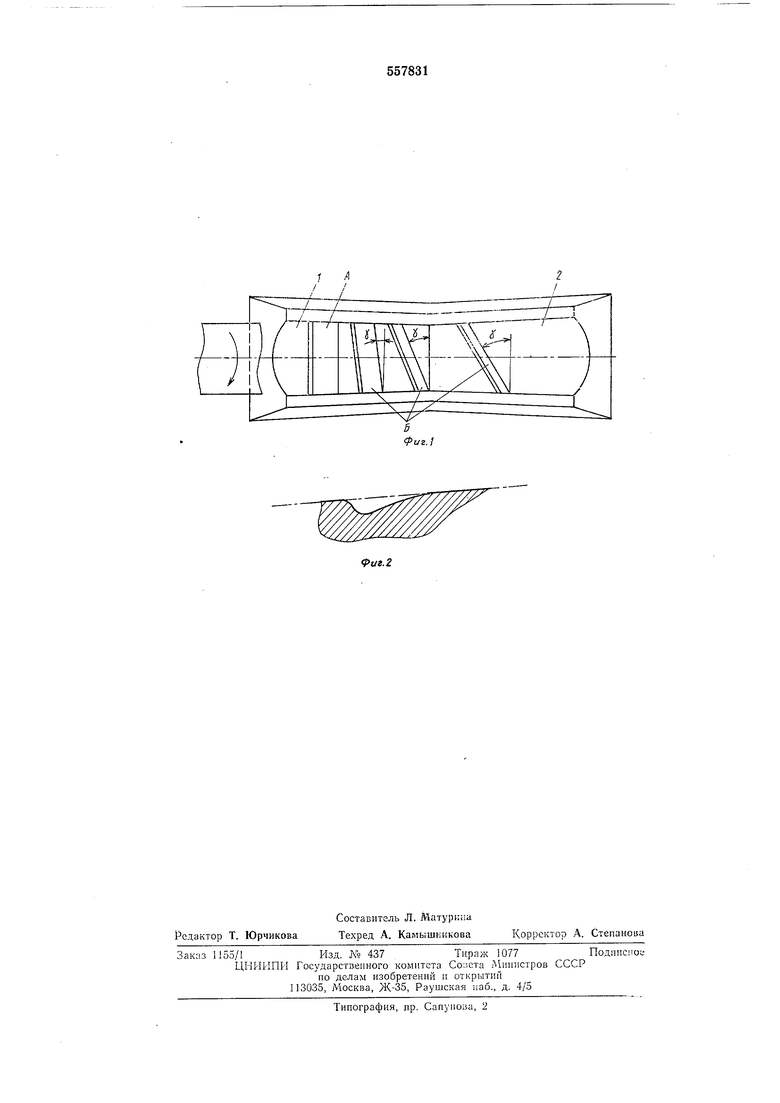
Линейка прошивного стана имеет желобчатую выемку, состоящую из двух полуконусов - входного I и выходного 2, соединенных меньшими основаниями. На участке входного полуконуса, где линейка выполняет фзнкции только направляюш;его инструмента, выполнено поперечное углубление А с плавным переходом к неуглубленным участкам. Остальная часть рабочей поверхности линейки имеет профильные пазы Б, составляющие с плоскостью соединения полукоксов возрастающий по ходу прокатки угол . Направление угла определяется направлением вращения заготовки и выбирается таким образом, чтобы способствовать ее осевому перемещению.
На фиг. 1 направление вращения заготовки противоположно движению часовой стрелки. Пазы Б выполнены следующим образом: по мере удаления по ходу прокатки от углубления Л их ширина и глубина уменьшаются. Профиль пазов имеет форму, близкую к треугольной с плавным переходом к гладким поверхностям. Одна сторона треугольника наклонена к образующей линейки под углом, близким к прямому, а другая сторона плавно переходит в образующую.
Пример. Заготовка центрируется по оси прокатки на участке линейки с гладкой образующей до углубления А, затем в зоне, где выполняет функции только направ-. лшощега инструмента, что уменьщает величину реактивных сил трения и скольжение в очаквг- дефбрмации. Далее гильза деформирует® ни участке, где линейка ограничивает
овализацию металла. Профильные пазы Б препятствуют истечению металла и способствуют уменьшению скольжения металла в очаге деформации, а убывающие по ходу прокатки ширина и глубина пазов позволяют избежать образование дефектов на наружной поверхности гильз. Наличие профильных пазов на рабочей поверхности линейки обеспечивает сокращение контактной поверхности,
уменьщение величины реактивных сил трения, а следовательно, повыщение износостойкости линеек.
Формула изобретения
Линейка прошивного стана, содержащая желобчатую выемку, рабочая поверхность которой составлена из входного и выходного полуконусов, симметричных относительно гребня линейки и соединенных меньшими основаниями, и имеет поперечное углубление на входном полуконусе, отличающаяся тем, что, с целью снижения скольжения металла в
очаге деформации, на рабочей поверхности выемки за поперечным углублением в направлении выхода выполнены профильные пазы убывающей ширины и глубины, расположенные с пересечением гребня линейки.
Источники информации, принятые во внимание при экспертизе
1.И. А. Фомичев «Косая прокатка, Металлургиздат, Харьков, 1963, с. 228-243.
2.Авторское свидетельство № 443691, кл. В 21В 19/04. 1973 (поототип).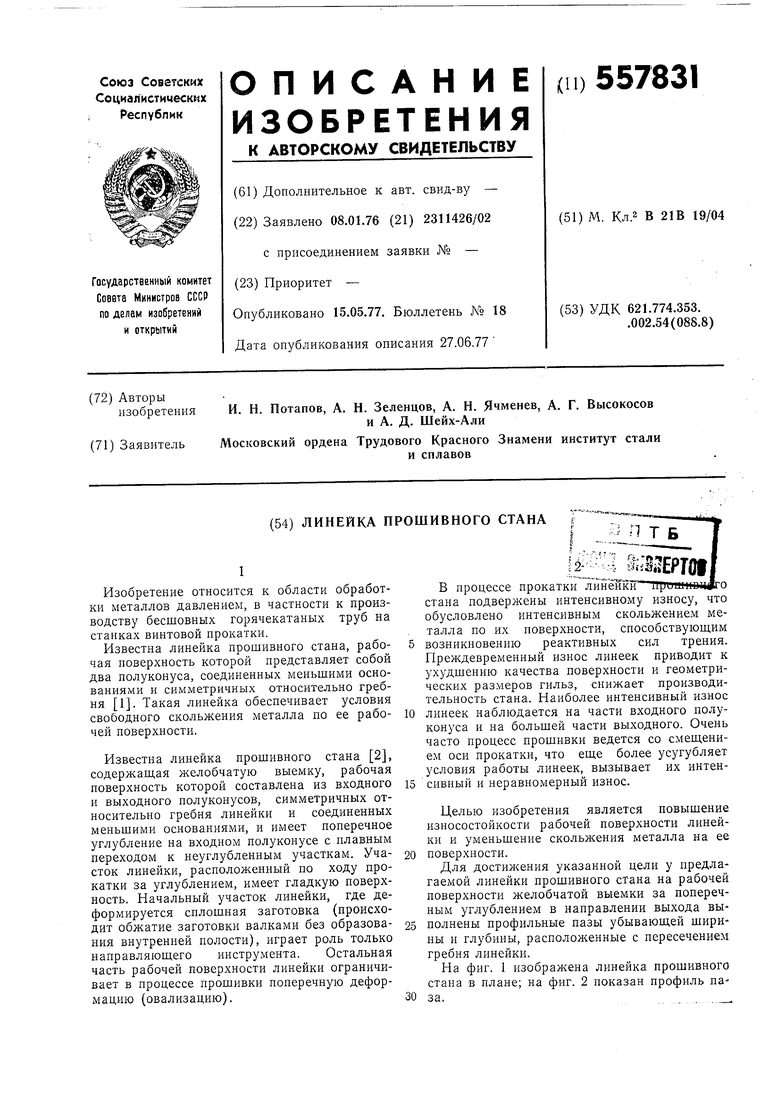
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент дискового прошивного стана | 1976 |
|
SU548327A1 |
| Линейка прошивного стана | 1973 |
|
SU443691A1 |
| ЛИНЕЙКА НАПРАВЛЯЮЩАЯ ПРОШИВНОГО СТАНА | 2013 |
|
RU2549025C1 |
| Линейка прошивного стана | 2023 |
|
RU2814544C1 |
| Линейка валкового прошивного стана | 2017 |
|
RU2671022C1 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| Линейка прошивного стана | 1983 |
|
SU1144738A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Линейка прошивного стана | 1979 |
|
SU789171A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |