1
Изобретение касается литейного производства.
Известны устройства для подогрева литейных форм, содержащие плиту подогрева, рабочая поверхность которой соответствует конфигурации полости формы.
Однако известные устройства не обеспечивают оптимального теплового режима в процессе подогрева, так как подогрев идет за счет наведенных в ее массе токов, а поскольку к секциям индуктора подводится ток, то между поверхностями формы и индуктора необходим соответствующий зазор, который обеспечивается фиксаторами из теплостойких неэлектропроводных материалов.
Целью изобретения является обеспечение оптимального теплового режима.
Достигается это тем, что устройство снабжено металлопроводом, змеевиком, емкостью и электромагнитным насосом, образующими с каналами, выполненными в плите подогрева, замкнутый контур, заполненный жидкометаллическим теплоносителем, причем змеевик и емкость установлены в тигель. Плита подогрева выполнена из трех элементов и содержит основание и сменные накладки с рабочими поверхностями, соответствующими конфигурации полости формы. Объем емкости равен объему жидкометаллического теплоносителя.
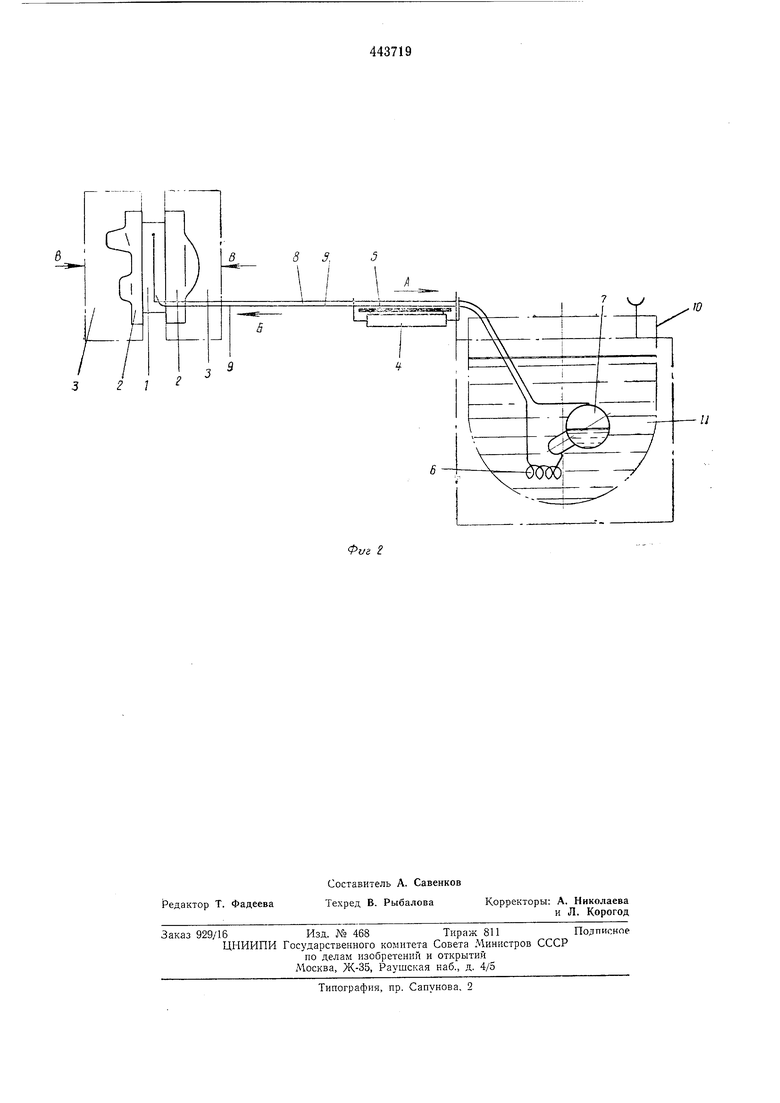
На фиг. 1 изображено предлагаемое устройство, в плане; на фиг. 2 - то же, вид сбоку.
Устройство содержит основание 1 с каналами (не показаны), сменные накладки 2 с рабочими поверхностями, соответствующими конфигурации полости формы 3. Вместе они
образуют плиту подогрева, рабочая поверхность которой соответствует конфигурации полости формы. Кроме того, устройство содерл ит электромагнитный пасос 4 с отражательным экраном 5, змеевик 6, емкость 7, металлопроводы 8 и 9, которые вместе с каналами (выполненными в основании 1 плпты подогрева) образуют замкнутый контур, заполненный жидкометаллическим теплоносителем.
Стрелками А и Б показано направление движения теплоносителя, а стрелками В - сжимающее усилие. Металлопроводы, а также каналы обоз1 ачены сплошными линиями. Последующий подогрев формы идет плавно
и равномерно по всей площади контактирующих поверхностей, что исключает появление термических напряжений. В электромагнитном насосе нет подвижных, трущихся частей, что в сочетании с герметичным замкнутым
контуром делает устройство надежным, долговечным и безопасным в s-ксплуатации.
Поскольку емкость и змеевик установлены ь тигель 10 с расплавом 11, заливаемым в форму, а по окончании подогрева весь теплоноситель стекает в емкость, то устройство в процессе литья постоянно готово к работе. При перерыве в работе литейной машины до3
статочно установить плиту подогрева в разъеме формы и включить насос.
Так как рабочие поверхности сменных накладок плиты подогрева соответствуют конфигурации полости формы, то между этими поверхностями, а также между поверхностями ггакладок и основания при зажиме устанавливается контакт, что позволяет свести к минимуму потери тепла.
Выполнение плиты подогрева из трех элементов (основания, являющегося частью замкнутого контура, и сменных накладок) позволяет использовать одно устройство для подогрева форм различных габаритов.
Предмет изобретения
1. Устройство для подогрева литейных форм, содержащее плиту подогрева, рабочая
поверхность которой соответствует конфигурации полости формы, о т л и ч а ю щ е е с я тем, что, с целью обеспечения оптимального теплового режима, оно снабжено металлопроводом, змеевиком, емкостью и электромагнитным насосом, образующими с каналами, вынолненными в плите подогрева, замкнутый контур, заполненный жидкометаллическим теплоносителем, причем змеевик и емкость установлены в тигель.
2.Устройство по п. 1, отличающееся тем, что плита подогрева выполнена из трех элементов и содержит основание и сменные накладки с рабочими поверхностями, соответствующими конфигурации полости формы.
3.Устройство по п. 1, отличающееся тем, что объем емкости равен объему жидкометаллического теплоносителя.

| название | год | авторы | номер документа |
|---|---|---|---|
| Термостатирующее устройство | 1977 |
|
SU616056A1 |
| СПОСОБ ПОДОГРЕВА ЛИТЕЙНЫХ ФОРМ | 1973 |
|
SU394158A1 |
| Способ регулирования тепловогорежима литейной формы | 1973 |
|
SU508336A1 |
| Устройство для регулирования температуры литейной формы | 1981 |
|
SU996087A1 |
| Способ получения отливок | 1987 |
|
SU1713731A1 |
| Устройство для литья под электромагнитным давлением | 1983 |
|
SU1118481A1 |
| Устройство для разливки металла | 1986 |
|
SU1388181A1 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |