Изобретение относится к литейному производству, а именно к литью под электромагнитным давлением. Известно устройство для литья под электромагнитным давлением, содержащее раздаточный тигель и металлопровод в виде тройника, один из каналов которого соединен с литейной формой, причем на прямолинейных участках металлопровода установлены плоские реверсивные индукционные насосы lJ. Недостаток этого устройства низкая надежность при работе с высокотемпературными сплавами. Наиболее близким к предлагаемому является устройство для литья под электромагнитным давлением, содержащее тигель, два всасывающих и один центральный нагнетающий каналы, элек тромагнитные системы индуктирования .тока и создания магнитного потока с замкнутым магнитопроводом, металло провод и литейную форму,2J . Недостатками этого устройства являются ограниченные технологические возможности и невысокая надежность работы. Устройство не позволяет изготовлять протяженные тонкостенные отливки. Кроме того, в устройстве -подвержена значительным термическим, деформациям футеровка. Цель изобретения - расширение технологических возможностей и повышение надежности устройства. . Поставленная -цель достигается тем что устройство для литья под .электр магнитным давлением, содержащее тигель, всасывающие и.нагнетающий каналы, электромагнитные системы индуктирования тока и создания магнитного потока, металлопровод и литейную форму, снабжено дополнитель ным нагнетающим каналом, соединенным посредством металлопровода с литейно формой, система индуктирования тока выполнена в виде индуктора с магнитопроводом броневого THha а всасывающие и нагнетающие каналы попарно расположены в окнах магнитопровода, причем каждьй из нагнетающих каналов расположен между катушкой индзпктора и всасывающим каналом. На фиг 1 изображено устройство, вертикальный разрезу на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез В-В на фиг. 1. Устройство для литья под электромагнитным давлением содержит тигель 1 с индукционной единицей 2 в U-образном кожухе 3. В футеровке индукционной единицы сформированы четьфе вертикальных канала, сообщающиеся с донным горизонтальным . кйналом 4. Система индуктирования тока выполнена в виде индуктора с магнитопроводом 5 броневого типа с катушкой 6. Вертикальные каналы попарно расположены в окнах магнитопровода индуктора 5 таким образом, что всасывающий 7 и нагнетакЯций 8 каналы расположены в одном окне, причем нагнетающий канал 8 расположен между всасывающим 7 и катушкой 6. Система создания внешнего магнитного поля представляет собой электромагниты 9, между полюсными наконечниками которых расположены зоны соединения горизонтального 4 и нагнетающих 8 каналов. Устья нагнетающих каналов 8 соединены посредством мёталлопроводов 10 с литейной формой 11. Устройство работает следующим образом. , В тигель 1 и сообщающиеся с ним каналы 7 и 8 заливают жидкий металл. При подаче напряжения на катушку 6, расположенную на броневом магнито-. проводе 5, в витке жидкого металла, за№йсающегося по контуру всасывающий канал - горизонтальныйканал - тигель, и являющимся вторичным жидкометаллическим витком относительно катуппси 6 индуктора 5 индуктируется электрический ток. По нагнетающему каналу 8 ток не протекает, так как металлопровод вьшолнен из неэлектропроводного материала. Обогрев сплава на этом участке происходит за счет теплопередачи от металла во всасывающем канале, а также за счет индуктирования вихревых токов. Для отливки крупногабаритных тонкостенных изделий, например крышки дизеля, включают электромагниты 9. При взаимодействии индукщюнного тока с магнитйым потоком в металле образ5тотся электромагнитные силы, приводящие его в движение по каналам 8 и металлопроводам 10 в разные зоны литейной формы 11. В случае необходимости заполнения формы под разными давлениями в разных зонах, например, при отливке крупного коллектора двигателя внутреннего сгорания, соответствую3
щим образом регулируют напряжение на одном из электромагнитов, увелич вая или уменьшая величину электромагнитной силы.
Длр получения несложньк отливок с заливкой в.одну зону полости формы каждый металлопровод соединяют с отдельной литейной формой. При этом производительность устройства повьшается в. два раза.
184814
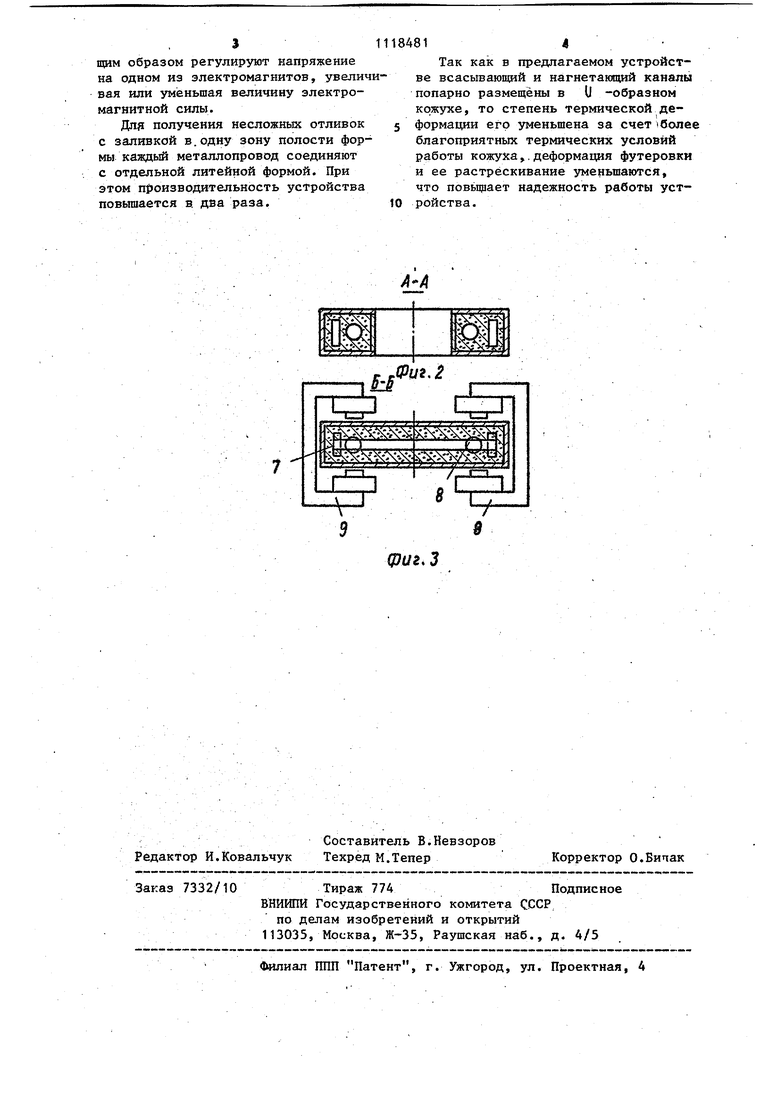
Так как в предлагаемом устройстве всасывающий и нагнетанядий каналы попарно размещены в U -образном кожухе, то степень термической де5 формации его уменьшена за счет более благоприятных термических условий работы кожуха,.деформация футеровки и ее растрескивание уменьшаются, что повьцпает надежность работы уст10 ройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья под электромагнитным давлением | 1978 |
|
SU738759A1 |
| Плавильно-заливочное устройство для литья под низким электромагнитным давлением | 1973 |
|
SU448068A1 |
| Устройство для литья под электромагнитным давлением | 1982 |
|
SU1068223A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| Установка для литья под электромагнитным давлением | 1980 |
|
SU944779A1 |
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1973 |
|
SU406636A1 |
| ЗАЛИВОЧНО-ДОЗИРУЮЩЕЕ УСТРОЙСТВО | 1973 |
|
SU375128A1 |
| Установка для литья под низким электромагнитным давлением | 1986 |
|
SU1419801A1 |
| Устройство для литья под электро-МАгНиТНыМ дАВлЕНиЕМ | 1979 |
|
SU835630A1 |
УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ЭЛЕКТРОМАГНИТНЫМ ДАВЛЕНИЕМ, содержащее тигель, всасывающие и нйгнетающий каналы, электромагнитны системы индуктирования тока и созда ния магнитного потока, металлопровод и литейную форму, отличающееся тем, что, с целью расширения технологических возможностей . . и повышения надежности устройства, оно снабжено дополнительным нагнетающим каналом, соединенным посредством металлопровода с литейной формой, система индуктирования тока выполнена в виде индуктора с магнитопроводом броневого типа, а всасьгоаю- щие и нагнетающие каналы попарно расположены в окнах магнитопровода, причем каждый из нагнетайщих каналов расположен -между катушкой индуктора и всасывающим каналом. 1
ккФиг, SIS j
фиг. 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1972 |
|
SU419313A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для литья под электро-МАгНиТНыМ дАВлЕНиЕМ | 1979 |
|
SU835630A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
