Изобретение относится к трубному производствуJ в частности к сварным трубам.
Известен способ подготовки ленты перед сваркой, включающий правку ленты и обработку торп.овых поверхностей кромок под разлтгишгли углами 9 прттчен одну из них обрабатывают под тупым углом о, . , Однако такой способ не обеспечивает параллельности торцовых поверхностей кромок при их сближении в зоне сварки, что приводит к таким дефектам, как протеки и прожеги металла.
Для повышения качества получаемых труб путем обеспечения параллельного сближения торцовых поверхностей кромок в очаге сварки по предлагаемому способу другую кромку обрабатывают под углом, равным разности между велтгаиной тупого угла и удвое1шой вел1гаиной угла поворота торцовых поверхностей кромок в очаге деформаиии.
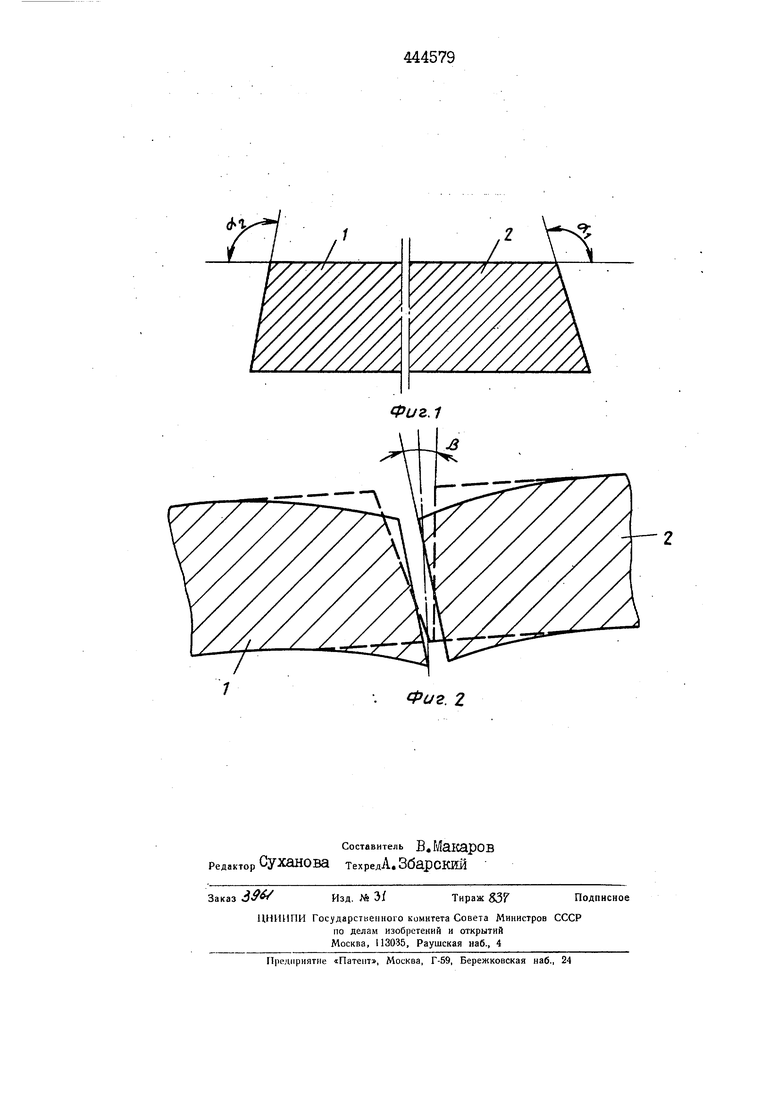
На фиг. I показана исходная
лента; на фиг. 2 схождение торцовых поверхностей кромок ленты в зоне сварки,. ,
Углы - оЛ. , под которыми
обрабатывают торцовьш -поверхности кромок, различны. Величина этих углов должна удовлетворять соотно- шению: / ,
- - двойной величине
угла /3 поворота торцовых поверхностей кромок в очаге деформации, при этом oii-j- 90 .
Кромки, обработанная под утлом oL,f поступает в очаг деформации
первой.
.-При таком соотношении углов обработки торцовых поверхностей кромок ленты после их поворота в .процессе деформации в результате поперечного изгиба кромок в сторону выпуклой поверхности ленты кромки в очаге сварки сближаются параллельно. Угол поворота торповых поверхностей кромок в очаге деформации зависит от толщины ленты, диа|Метра трубы и материала.
Кроме параллельности кромок в очаге сварки при таком условии обеспечЕвается кх сближение по высоте с постоянно уменьшающимся зазором. Это предотвращает столкновение их в отдельных точках вплоть до полного сближения кромок по высоте, что в свою очередь обеспечивает мигпаглальнМ зазор между кромками, уменьшает вероятность смещения одной кромки относительно
другой по высоте и образование прожегов- и протеков металла в трубах.
П р е д м е т изобретения
Способ подготовки ленты перед сваркой, преиь ществешю при изготовлении сшфально-шовных труб, включающий правку ленты и обработку торцовых поверхностей кромок под различными углагм, одш их которых тупой,- отличающи11ся тем, что, с целью повышения качества пол чаед.1ых труб путем обеспечения параллельного сближения торцовых поверхностей кромок в очаге сварки. другую кромку обрабатывают . под углом oZji, , равным разности меж.ду величиной тупого угла и удвоенной величиной угла Je поворота торцовых поверхностей кромок в очаге деформации-, при этом
о. - / 90 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ автоматической сварки под флюсом стыковых соединений | 1986 |
|
SU1400818A1 |
| Способ оценки склонности сварных со-ЕдиНЕНий из лЕгКиХ СплАВОВ K ОбРАзО-ВАНию ОКиСНыХ ВКлючЕНий | 1979 |
|
SU804294A1 |
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| Способ изготовления сварных труб из ленты и установка для его осуществления | 1987 |
|
SU1718714A3 |
| Способ настройки валкового формовочного стана | 1988 |
|
SU1593720A1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
| Способ изготовления сварных трубчатых панелей | 1974 |
|
SU536921A1 |
Фи2. 2
