Изобретение относится к области высокочастотной сварки давлением газоплотных панелей, например, для монтажа котельных установок.
Известен способ изготовления трубчатых панелей с помощью высокочастотной сварки, при котором перемычка, вводимая между двумя трубами, расплющивается давлением роликов, достаточным для обеспечения прижатия торцов перемычки к стенкам труб с требуемым для сварки усилием.
Недостатки этого способа следующие: сложность схемы нагрева, так как помимо высокочастотного источника для нагрева соединяемых поверхностей труб и перемычки требуется дополнительный источник для сквозного нагрева перемычки, необходимого по условиям ее деформации прокаткой в зоне сварки; нестабильность качества двух одновременно свариваемых щвов, вследствие трудности поддержания равных и постоянных по величине зазоров между кромками перемычки и поверхностью труб, а также одинаковой степени деформации кромок перемычки, определяющих угол их схождения в очаге сварки; неодинаковая степень нагрева в очаге сварки кромок перемычки и трубы - перегрев перемычки из-за необходимости сквозного нагрева .под прокатку при относительно холодной трубе; трудность удержания труб в заданном положении при сварке панелей более, чем из одной секции, исключающих применение горизонтальных обжимных роликов. Цель изобретения - повыщепие качества
сварных соединений и упрощение применяемого оборудования.
Для этого перемычки выполняют со скощенными продольными кромками под углом, меньшим на величину до 10°, чем угол, образованный нормалью к поверхности стыка сварного соединения и осевой плоскостью труб, и щириной, больщей зазора меладу соседними трубами на величину, обеспечивающую смещение перемычки относительно осевой плоскости панели в сваренном состоянии не менее 0,4 наружного радиуса трубы, и подают в зону сварки в направлении осей труб под углом 1 -10° к плоскости панели скощенными кромками вниз, при этом к перемычке прикладывают давление по нормали в плоскости ее продольной оси, а на трубы воздействуют встречным давлением.
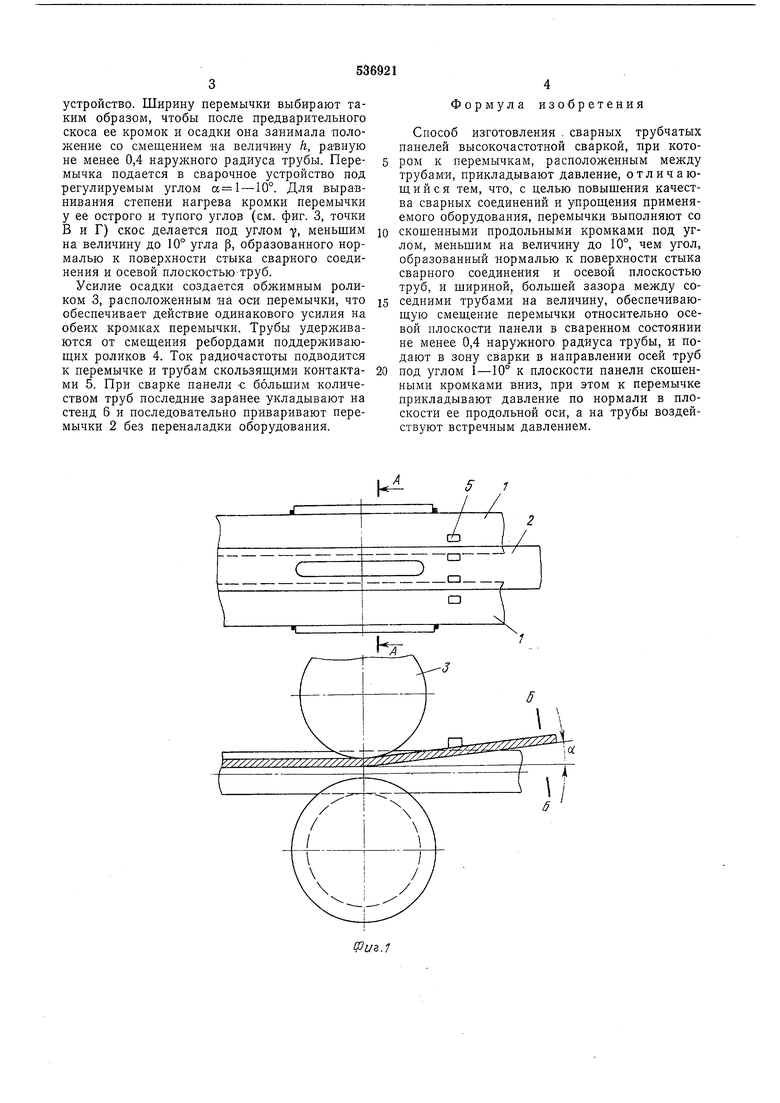
На фиг. 1 показана схема сварки двух труб с перемычкой; на фиг. 2-разрез но А-
А на фиг. 1; на фиг. 3-разрез по Б-Б на фиг. 1; на фиг. 4-схема сварки двух секций между -собой.
Трубчатые панели по предлагаемому способ ИЗГОТОВЛЯЮТ следующим образом.
Трубы I и перемычку 2 подают в сварочное
устройство. Ширину перемычки выбирают таким образом, чтобы после предварительного скоса ее кромок и осадки она занимала -положение со смещением ща величину h, равную не менее 0,4 наружного радиуса трубы. Перемычка подается в сварочное устройство под регулируемым углом . Для выравнивания степени нагрева кромки перемычки у ее острого и тупого углов (см. фиг. 3, точки В и Г) скос делается под углом f, меньшим на величину до 10° угла р, образованного нормалью к поверхности стыка свариого соединения и осевой плоскостью труб.
Усилие осадки создается обжимным роликом 3, расположенным на оси перемычки, что обеспечивает действие одинакового усилия на обеих кромках перемычки. Трубы удерживаются от смещения ребордами поддерживающих роликов 4. Ток радиочастоты подводится к перемычке и трубам скользящим-и контактами 5. При сварке панели с больщим количеством труб последние заранее укладывают на стенд 6 и последовательно приваривают перемычки 2 без переналадки оборудования.
Формула изобретения
Способ изготовления . сварных трубчатых панелей высокочастотной сваркой, при котором к перемычкам, расположенным между трубами, прикладывают давление, отличающийся тем, что, с целью повыщения качества сварных соединений и упрощения применяемого оборудования, перемычки выполняют со
скощенными продольными кромками под углом, меньщим на величину до 10°, чем угол, образованный нормалью к поверхности стыка сварного соединения и осевой плоскостью труб, и щириной, больщей зазора между соседними трубами на величину, обеспечивающую смещение перемычки относительно осевой плоскости панели в сваренном состоянии не менее 0,4 наружного радиуса трубы, и подают в зону сварки в направлении осей труб
под углом 1-10° к плоскости панели скощенными кромками вниз, при этом к перемычке прикладывают давление по нормали в плоскости ее продольной оси, а на трубы воздействуют встречным давлением.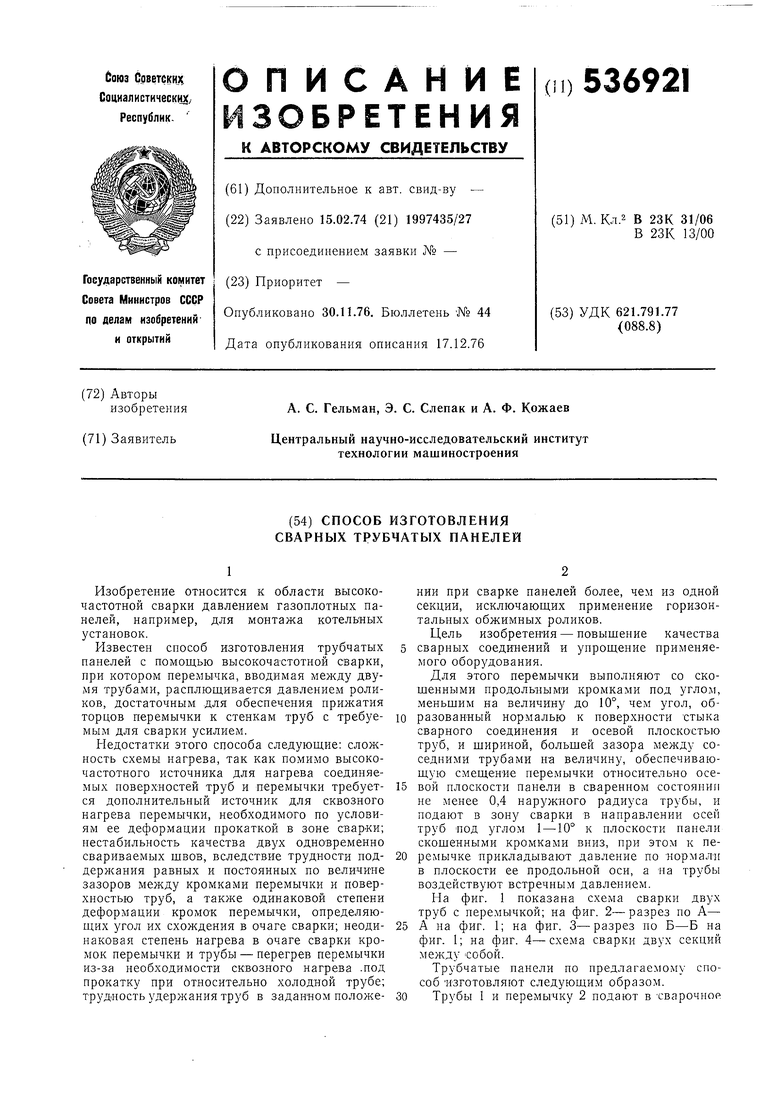
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки | 1975 |
|
SU603532A1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1215786A1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
| Способ повышения несущей способности сварного соединения труб | 1987 |
|
SU1409433A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
| Устройство для сварки прямошовных труб | 1976 |
|
SU764765A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| Способ изготовления труб | 1971 |
|
SU442632A1 |
S-B
