Изобретение относится к обработке металлов давлением, в частности к спвсобам настройки формовочных станов трубозлект- росварочных агрегатов.
Цель изобретения - повышение качества труб за счет устранения дефектов формовки, свойственных локальному валковому очагу (гофрообразованию).
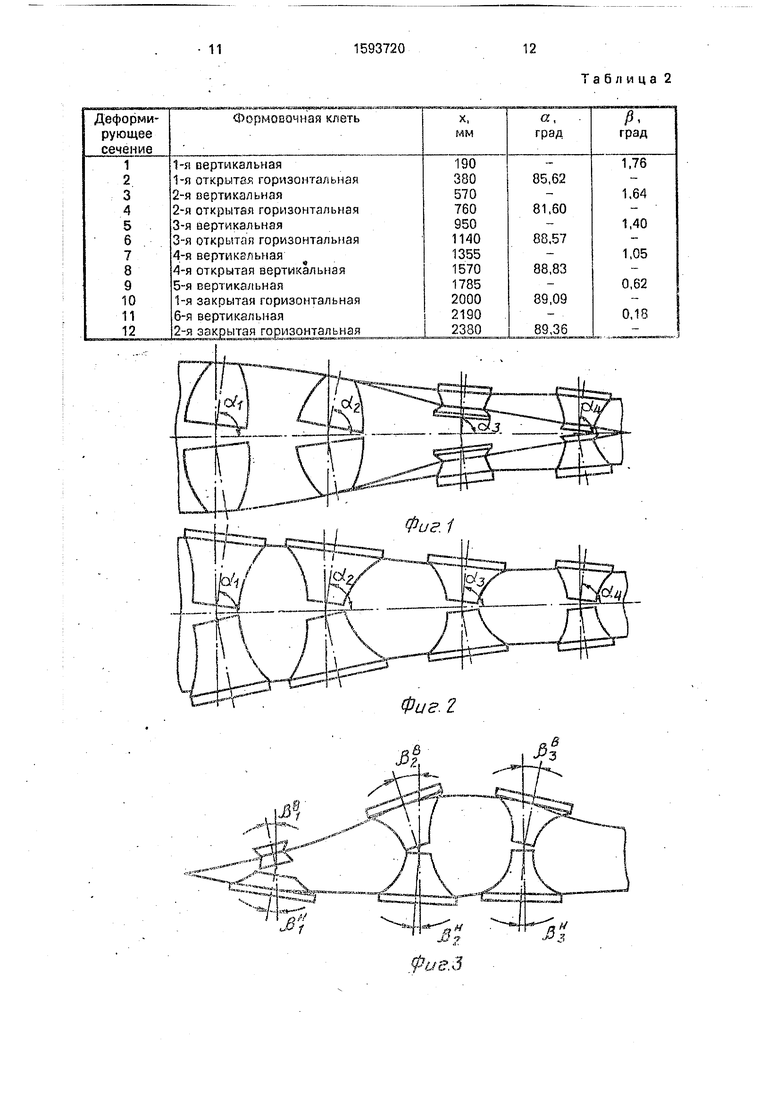
На фиг. 1 представлена горизонтальная проекция монотонного очага формовки с настроенными верхними сборными горизонтальными валками, вид сверху (нижние сборные горизонтальные и вертикальные валки не показаны); на фиг. 2 - то же, с настроенными нижними сборными горизонтальными валками, вид снизу (верхние сборные горизонтальные и вертикальные валки
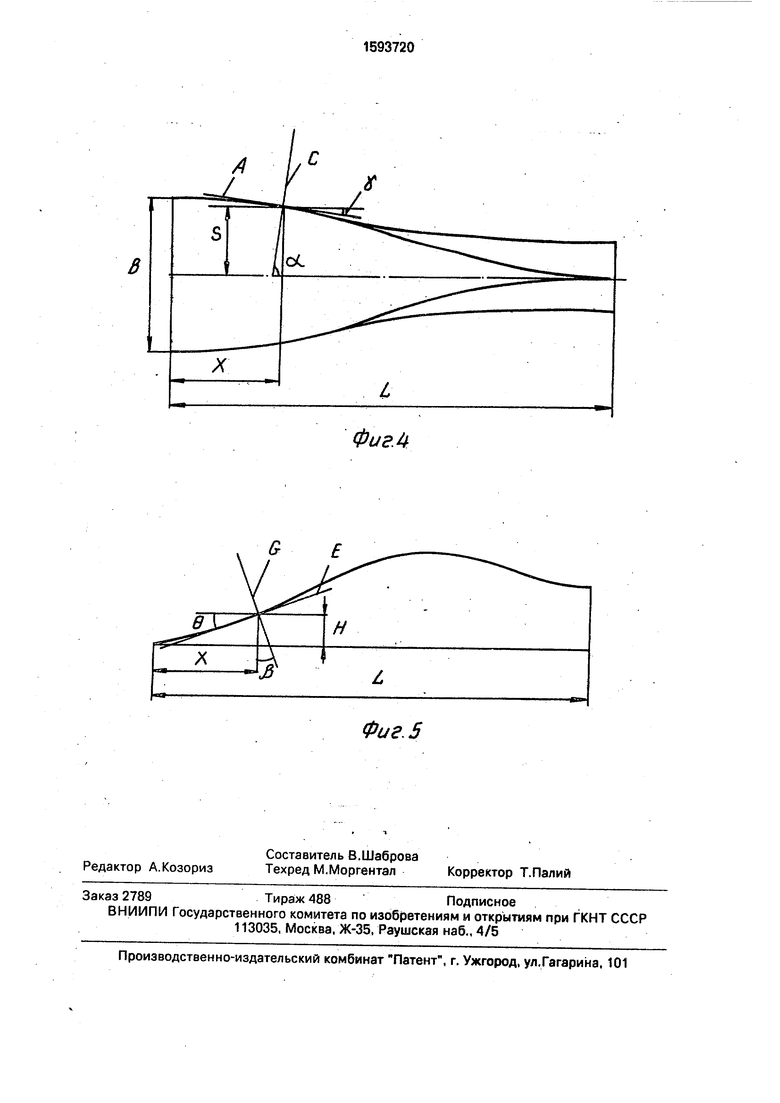
не показаны); на фиг. 3-проекция на вертикальную плоскость, проходящую через ось формовки, монотонного очага формовки с настроенными сборными вертикальными валками; на фиг, 4 - горизонтальная проекция монотонного очага формовки; на фиг. 5 - проекция на вертикальную плоскость, проходящую через ось формовки, монотонного очага формовки,
На фиг, 1-5 приняты обозначения: «1, , ct3, CU4 - углы наклона осей к оси формовки каждой половины верхних сборных горизонтальных валков соотеетст- венно первого, второго,, третьего и четвертого деформирующих сечений;
/Jl , jSz ,/Зз углы наклона осей к .вертикали верхних половин сборных вертикальных валков соответственно первого, второго и третьего деформирующих сечений;
jSi ,2 ,;5з - углы наклона осей к вертикали нижних половин сборных вертикальных валков, соответственно первого, второго и третьего деформирующих сече- ний;
В - ширина ленты; L - длина очага формовки; X - растояние от начала очага формоз
ки до исследуемого сечения; S - половина ширины поперечного сечения монотонного очага формовки в исследуемом сечении; А -.касательная к горизонтальной проекции монотонного очага формовки в исследуемом сечении; С- перпендикуляр к касательной; Н - высота поперечного сечения монотонного очага формовки в исследуемом сечении;
Е-верхняя касательная в исследуемом сечении к Проекции монотонного очага формовки на вертикальную плоскость, проходящую через ось формовки;
G - перпендикуляр к касательной, Способ настройки валкового формовочного стана осуществляют следующим образом.
В клети формовочного стана по длине очага формовки устанавливают сборные горизонтальные и вертикальные валки. Осуществляют поворот каждой половины .сборных горизонтальных валков под ост- ,рым углом к оси формовки так, чтобы их оси стали перпендикулярны касательным к горизонтальной проекции трубной заготовки в очаге формовки в данном деформирующем сечении. Верхние половины сборных вертикальных валков поворачивают так, что
0
5
0
их оси перпендикулярны касательной к проекции кромок трубной заготовки b очаге формовки на вертикальную плоскость, проходящую через ось формовки, в данном деформирующем сечении. Затем поворачивают нижние половины сборных вертикальных валков так, что их оси перпендикулярны касательной к проекции центрального по ширине волокна трубной заготовки в очаге формовки на вертикальную плоскость, проходящую через ось формовки, в данном деформирующем сечении. Далее осуществляют заводку полосы в формовочный валковый стан.
Для однорадиусного прямолинейного очага формовки угол а. наклона осей сборных горизонтальных валков к оси формовки при угле формовки трубной заготовки от О до 180° определяют по соотношению
л .гВ/уЗТХч
a --barctg - (cos()L „: /ЯХ
ЯХ
г))
а при угле формовки трубной заготовки свы- ше 180° по соотношению
л / BL a --arctg (--) ,
2 2 л: х
При этом угол/3 наклона верхних поло- вин сборных вертикальных валков к вертикали определяют по соотношению
/3« arctg |(sln
. л:х V L / / / J
Для этого очага формовки угол наклона нижних половин сборных вертикальных
валков к вертикали /3 0 .
По приведенным законам настройка
валкового инструмента формовочного стана осуществляется быстро и надежно. Для этого по соотношениям вычисляют углы наклона каждой половины сборных валков для каждой клетки, а затем валки разворачивают до достижения ими вычисленных значений.
Настройка валкового формовочного стана по предлагаемому способу позволяет воспроизвести естественный конический
очаг сворачивания, в котором образующая инструмента, контактирующего по ходу формовки с трубной заготовкой, копирует конический очаг сворачивания трубной заготовки. Это приводит к значительному
уменьшению валкового эффекта и, следовательно, уменьшает пики растягивающих напряжений на кромках формуемой трубной заготовки при входе в валковый калибр. Кроме того, настройка валкового формовочного стана предлагаемым способом
позволяет увеличить протяженность зоны контактной деформации в каждом локальном валковом колибре.что в свою очередь, приводит к уменьшению зоны вне- контакной деформации, деформации перед входом в локальный валковый калибр и к уменьшению зоны раскрытия (распружини- вания) трубной заготовки после выхода из него. Уменьшение зоны внеконтактной деформации трубной заготовки уменьшает растягивающие напряжения на ее кромках. Уменьшение зоны раскрытия трубной заготовки приводит к уменьшению нагрузки кромок (снятию растягивающих напряжений на них) и к уменьшению угла естественной расформовки трубной заготовки в зтой зоне..
Таким образом, предлагаемый способ настройки валкового формовочного стана позволяет исключить возможность образования гофр (волн на кромках) трубной заготовки путем уменьшения ратягивающих напряжений на кромках трубной заготовки в зоне внеконтактной деформации и в зоне контактной деформации каждого валкового калибра совместно с уменьшением разгрузки кромок в зоне раскрытия трубной заготовки; уменьшить длину формовочного стана без ущерба качеству формовки путем полного устранения условий возникновения гофр трубной заготовки и потребление энергии трубоэлектросварочным материалом на формовку уменьшением угла естественной расформовки трубной заготовки в зоне раскрытия, так как последующему по ходу формовки валковому калибру требуется совершить меньшую работу гиба и т. д..
Математические законы изменения углов наклона каждой половины сборных вал- ков для однорадиусного прямолинейного очага формовки получены аналитически.
Центральное по ширине полосы волокно в этом очаге - горизонтальная прямая линия, поэтому в любом сечении нижняя касательная к проекции монотонного очага формовки на вертикальную плоскость, проходящую через ось формовки, - горизонтальная прямая линия. Следовательно, нижние половины сборных вертикальных валков устанавливают вертикально (фиг. 4 и 5).
Для данного очага угол р формовки из-. меняется монотонно по длине L очага формовки от О до 2 .тг, т.е.
2л:х Р -.
Тогда радиус R кривизны формовки распределяется по очагу формовки следующим образом;
0
5
0
5
Р 2як
Таким образом, половина ширины поперечного сечения. S формуемой трубной заготовки по длине очага формовки, при угле формовки трубной заготовки от О до 180° имеет вид
ях
Si R
ci«2- BL
sln, (1)
0 а при угле формовки трубной заготовки свыше 180°
2lb-(2)
Высота поперечного сечения Н формуе- 5 мой трубной заготовки по длине очага формовки равна
Н R /1 -( - (1-,
cos
2лгх
°Mif))
(3)
Формулы (1) и (2) определяют аналогическое выражение горизонтальной проекции очага формовки относительно оси формовки.
Так как у данного очага формовки центральная по ширине полосы волокногори- зонтальная прямая линия, то формула (3) определяет аналитическое выражение проекции кромок трубной заготовки о очаге формовки на вертикальную плоскость, проходящую через ось формовки; относительно центрального по ширине полосы волокна.
Взяв производную по X от выражений (1), (3) получают аналитические зависимости, определяющие тангенсы углов наклона касательных к оси ординат по длине очага формовки
diSi dC() -slnf x/L)) dxdx
) vlLEiLCzBAl}- ik. oi
. A Sin I .
2jrx
)
+
-4-
L
. d(rx/L) BL
dx
2ях
X
5
Xsin
/л;х , BL
- I + cos
r)
L / 2ЯХ
/ях n.
iT-jT/ 2i J..cin/E
Sf/.
й (- (т)
- ... - d S2 d (BL/2 Л-Х ) BL
dx
dx
м))
BL 2лгх2
:
.d(() (1 -cos(rx/L)))
. dx
dlBiV2 x } . /1 -cos ( +, L П 2л:х
d(1-cos(jrx/L)) BL dx2ях2
(,-cos(2))
BL 2 TTx
sin
Jrx
лх |
xdiirxA} BL (П) + dxT.TTv L / /
/7ГХ TT By sin ( ,-2 X
x(s,n(2)
ЯХ
- ( 1 .- COS (
)))
Так как оси каждой половины сборных горизонтальных валков перпендикулярны касательным к горизонтальной проекции очага формовки в данном деформирующем сечении, то углы а наклона этих осей к оси формовки определяются следующим образом;
a f+y-f+
25
+ arc,(cos(f)-i
з,„()) 30
.5
а 5 + у 5-агпв
2
(4) (5)
2 2- 2 л:х .
Поскольку оси верхних половин сборных вертикальных валков перпендикулярны касательным к проекции кромок трубной заготовки в очаге формовки на вертикальную плоскость, проходящую через ось формовки в данном деформирующем сечении, то углы наклона этих осей к вертикали определяются соотношением
e ,rc4r(i(sm(5i)
(
j ях
COS
ггх
т:
/
(6)
П р и м е р 1. Формовочный стан АДСТ 5-25-1 для производстоа труб из цветных металлов и сплавов м тодом аргомодуговой сварки имеют задающую клеть, три открытые горизонтальные формовочные клети, вертикальную формовочную клеть, две за5
x
10
15
20
25
30
3.5
40
45
50
55 крытые формовочные клети и вертикальный валковый опорно-сварочныйузел, Для этого стана длина очага формовки L 80GMM. Для производства трубы диаметром 25 мм со стенкой 1,5 мм из меди Ml используют ленту шириной ,5 мм.
За начало очага формовки принимают сечение задающей клетки, а расстояние х от начала очага формовки до деформирующих сечений- формовочных калибров берут из технической характеристики стана.
Для однорадиусиого прямолинейного очага формовки углы а наклона каждой половины сборных горизонтальных валков к оси формовки для открытых клетей определяют по формуле (4), для закрытых клетей по формуле (5) Углы /3 наклона верхних половин сборных вертикальных валков к вертикали определяют по формуле(6) для данного очага формовки. Результаты расчета сведены в таблицу 1, поданным которой осуществляют настройку валкового инструмента формовочного стана.
Пример 2. Формовочный стан ТЭСА 10-60 для производства труб методом ар- гонодуговой сварки имеет задающую клеть, четыре открытые горизонтальные формовочные клети, две закрытые формовочные клети и шесть вертикальных формовочных клетей, расположенных между горизонтальными клетями. Для этого стана длина очага формовки мм.
Для производства трубы диаметром 40 мм со стенкой 2 мм из стали 12Х18Н10Т используют ленту шириной ,5 мм.
За начало очага формовки принимают сечение задающей клети, а расстояние х от начала очага формовки до деформирующих сечений формовочных калибров берут из технической характеристики стана.
Для однорадиусного прямолинейного очага формовки углы наклона каждой половины сборных горизонтальных валков к оси формовки для открытых клетей определяют по формуле (4), для закрытых клетей - по формуле (5). Углы /3 наклона верхних половин сборных вертикальных валков к вертикали определяют по формуле (6) для данного очага формовки. Результаты расчета сведены в табл. 2, по данным которой осущестз- ляютнастройку валкового инструмента формовочного стана.
Применение предлагаемого способа настройки валкового формовочного стана позволяет повысить качество труб, за счет исключения возможности образование де- фекто в формовки, уменьшить длину формовочного стана и улучшить энергосчловые характеристики ТЭСА.
Формулаизобретения 1. Способ настройки валкового формовочного стана, включающий установку сборных горизонтальных и вертикальных валков по длине очага формовки, поворот каждой половины сборных горизонтальных валков под острым углом к оси формовки и заводку полосы, отличающийся тем, что, с целью повышения качества, предварительно определяют горизонтальную и вертикальную проекции очага формовки с монотонным изменением геометрии поперечных сечений трубной заготовки, разбивают их на ряд параллельных сечений, расположенных перпендикулярно оси формовки, в каждом сечении горизонтальной проекции определяют угол а наклона к оси формовки перпендикуляра к касательной в этом сечении, проведенной к горизонтальной проекции очага формовки, а в вертикальной проекции on- ределяютуглы наклона к вертикали перпендикуляров соответственно к верхней и нижней касательным к проекции монотонного очага формовки, а поворот каждой половины горизонтальных валков осуществляют на угол, равный углу а при этом вертикальные валы также поворачивают, устанавливая оси верхних половин под
углом /3 , а нижних - под углом/.
2. Способ поп, 1, отл и ча ю щи и ся тем, что. с целью настройки валкового инструмента для однорадиусного прямолинейного очага формовки с одним местом изгиба, угол а наклона осей сборных горизонтальных валков к оси формовки при угле формовки трубной заготовки от О до 180° определяют по соотношению
а .(„,(Ех
(
т
а при угле формовки трубной заготовки свыше 180° по соотношению
а |-агс,д(-ВЦ),
)
при этом угол/9 наклона осей верхних половин вертикальных валков к вертикали определяют по соотношению
,(.,n(Ei
-гз(
где В - ширина ленты;
X - расстояние от начала очага формовки до исследуемого сечения;
L - длина очага формовки, а оси нижних половин вертикальных валков располагают вертикально.
)))


| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальная формовочная клеть трубоформовочного стана | 1989 |
|
SU1697921A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2045359C1 |
| СПОСОБ КАЛИБРОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 2006 |
|
RU2292973C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1988 |
|
SU1523210A1 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
| Способ непрерывной формовки трубной заготовки | 1987 |
|
SU1503924A1 |
| Трубоформовочный стан | 1979 |
|
SU902886A1 |
Изобретение относится к обработке металлов давлением, в частности к способам настройки формовочных станов трубоэлектросварочных агрегатов. Цель изобретения - повышение качества формуемых труб. Способ настройки валкового формовочного стана осуществляется следующим образом. В клети стана по длине очага формовки устанавливают сборные горизонтальные и вертикальные валки. Предварительно строят очаг формовки с монотонным изменением геометрии поперечных сечений трубной заготовки, разбивают его на ряд параллельных сечений. В каждом сечении горизонтальной проекции монотонного очага формовки определяют угол α наклона к оси формовки перпендикуляра к касательной в этом сечении к горизонтальной проекции очага формовки. В вертикальной проекции монотонного очага формовки определяют углы наклона к вертикали перпендикуляров соответственно к верхней и нижней касательным к проекции очага формовки. После определения углов осуществляют поворот половин горизонтальных и вертикальных валков и установку их осей под соответствующим углом к оси формовки. Определены математические зависимости для указанных углов для прямолинейного очага формовки с одним местом изгиба. Настройка формовочного стана по описанному способу позволяет воспроизвести естественный конический очаг сворачивания. Это приводит к значительному уменьшению валкового эффекта и, следовательно, уменьшает пики растягивающих напряжений на кромках формуемой трубной заготовки при входе в валковый калибр, а также увеличивает протяженность зоны контактной деформации в каждом локальном валковом калибре. Это уменьшает зону раскрытия (распруживания) трубной заготовки на выходе. 1 з.п.ф-лы, 5 ил.
Таблица 1
Таблица 2
Фиг. 2
ае.З
ФигМ
Фиг. 5
| ВСЕООЮЗНДЯ | 0 |
|
SU376145A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
