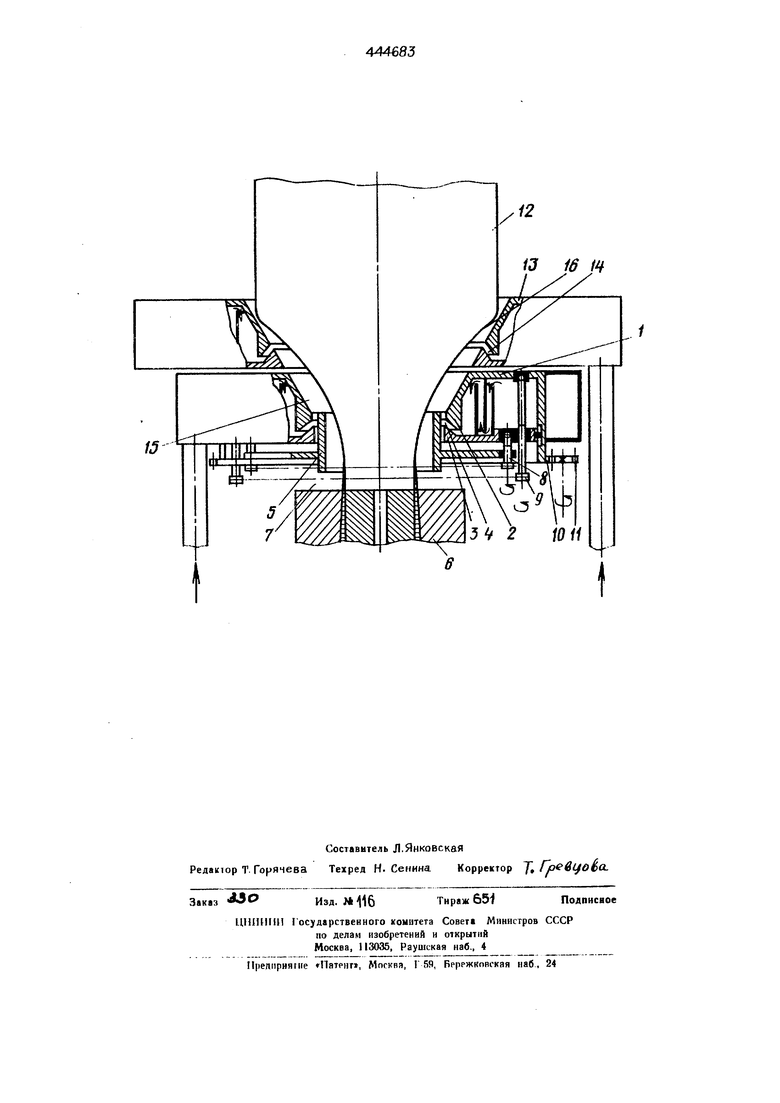
Изобретение относится к технике изготовления рукавных пленок путем экструшфования термопластов с последущеи обработкой. Известно устройство для- охлаящения экструдируемой рукавной полимерной пленки воздухом, вктшчающее установленный над форьодацей головкой корпус, расширяющийся в направлении экструзии, с зтубками, образущими регулируемую щель для подачи воздуха. Цель изобретения - обеспечение возможности подбора оитшлальных параглетров процесса охлаждения Для этого нижняя губка предлагаемого устройства снабжена выступающей над ней цилиЕдрической втулкой, установленной соосно с корпусом с возможностью вертжального перемещения и образущей с форгу щей головкой регулируемый зазор. Корпус может быть устанокяен С возможностью вращения вокру. его центральной оси. На чертеже показано описываемое устройство, общий вид. Оно содержит расширяющийся в направлении экструзии корпус I с губкаГЯи 2 и 3, образующи га регулируемую щель 4 для подачи охлаждакь щего воздуха на рукавную пленку. ШЖняя гуока 3 снабжена цилиндрической втулкой 5, образущей с (:&орь1ующей головкой 6 регулируеьшй зазор 7. Втулка 5 выступает над губкой 3 и может перемещаться в вертикальном направлении с помощью механизма 8. Перемещение губки 3 в вертикальном направлении осуществляется механизмом 9. Корпус I расположен над формующей головкой 6 на шестерне 10, которая связана с приводом для ее вращения посредством шестерни II, благодаря чему корпус I может вращаться вокруг его центральной оси 12. Над корпусом I может быть установлена дополнительная насадка 13 с щелью 14 для прохода охлаждающего воздуха. Выходящий из щели формующей головки 6 пленочнш рукав раздувается до необходЕшых размеров,ох лаждаясь при этом потоком воздуха, подаваемого через щель 7. для устойчивости процесса растяжения пленочного рукава при обдуве его воздухом между расширяющжюя в направлении экструзии корпусом I устройства и пленочным рукавом образуют сужающуюся в направлении экструзии полость 15,. Величина этой полости определяет устойчивость процесса. Величину полости регулируют изменением угла подачи охлаждащего воздуха на пленочный рукав путем иэменешш положения губки 3 и втулки 5. При необходимости увеличения полости угол между пленкой и струей воздуха должен приближаться к 90 . для этого необходшло опустить губку 3 и втулку 5 в нижнее положение с помощью механизмов 8 и 9. Для утлень шешш угла между пленкой и струей губки и втулку плавно перемещают в верхнее голожетше. Увеличению полости в нижней ее части также способствует повышение давле1шя, создаваемого в камере 1П1же выходной щели 4. Величина давления в нижней части полости регуШТруется величиной зазора 7 между втулкой 5 и формующей головкоti G, сообщающего полость 15 с атыоссТ)ерой. При необходимости величина этою зазора может также корректиро ваться первоначальной установкой всего устройства относительно головки. Регулировка зазора между втулкой 5 и голрвкой б позволяет вести устойчьшый процесс охлаждения. Вращением корпуса I достигается раскладка разнотолщинности пленки по першлетру рукава. Вращение способствует также созданию равномерного потока воздуха через выходное сече1ше 16 полости 15, что повышает устойчивость процесса охлаждения. Возникающая при этом в месте выходного сечения 16 дополнительная сила, действующая на пленочный рукав, предотвращает образование складок на пленке. В случае применения дополнительной наса.цки 13 угол наклона щелей 4 и 14 относительно друг друга может выбираться любы1 1 и в некоторых случаях щели могут направлять поток в противоположных направлениях. ПРВДШГГ ИЗОБРЕТЕШШ I. Устройство для охлаадешад экструдируемой рукавной полшлерной плешш воздухом, включакщее устаношенный над формующей головкой корпус, расширяющийся в направлении экструз1ш, с тубкЕит бразующш-Ч ре1улируемую щель для одачи охлаждающего юздуха, итлиащееся тем, что, с целью обеспеения возможности подоора оптимальых параметров гфоцесса охлаждения, ШЖНЯЯ губка снабжена выступаьэдей ад ней цилиндрической втулкой, становленной соосно с корпусом с озможностью вертика1ьно1о перемеения и образущей с; оюрглуищеи гоовкой регулируемый зазор. 2. Устройство по п.Т, отлиащееся тем, что корпус установен с возможностью Bpan ptn-m вощ:)уг го центральной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| Устройство для охлаждения рукавной полимерной пленки | 1977 |
|
SU640852A1 |
| Устройство для изготовления армированного сеткой рукавного изделия | 1979 |
|
SU882760A1 |
| Способ изготовления рукавной полимерной пленки и экструзионная головка для его осуществления | 1979 |
|
SU859178A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1981 |
|
SU1043017A2 |
| Способ изготовления равноплотных рукавных пленок и устройство для его осуществления | 1984 |
|
SU1214455A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПЛАСТМАССОВЫХ ПРОФИЛЕЙ | 2011 |
|
RU2471624C1 |
| Охлаждающее устройство для пленочного рукава | 1984 |
|
SU1500148A3 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |