Изобретение относится к экструзионным головкам для изготовления рукавной полимерной пленки и может быт использовано в различных отрас лях-машиностроения для, герметичного упаковывания коррткомерных изделий группами, . ; По основному авт. Св. 880779 . известна экструзионная голов-ка для изготовления рукавной полимерной . пленки, содержащая корпус, в котором выполнен канал для подачи расплава полимера, полый дорн,. снабженный вкладышем, расположенньдм внутри дор на коаксиально ему, аДори выполнен со сферическим выступом в средней части и установлен между коническими поверхностями корпуса и центрирующего -элемента, который смонтирован с возможностью осевого перемещения-относительно корпуса, причем наружная поверхность формующей части дорна coBi ecTHO с внутренней поверхностью формующей части корпуса головки обра зуют щель для течения расплава полимера, а головка .снабжена удерживающим устройств.ом, вьшЬлненным, в. виде устан.овленного на, торцовой части цен рирующего элемента коаксиально дорну кольца, в радиальных отверстиях , которого смонтированы подпружиненные фиксаторы . Cl . однако известная конструкция- не позволяет осуществлять стабильную до зировку короткомерных изделий, напри мер пЬдшипников качения, поршневых колец, законсервированных.консистент ными смазками при их групповом упако вывании. Объясняется это тем, что изделия, покрытые слоем консистентной смазки, прилипают, одно к другому .,и. для их отделения, требу.ется значительное усилие, которое часто превышает вес одной детали. В последнем случае к комплекту .упаковываемых изделий может прилипнуть, однтэ или несколько лишнихизделий, находящихся в накопителе. Кроме того, для достижения плотно обтяжки упаковываемых изделий экстру дируемым рукавом необходимо со.здават большой зазор между группой изделий находящихся в рукаве, и торцом голов ки со стороны формующей щели. Последнее обстоятельство способствует переохлаждению пленки в зоне указанного зазора, что ведет к ухудшению свариваемости пленки при аапечатываНИИ упаковки, т.е. ухудшается качест во упаковки. :Целью изобретения является повышение качества упаковки путем равно .мерной подачи упаковываемых изделий в полимерный р.укав при групповом уп ковывании . Поставленная цель достигается тем что в эк.струзио.нной головке для изготбвлбния рукавной полимерной плен ки головка снабжена плавающей пружинной двустор.онней цангой с выступами, установленной коаксиально внуттри вкладыша с возможностью возврат- но-поступательного перемещения,. и направляющей втулкой с продольными пазами, сопряженными с выступами цанги, причем по наружному диаметру цанги рыполнен упор, по внутреннему диаметру дорна выполнен бурт для -ограничения хода цанги, а длина бурта выбрана меньше длины выступов цанги. .На фиг. 1 изображена конструкци.я экст уз-ионной головки в сборе, разрез; на фиг. 2 - конструкция цанги, разрез.. -.- ; Экструзионная головка содержит корпус 1., в котором установлен полый дорн 2, удерживаемый центрирующим элементом 3, соединенным с корпусом 1 экструзионной головки резьбовым соединением. Таким образом, центрирующий элемент 3 имеет возможность осевого перемещения относительно корпуса 1 экструзионной головки. Центрирующий элемент 3 и .корп.ус 1 экструзионной головки ВЕЛПОЛНеНЫ с коническими участками 4 и.5/ выполНУйощими роль уплотняющих поверхносттей. Дорн 2 выполнен с-выступающим сферическим участком 6, который также, выполняет роль уплотняющей поверхности и делит дор:н 2 на две части: хвйстОвую часть 7 и фррмующук) часть 8. Дорн 2 установлен между корпусом 1 экструзионной головки и центрирующим, элементом 3 шарнирно путем зажима сферического .участка 6 дорна 2 уплотн.яющими поверхностями конического участка 4 центрирующего элемента 3 и конического.участка 5 корпуса 1 экструзионной толовки. . Наружная поверхность формующей v части 8 дорна 2 совместно с внутренней поверхностью формующей корпуса 1 экструзионной головки образует канал 9.для течения расплава полимера. Внутри дорна 2 коаксиально ему установлен термоизолирующий элемент вкладыш 10, выполненный в виде гильзы, образующей .своей наружной поверхностью с внутренней поверхностью дорна 2 воздушную полость 11. На торцовой части центрирующего элемента 3 коаксиально дорну 2 установлено удерживающее устройство 12, выполненное в виде кольца 13, которое прикреплено центрир5ющими винтами 14 к центрирующему элементу 3. В радиальных отверстиях 15 кольца 13 ус5:ановлены подпружиненные фиксаторы 16 для удержания упаковываемых изделий. Внутри вкладыша 10 коакеиальнр ему установлена с возможностью возвратно-поступательного перемещения плавающая пружинная двусторонняя цанга 17 с выступами 18 и направляющая втулка 19. Направляющая втулка 19 выполнена с продольными пазами 20, в которые входят выступы 18 цанги 1 сопряженные с пазами 20. По наружному диаметру цанги 17 выполнен упор 21, а по внутреннему диаметру дорна 2 выполнен бурт .22, ограничивающий ход цанги. 17, длина которого выбрана меньшей длины выступов 18 цанги 17. . Цанга 17. выполнена с заходной частью -23 (фиг. 2) в виде конуса, об ращенной в сторону направляюще втул ки 19 (фиг. 1). Экструзионная головка работает .. следующим образом.. Экструзионную головку присоединяют с помощью переходника к материаль ному цилиндру экструдера (не показан и через канал 9 эк.стр дируют. распла термопласта. . На, выходе из формующей .щели экстр зионной головки расплав термоплас- . та оформляется в трубчатую рукав- ную пленку. Рукавную оболочку пережимают (не показано) . по периметру до образования сварного шва и о тягивают от экструзионной головки. Упаковываемые изделия группами, одна за другой, подают сквозь ц.ентрдльное отверстие в кольце 13 удер-,. живающегр устройства 12, а затем : через направляющую втулку 19 и двустороннюю цангу 17 в экструдируемую рукавную пленку. Упаковываемые изделия при прохождении отверстия в ;. кольце 13 .удерживающего устройства 1 вдавливают фиксатором 16 в радиальные отверстия 15 кольца 13. После . того как вся группа упаковываемых изделий окажется в полости направл5| ющей втуЛКТГГЭ IT цанги 17, фикса- торы 16 под воздействием пружин возвращаются в исходное положение, пере Крывают входное отверстие кольца 13 и удерживают изделия. Таким образом, направляюЕцая втулка 19 в совокупности с. двусторонней цангой 17 и удерживающим устройством 12 выполняют роль накопителя. После того как вся полость втулки 19 и цанги 17 заполняется упаковываемыми изделиями, следующая группа упаковываемых деталей вытблкнет часть изделий, находящихся внутри цанги 17 в экструдируемый рукав для упаковки. Строгая количественная дозировка упаковываемых изделий осуществляется следующим образом. Длина двусторонней 17 выполнена с учетом длины комплекта упаковываемых изделий. Кргда полость образованная внутренними диаметрами направляющей втулки 19 и двусторонней цанги 17, полностью заполнена упаковываемыми изделиями; то при подаче следующей группы изделий двусторонняя цанга 17 начинает перемещаться совместно с группой находящихся в ней изделий в направлении экструзии, скользя по внутренней поверхности вкладыша 10. В результате того, что выступы 18 цанги 17 сопряжены с пазами 20 направляющей втулки 19 по внутреннему диаметру, при движении цанг.и 17 новая группа упаковываемых изделий беспрепятственно входит в расширяющуюся полость накопителя. Как только двусторонняя цанга 17 своим упором 21 достигнет ограничивающего бурта 22 дорна 2, она перестает перемещаться, а изделия под воздействием толкателя (не показан), .преодолевая усилие цангового пружинного зажима, поступают в экструдируемую рукавную оболочк г. После того как часть изделий (комплект) вытолкнута следующей за.ними частью изделий из цанги 17 в рукавную оболочку, оставшиеся в цанге 17 изделия е-могут самопроизвольно покинуть цангу благодаря тому, что иХ удерживают -пружины цанги 17, а поэтому .цанга 17 под воздействием мае- . сы оставшихся в ней изделий и собственной массы возвращается в нижнее исходное положение (отделение комплекта изделий происходит, таким обра зом под действием массы изделий, находящихся в цанге, и массы самой цанги). Строгая покомплектная дозировка упаковываемых изделий достигается и тем, что изделия подают в пружинную цангу 17 со штырей комплектной дозировки: на один штырь надевается строго один комплект изделий, что обеспечивается его длиной. Затем .толкатель подающего устройства сталкивает комплект изделий со штыря и проталкивает его в пружинную цангу. Поскольку цанга 17 предварительно заполнена изделиями, .то сколько изделий в нее подадут со штыря-дозатора, столько их и выйдет из цанги 17 в приемное устройство (штыри-дозаторы, подающее и приемноеустройства не чертежене показаны). Когда весь комплект упаковываемых изделий помещен в экструдируемую оболочку, приемное устройство захватывает его и удерживает. В момент захвата изделий последующий комплект не подают на протяжении отрезка времени, которое необходимо для заделки торцов упаковки, С помощью центрирующих винтов 14 производится центрирование кольца 13 удерживающего устройства 12 относительно направляющей втулки 19. Использование изобретения позволит обеспечить снижение брака при упаковывании продукции, законсервиро
ванной консистентньми вязкими смазками, например К-17, в результате стабилизации дозировки короткомерных изделийj в частности подшипников, а также за счет интенсификации процесса упаковывания.


| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1977 |
|
SU745703A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU897550A2 |
| Способ изготовления рукавной полимерной пленки и экструзионная головка для его осуществления | 1979 |
|
SU859178A1 |
| Устройство для упаковывания изделий в пленку | 1984 |
|
SU1263576A1 |
| Устройство для упаковки изделийВ плЕНКу | 1979 |
|
SU821297A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| Экструзионная головка для изготовления рукавной полимерной противокоррозионной пленки | 1986 |
|
SU1669745A1 |
| Способ изготовления рукавной полимерной противокоррозионной пленки и экструзионная головка для его осуществления | 1986 |
|
SU1669744A1 |
ЭКСТРУЗИОННАЯ ГОЛОВКА Д ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ ПО авт. св. 880779.-, отлИ чающаяся тем, что/ с целью повышения качества упа,ковки путем равномерной подачи упаковываемых изделий в полимерный рукав при. групповом упаковывании, головка снабжена плавающей пружинной двусторонней цангой с выступами, установленной коаксиально внутри вкладыша- с возможностью возвратно-поступательного перемещения, и направляющей втулкой с продольными пазами, сопряженными с выступами цанги, причем по наружному диаметру цанги выполнен упор, по .внутреннему диаметру дорна выполнен бурт для ограничения хода цанги, а длина бурта выбрана MeHbt.ie длини выступов цаНги.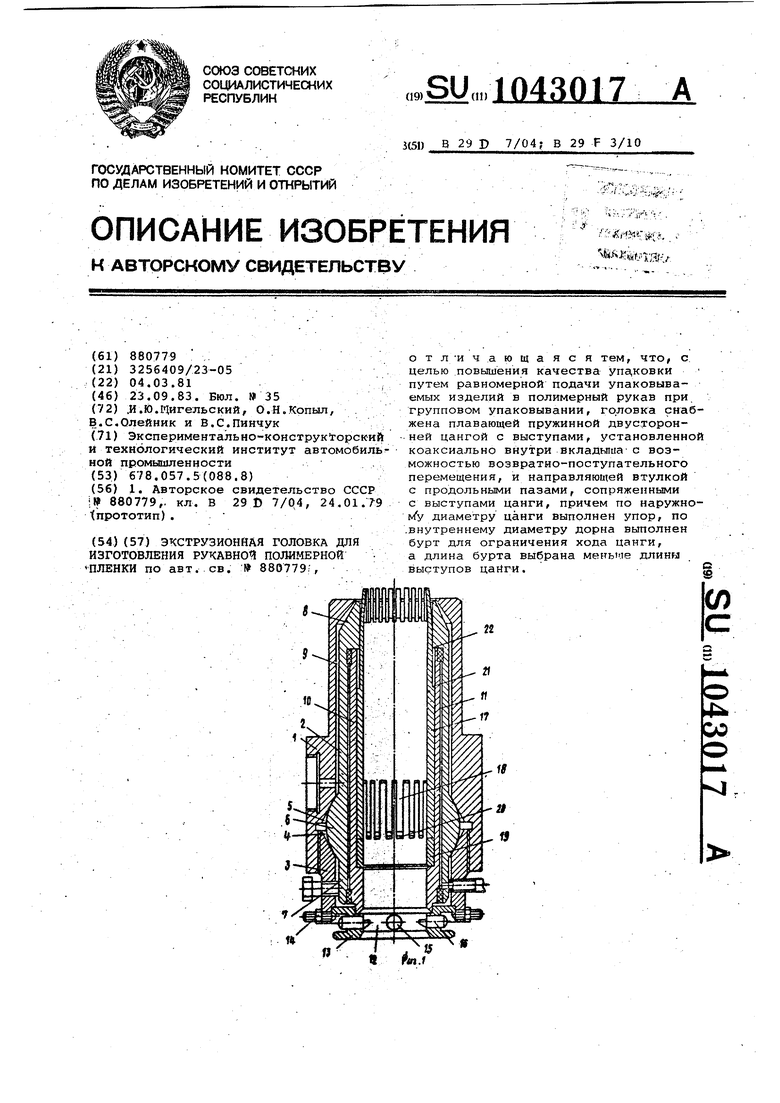
I- /. J JI,
7
i
in. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| tпpoтoтип) | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
