(54) УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ
и сложность конструкции металлопровода (малый срок службы при относительно высокой стоимости).
Известны предложения с механическим перекрыванием канала ногруженной в расплав части металлоировода на периоды сброса давления в камере, которые, однако, трудно реализовать на практике из-за тяжелых условий работы подвижных взаимодействующих деталей, соответствующих устройств в среде жидкого металла (малая надежность, аеариемлемо малый срок с-чужбы;.
Предлагаемая установка отличается от известных тем, что пневмосистема регулирования давления газа в своооднои полости камеры сооощена с последней посредством трубопровода, аиж11ИЙ копед которого погружен в расплав, содержаплиися в камере, на постоянный относительно устья металлопровода уровень, а свооодпая полость трубопровода сообщена с датчиком давления.
Для компенсации искажающсх и влияния возможной негерметичности элементов пневмосистемы, сообщающихся с погруженным трубопроводом, па величину остаточного давления газа в камере в момент прекращения снижения давления по окончапии затвердевапия отливкп в предлагаемо установке 1римепен ресивер, посюяппо со свободной полость О трубопровода.
С целью эконол ии инертного газа в федлагаемои установке имеется линия принудительного перемещеппя газа из камеры в ресивер.
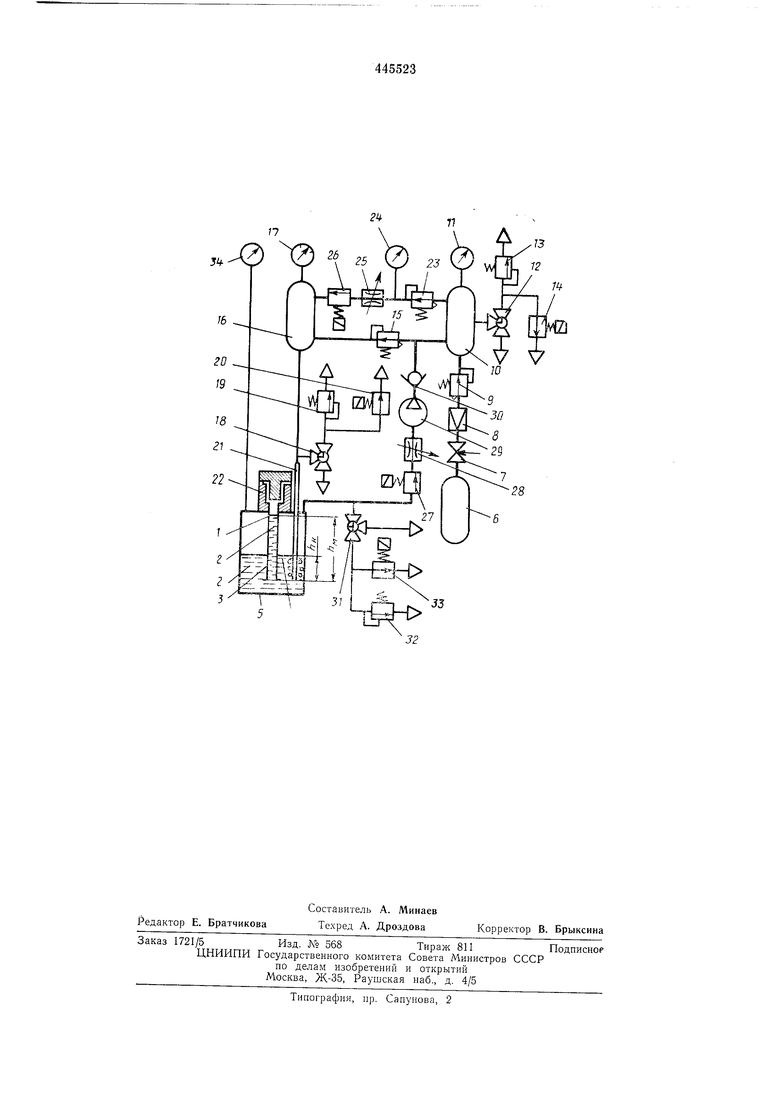
Предлагается уста1 овка для литья од низким давлепием (схема представлена па чертеже), рассчитанная на стаоилизацию уровня 1 расплава 2 в металлопроводе о в промежутки времепи между циклами заливок, а также па автоматическое корректирование давления /-к шах газа над свободной поверхностью 4 в раздаточпой камере 5 в периоды залпвок. Ь качестве рабочей среды для создавания давления предусматривается использование инертного к расплаву газа.
Уста 1овка включает в себя;
-линию источника питания пнертным газом, состоящую из баллона высокого давления 6, вентиля 7, редукционного клапана 8, регулятора давленпя 9 п пптающего рессивера 10 с манометром 11, краном 12, 1 редохранительным клапаном 13 п нормальпо открытым клапаном аварийного сброса давления 14;
-линию стабилизации уровня расплава в металлопроводе, состоящую из регулятора (стабилизатора) давления 15, ресивера 16 с датчиком 17 давления (реле, электрокоптактным манометром пли другим), краном 18, предохранительным клапаном 19 и клапаном аварийного сброса давления 20 и трубопровода 21, нижний открытый конец которого погружеп в расплав в камере па постоянный уровень;
-линию управления заливкой расплава в форму 22, состоящую из регулятора давления 23, ма юметра 24, регулятора скорости 25, нормально за фытого клапана 2б, рессивера 16
1 трубопровода 21;
-- линию С и1жеп 1я давлен Я 1нертного газа над свободной поверхностью расилава в камере io око 1чани затвердевапия отливки н перемещения газа 3 а:мерь в рессивер 10, состоящую, например, из иорл1аль 10 закрытого к:лапана 27, дросселя 28, кол1прессора 29 i обратного клапапа ЬО;
-раздаточн} о ка.иеру 5 с :раном 31, предохрани е иьпыш о2, ла 1аном аваp i Hioro сброса давления 33 и манометром 34. тхеобходимое для стабилизации уровня рас 1лава в металлопроводе (/JM const) избыточное давле1 ие газа Р- в подводящем трубо 1роводе 21 в предлагаемой установке оказывается величипой постоя и-юй (1езависимой от уровня рас 1лава в ) и равно
PJ - -- + - const
где -у - удельный вес расплава, -к - давлепие пнертного газа в камере, урав1 овешива ощее столб расплава в металло роводе высотой (Лщ - Лк).
Макс 1мальпое давление ь трубопроводе 21, иеооходпмое для за 10лпе ия формы 22 высотой Лф рас лаво1 1, О.азывается при этом также, независимо от уровня рас 1лава в камере, остоянным п равно
.:--а-м + .ф)- СОпа1.
Корректирование давлений РК и Рктах в заБ 1спмост ОТ снижения уровня рас 1лава в камере ю мере его расхода па отлпвкп ироисход 1Т адесь автол1ат 1ческн (в рамках вышеуказанных услов и гидростатического равновесня).
Предлагаемая установка работает следующ 1Л1 ооразом.
1. Под -отовка установкп к работе.
Полости ресиверов 10 i 16 и камеры 5 с расплавом 2 разобщаются с атмосферой (в лючепием клапанов 14, 20 и 33).
В ресивере 10 устанавливается давление газа (по манометру 11), превышающее па заданную величину максимальное давле1 пе в трубопроводе 21, необход1н ое для за. .1ьзусмой лнтейпой формы (посредством вентиля 7, клапана 8, регулятора 9).
Кратковременным сообщением ресивера 10 с атмосферой (крапом 12) пропзвод тся промывка его П1ертпь М газом.
Линии подачи 1 1ертного газа в камеру сообщаются с атмосферой (краном 18), регулятор 23 и дроссель открываются па малые давлеппя на выходе (но ма ометру 24 п расходу газа).
Кратковременным включением клапана 26 производится «промывка линий инертным
газом; прекращение «промывки производится переключением крана 18 (разобщением линий с атмосферой), после чего выключается клапан 26.
Производится регулировка (настройка) регулятора 23 и дросселя на рабочие параметры заливки (максимальное давление Яттах и скорость подъема давления).
Производится подъем давления инертного газа в линии стабилизации уровня расплава в металлопроводе до величины РТ yhff (настройкой регулятора 15 по манометру). При этом давление газа в камере над свободной поверхностью расплава автоматически устанавливается равным Л 1( - Лт), обеспечивая подъем свободной поверхности расплава в металлопроводе на заданный уровень AM (за счет перетекания инертного газа из трубопровода 21 в камеру через расплав).
Кратковременным сообщением полости камеры с атмосферой (краном 31) производится «промывка камеры и линии снижения давления в камере инертным газом.
Производится регулировка дросселя 28 на рабочую скорость снижения давления в камере.
Подразумевается, что предохранительные клапаны 13, 19 и 32 отрегулированы предварительно.
2. Работа установки при изготовлении отливок.
Включается клапан 26, открывающий подачу инертного газа в камеру через трубопровод 21 и расплав. Давление в трубопроводе 21 (и ресивере 16) возрастает до велячиаы Рттах со скоростью, зяданной на дросселе - происходнт заполнение формы расплавом. Далее давление РТ max сохраняется до окончания затвердевания отливки. Давление в камере в этот период раВИО Рктах Ртгаах - .
По истечении заданной выдержки времени одновременно выключается клапан 26 и включаются клапан 27 и компрессор 29 (например, по команде реле времени, которое может включаться одновременно с включением клапана 26 в момент начала цикла заливки). Происходит снижение давления инертного газа в камере до величины Pv Pi - yh и в трубопроводе 21 до величины РТ, причем избыток инертного газа из трубопровода 21 переходит через расплав в камеру, а из камеры газ перекачивается в ресивер 10. В момент, когда давление в трубопроводе 21 снижается до РТ . клапан 27 и колшрессор 29 выключаются по команде датчика 17,
после чего давление в трубопроводе 21 до начала следующего цикла сохраняется постоянным, равным сопз1, а давление в камере 5 - соответственно РК РТ - уЛт
const (за счет работы регулятора 15), где /IT - новый (понизившийся в соответствии с расходом расплава на одну отливку) уровень расплава в раздаточной камере. Система готова к следуюнлему циклу заливки.
Ресивер 16 необходим для компе-псации возможных утечек инертного газа из лииии стабилизации уровня, если последняя недостаточно герметична (что часто бывает на практике); заметный уровень утечек может
привести к завышенному давлению в камере в MOMeiiT окончания снижения давления
(/J«-/JT)
Это, а также соображения экономии инертного газа, диктуют требование о важности хорошей герметизации элемеитов пневмоспстемы.
Предмет и з о б р с т е и и я
25
1.Установка для литья под низким давлением, содержащая герметичную раздаточную камеру с жидким сплавом, литейную форму,
расположенную над камерой, металлопровод, сообшаюиип полость камеры с жидким сплаьом и ,)нте1шую форму, н нневмосистему управления давлением газа, отличающаяся тем, что, с целью стабилизации
уровня расплава в устье металлопровода в перноды между заливками для предупреждения насыщения снлаоа окислами н автоматизации корректирования необходимого для заполнения формы расплавом давления газа
в камере в зависимости от сниження уровня расплава в последней, пневлюсистома сообщена с камерой трубопроводом, ннжшц конец которого погружен в расплав на постоянный отпоснтсльпо хстья мсталлонровода уровень,
а свободная полость трубопровода снабжена датчиком давлопия.
2.Установка но п. 1. о т л н ч а ю HI а я с я тем. что она снабжена ресивером, постоянно соединенным со своболно полостью погруженпого Б распла15 трубопровода.
3. становка по пп. 1,2, отличаю щ а яся тем, что она снабжена лпнпей прнпудптельпого перемен1ення газа нз камеры в ннтающий ресивер.
f7
32
32
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под давлением | 1987 |
|
SU1637659A3 |
| СИСТЕМА ПНЕВМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1972 |
|
SU419735A1 |
| Устройство для рафинирования расплавов | 1982 |
|
SU1068501A1 |
| Установка для заливки и дозирования свинца | 1990 |
|
SU1788923A3 |
| Установка для комплексного рафинирования металла | 1990 |
|
SU1759924A1 |
| Установка для литья расплавов под низким давлением преимущественно с противодавлением | 1974 |
|
SU482243A1 |
| УСТРОЙСТВО ЧЕТЫРЕХТАКТНОГО БЕСШАТУННОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, РАБОТАЮЩЕГО НА ПЫЛЕВИДНОМ ТОПЛИВЕ | 2008 |
|
RU2382890C2 |
| Устройство для исследования газовыделения из расплава при вакуумировании | 1987 |
|
SU1528613A1 |
| Устройство для пневматического дозирования расплава | 1984 |
|
SU1186383A2 |
| Машина для литья под низким давлением | 1978 |
|
SU789239A1 |