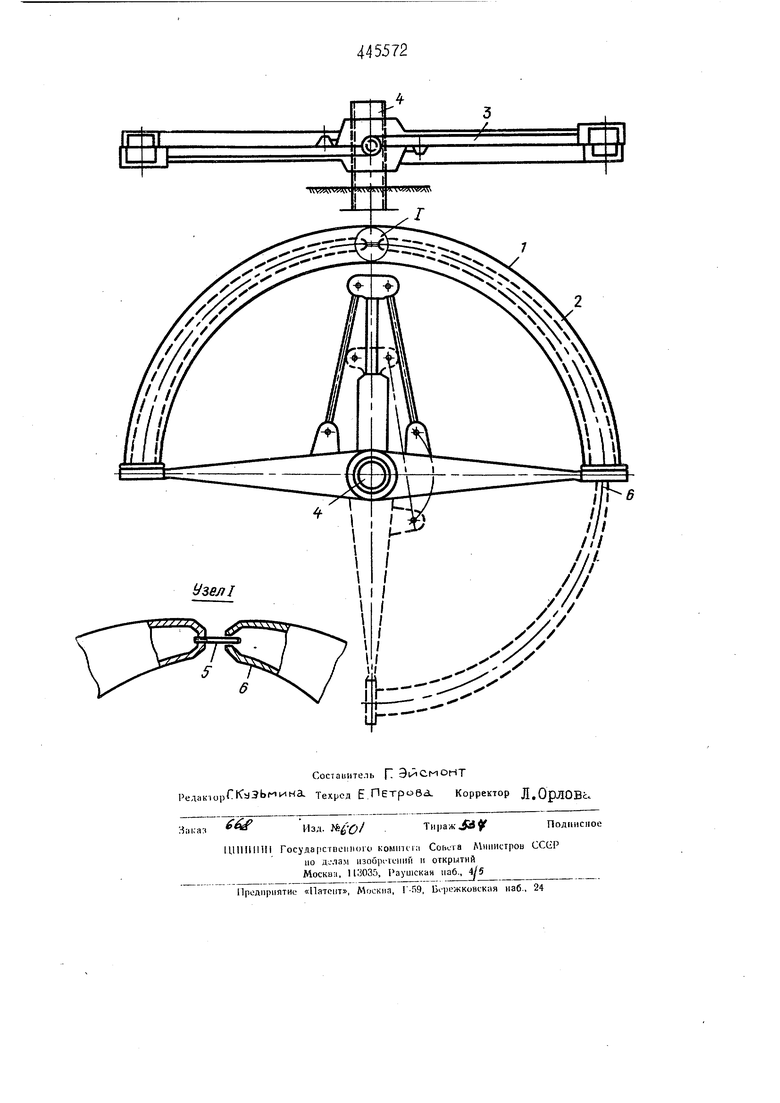
Изобретение может применяться в шахтном строительстве. Известны устройства ддя изготовления криволинейных полых прессованных железобетонных элементтов,включающие форму с криволинейными постоянной кривизны стенками пуансоны. Однако такое устройство имеет ряд недостатков, которые не позволяют получать высококачественные, о одинаковой прочностью по длине железобетонные элементы. Целью изобретения является достижение одинаковой прочности по длине элемента. Это достигается тем, присущие криволинейные пуансоны выполнены с переменным по длине сечением, причем угол нанлона стенки пуансона к стенке формы не превышает угла трения бетонной смеси. Изобретение поясняется чертежом. Устройство состоит из разборной формы I, клиновидных пуансонов 2, которые наружными концами прочно заделаны на концах рычагов 3, имеющих возможность поворачиваться на угол 900 одновременно вокруг вертикальной оси 4 под действием рычажночпарнирного механизма. Внутр нштй конец одного пуансона делается со штоком 5, а другого с гнездом 6, поперечный размер пуансонов у наружного конца устанавливается в соответствии с необходимой толщиной стенки изделия. Стенки пуансонов выполняются таким образом, что угол наклона их к стенке формы не превышает угла трения бетонной смеси. При небольшой длине изготавливаемого изделия уклон пуансонов не позволяет заострять их внутренние концы до нуля,следовательно, в таких случаях возни кает необходимость прадш ия внутренним концам пуансонов большего уклона, чем это требуется. Такие короткие пуансоны выполняются с двойным клином.Пра дшзнных пуанеонах их внутренние Вонцы заостряются до нуля, вариант исполнения устройства с короткими пуансонами приве ден на чертеже.
Устройство работает следующим образом. В форму укладывают арматур ныи каркас и подают расчетное количество бетона, йгаазшо-шарнирным механизмом ъ форму заводят оба пуансона, которые сначала перераспределяют, а затем прессуют бетон. Для повьпцения плоскости, бетон в форме вибрируется. По мере приближения внутренних концов пуансонов друг к другу шток острым концом (даже при некотором отклонении внутренних концов пуансонов от проектного положения) попадает в гнездо и пос тепенно его положение (и разумеется, пуансонов) фиксируется.Следовательно, вероятность несоблюдения заданного расстояния от стенок формы до пуансонов полностью исключается.
Введенные до конца в форму пуансоны своими торцовыми частями не доходят друг до друга на расстояние, вдвое превышающее наибольший размер заполнителя.
Ввиду того, что угол наклона стенок пуансонов к стенкам формы
не превышает угла трения бетонной смеси, можно при затрате иинималь ной работы добиться одинакового преасующего усилия по всей длине пуансонов. Эффект прессования наибольший у наружного конца пуансонов, гдв и будет получен наилучший бетон. Толщина стенок возрастает к внутренним концам пуансонов.Сле довательно, в этом направлении эффект прессования снижается, что компенсируется увеличением толщины стенок изделия. В связи с этим, прочность элемента по длине одинаковая.
По истечении некоторого времени, пуансоны выводятся из-формы, которая затем о прессованным изделием подается на выдержку.
ПРЕДМЕТ ИЗОБРЕТЕНИЯ
Устройство для изготовления криволинейных, полых железобетонг ных элементов прессованием,включающее форму с криволине ными постоянной кривизны стенками и криволинейные пуансоны,о т л и ч а ю щ е е с я теп, что, с целью достижения одинаковой прочности по
длине элемента, прессущие криволинейные пуансоны выполнены с переменным по длине сечением,причем угол наклона стенки пуансона к стенке формы не превышает угла тие5 ния бетонной смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ полых ПРЕССОВАННЫХ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХЭЛЕМЕНТОВ | 1969 |
|
SU234912A1 |
| Пресс-форма для изготовления бетонных и железобетонных криволинейных элементов | 1986 |
|
SU1433805A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Установка для изготовленияжЕлЕзОбЕТОННыХ блОКОВ | 1979 |
|
SU841971A1 |
| Устройство для прессования блоков | 1978 |
|
SU887179A1 |
| Устройство для изготовления криволинейных полых прессованых сборных железобетонных элементов | 1974 |
|
SU526510A2 |
| Установка для изготовления железобетонных изделий методом прессования | 1989 |
|
SU1778002A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |
| ТРАНСПОРТНАЯ РАЗВЯЗКА ПЕРЕСЕЧЕНИЯ МКАД И ЯРОСЛАВСКОГО ШОССЕ | 1998 |
|
RU2139384C1 |
| СТРОИТЕЛЬНАЯ СИСТЕМА С ПОЛЫМИ СТРОИТЕЛЬНЫМИ ДЕТАЛЯМИ С ВЫРЕЗАМИ | 1995 |
|
RU2142541C1 |