Предлагаемое устройство предназначено для изготовления конструкций, применяемых в различных областях строительства.
Известны устройства для изготовления криволинейных 1ПОЛЫХ сборных железобетонных элементов, включающие станину, замкнутую разборную форму и криволинейные клиновидные пуансоны с углом поворота менее 180°.
В предложенном устройстве для улучшения качества изделий форма выполнена с криволинейными стенками постоянной кривизны, плоским днищем и крышкой, скрепленными болтами и закрепленными неподвижно на стенде с помощью фиксаторов. Прессующие криволинейные пуансоны жестко закреплены на концах рычагов механизма, ириводимых во вращение тягами от поперечины, закрепленной на конце штока гидродомкрата двойного действия. Ось вращения и домкрат расиолол ены на среднем радиусе формы.
Пуансоны в сальниках на торцах формы уплотнены резиновыми манжетами.
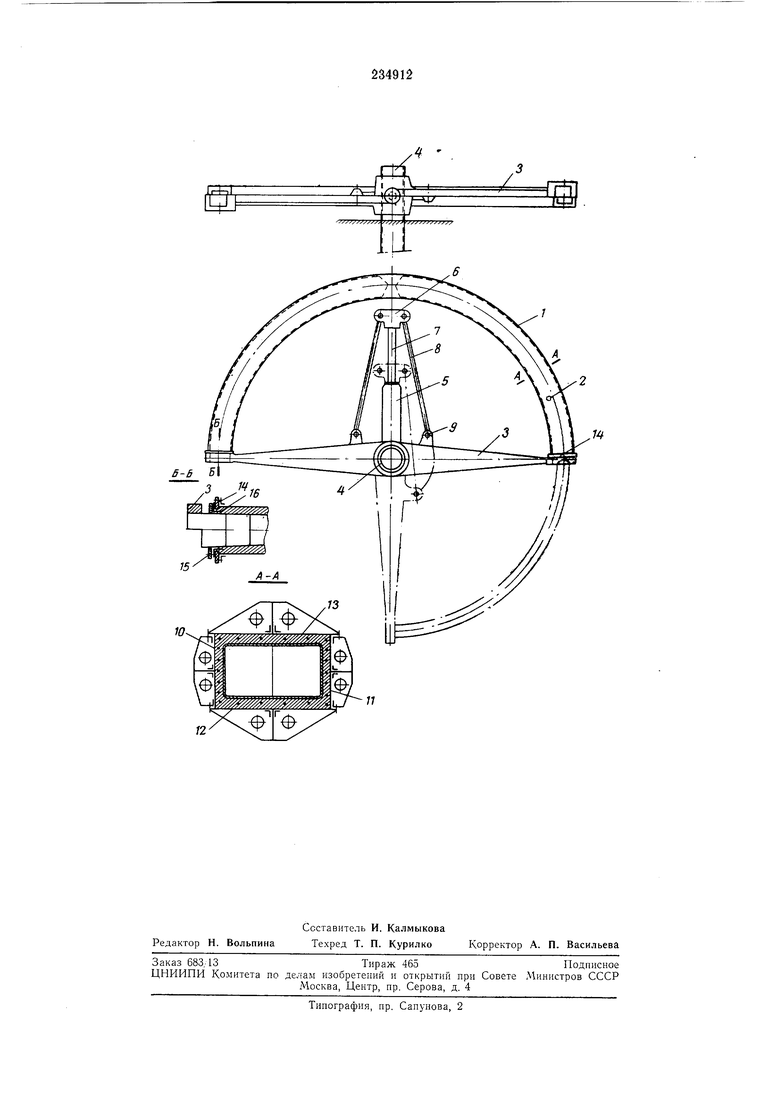
На чертеже изображено предложенное устройство и разрезы по А-А и Б-Б.
Устройство состоит из разборной формы /, клиновидных 1пуансонов 2, которые наружными концами прочно заделаны на концах рычагов 3, поворачивающихся на угол 90° одновременно и синхронно вокруг вертикальной
оси 4 под действием рычажно-шарнирного механизма. Этот механизм расположен в ropiiзонтальной плоскости, проходяи1,ей через ось формы.
Рычажно-шарнирный механизм состоит из гидродомкрата двойного действия 5, установленного вдоль среднего радиуса формы, иоперечины 6, штока 7 поршня домкрата и двух тяг 8, соединенных с поперечиной штока и рычагами 5 при полющи пальцев 9.
Разборная форма состоит из двух криволинейных стенок 10 и // постоянной кривизны, плоских днища /2 и крышки 13, скрепленных болтами и закрепленных неподвижно на стенде с помощью фиксаторов.
В торцах формы расположены сьемиыс уцлотнительные ycrpoitcTBa, состояихие из торцовой пластины 14 с окном, по размеру несколько большим размера пуансона, прижимного фланца 15 и резинового манжета /6, находящегося между пуансоном и кромками окна в пластине 14.
Устройство работает следующим образом.
После установки арматурного каркаса в форму подают рассчитанное количество бетона, занимающее лишь часть объема формы. При помощи рычал но-щарнирного прпводного механизма в форму через ее торцы заводят оба пуансона, которые сначала перераспределяют бетон, а затем прессуют его. Для лучшеro уплотнения бетона на форме установлены вибраторы. Пуансоны, полностью заведенные в форму, несколько не доходят до ее середины, поэтому после прессования там образуется бетонная перемычка. Для выхода воды, отжатой при прессовании, IB стенках формы есть отверстия малого диаметра. Пуансоны в диаметральной и горизонтальной плоскостях имеют малые углы заострения. В процессе -прессования проявляется эффект клина, когда малое усилие по оси клнна создает большое давление на его щеках. Следовательно, сравнительно маломои;ный привод к пуансонам может осуществить высокие удельные давления прессования по всей длине формы. После некоторой выдержки под давлением пуансоны выводятся из формы обратным ходом гидродомкрата, а форма с прессованным изделием подается на пост тепловой обработки. Предмет изобретения 1.Устройство для изготовления-криволинейных полых прессованных сборных железобетонных элементов, включающее станину, замкнутую разборную форму и криволинейные клиновидные пуансоны с углом поворота менее 180°, отличающееся тем, что, -с. целью улучшения качества изделий, форма выполнена с криволинейными -постоянной кривизны стенками, плоским днищем и крышкой, скрепленными болтами и закрепленными неподвижно на стенде с помощью фиксаторов, а прессующие криволинейные пуансоны жестко закреплены на концах рычагов механизма, приводимых во вращение тягами от поперечины, закрепленной на 1конце щтока гидродомкрата двойного действия, причем ось .вращения и расположены на среднем радиусе формы. 2.Устройство по п. 1, отличающееся тем, что пуансоны уплотнены в сальниках на топ.цах формы резиновыми манжетами.
/2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления криволинейных полых прессованых сборных железобетонных элементов | 1974 |
|
SU526510A2 |
| Устройство для изготовления криволинейных полых железобетонных элементов прессованием | 1972 |
|
SU445572A1 |
| Устройство для прессования блоков | 1978 |
|
SU887179A1 |
| Установка для изготовленияжЕлЕзОбЕТОННыХ блОКОВ | 1979 |
|
SU841971A1 |
| Пресс-форма для изготовления бетонных и железобетонных криволинейных элементов | 1986 |
|
SU1433805A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2016 |
|
RU2633932C1 |
| Установка для изготовления железобетонных изделий методом прессования | 1989 |
|
SU1778002A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Устройство для сооружения обделки тоннеля из монолитного бетона | 1985 |
|
SU1270347A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОВЕРХНОСТЕЙ СБОРНОГО КОРПУСА ГРОБА, ПОВЕРХНОСТЬ, ИЗГОТОВЛЕННАЯ УКАЗАННЫМ СПОСОБОМ, И КОРПУС ГРОБА С ГРУППОЙ УКАЗАННЫХ ПОВЕРХНОСТЕЙ | 2017 |
|
RU2746455C2 |