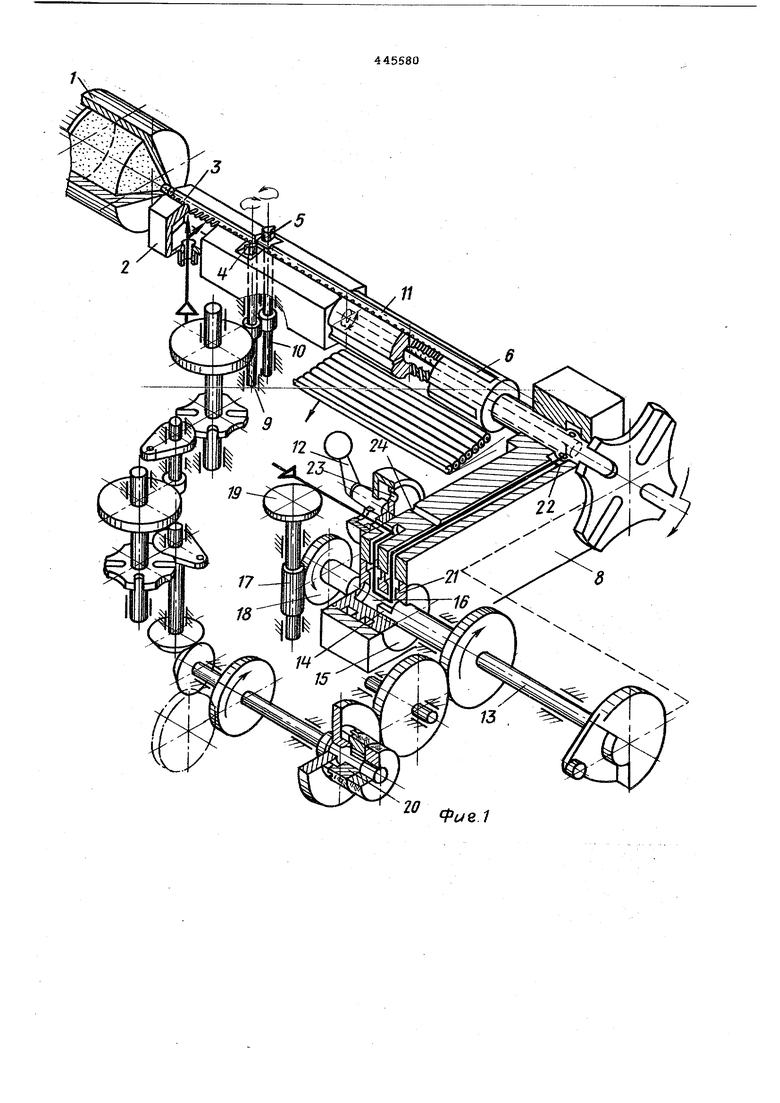
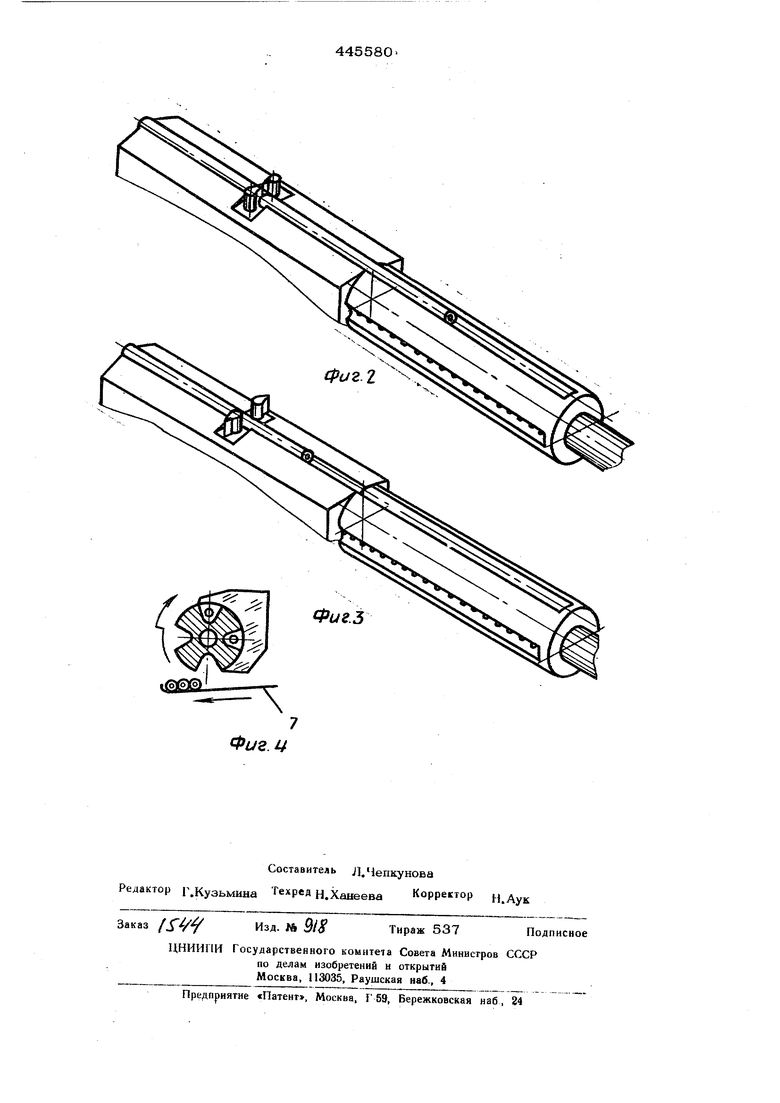
(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ VЗАГОТОВОК РАДИОДЕТАЛЕЙ I непрерывно: протягиваемой заготовки из . мундштука формующей головки и траыо- портирования ее по пяевможелобу к барабану укладки. Пневмокорпус снабжен : средствами для пЬдвода сжатого воздуха ; и множеством отверстий, наклоненных в 1 сторону движения протягиваемой заготовки }для выхода воздуха в пневможелоб. Отсекающие ножи представляют собой острые пластины, закрепленные на двух вертикальных валах 9 и Ю. Ножи получаю периодическое вращательное движение, по. путное движению протягиваемой зaгoтoвки, от привода с помощью системы мальтийс ких и зубчатых передач. Барабан укладки выполнен в виде цилиндра с центральным.; глухим каналом, снаружи снабжен продольными жалобами 11с отверстиями в днищах для выхода воздуха из центрального канала и служит для при;ема отрезанных ножами заготовок и уклад- ки их на подставки. Устройство для подачи сжатого воздуха в центральный канал барабана выполнено в виде корпуса с каналами для подвода воз духа, краном переключения 12 и механизм торможения заготовок, состоящим из вала 13 с зубом 14, регулирующей .втулки 15 с камерой 16, Червячной пары 17-18 и рукоятки 19. Установка работает следующим образом Заготовка от формующей головки 1 экс- трудера принимается шгевможелобом 3 движется по нему на воздущной подущке между отсекающими ножами 4 и 5 к барабану укладки 6., Когда протягиваемая трубка.пройдет мимо ножей на дхшну, равную заданной дли- не заготовки, ножи получают от привода быстрое вращение и соверщавэт один оборот, отрезая заготовку заданной длины (но не большей длины желоба 11 барабана 6) и одновременно подталкивая и ускоряя ее в направлении движения. Аналогично производится отрезка всех последующих заготовок. Отрезанная заготовка, обладая больщей скоростью, чем еще протягиваемая, устрем ляется в желоб, заполняя его. При атом, благодаря наличию в желобе воздущной ; подущки, образованной сжатым воздухом, выходящим из центрального канала бара;бана через отверстия в желобе, обеспечи:ваются хорощие условия перемещения заго товки, способствующие сохранению ее фор-. мы и качества поверхности. Когда заготовка доходит до упора s келобе 11, меж-. ду ней и еще не отрезанной очередной заготовкой образуется разрьш L, . Этот разрыв позволяет барабану 6 беспрепятственно повернуться на 1/4 оборота (если бзграбан выполнен с четырьмя желобами), переместить заготовку на позицию, предществуюшую укладке и приготовиться к риему следук щей 3a roTOBjar nocn jayroiimE j желоб становится против пневможелоба), не Сминаа принятую заготовку и не препятствуя движению последующей заготовки. Начало поворота барабана укладки по отно-i щению к моменту срабатывания отсекающих; ножей регулируется поворотнЪй муфтой 20. Разрыв создается за счет ускорения движе-. ния ножами и удаления их от места отсечения, т.е. отсекающих ножей от барабана укладки на расстояние которое определяется кинематическим расчетом. После отрезки и приема очередной заго- товки барабан укладки снова поворачивается на 1/4 оборота, заготовка перемещает.ся на позицию, предществуюшую укладке, а находившаяся там предыдущая заготовка перемещается на позицию укладки и выпа- дает из желоба 11 на подставку 7. Таким образом, за один оборот отсекающих ножей 4 и 5 барабан укладки поворачивается на 1/4 оборота и на подставку укла- i дывается одна заготовка. Далее аналогич-: ным образом ведется прием и укладка: всех последующих заготовок до полного запоашения подставки 7, после чего транс--; портером производится быстрая смена под-; ставки и процесс продолжается. При увеличении скорости протягивания соответственно увеличивается скорость перемещения отсеченной заготовки, что может привести к деформации ее при ударе в упор желоба 11 барабана укладки. Для исключения деформации в работу вступает механизм торможения заготовок, действующий по прияикпу отключения воздущной подущки в желобах. При вращений вала 13 мальтийского механизма привода барабана укладки зуб 14 перекрывает канал 21 регулирующей втулки 15 при приеме барабаном 6 каждой заготовки. Вследствие этого воздух не поступает в центральный канал барабана 6, воздущная по- дущка в желобе 11 убирается, заг отовка ложится на дно желоба и удара заготовки в упор желоба не происходит. Ширина зуба 14 постоянна но если вращать регули рующую втулку 15 посредством рукоятки 19 и червячной пары 17-18, то зуб 14 будет перекрывать канал 2 1 раньше или
S
позже по отношению к моменту начала поворота барабана укладки, а, следовательно, к моменту подхода заготовки к упору и длительность торможения будет меняться.
Центральный канал барабана 6, питаю- g ший сжатым воздухом желоба 11, может быть связан с магистралью как через ка-., меру 16 регулирующей втулки 15 и ка- : налы 21-22, гак и минуя систему торможения при соответствующем поддженин jg рукоятки крана 12через каналы 21,23, ; 24. Отключение системы торможения ис- , пользуется при наладке на операцию.
Таким образом, благодаря наличию отсе- кающих ножей и механизма укладки описан- 15 ной конструкции, предложенная установка
обеспечивает хорошее качество отрезки и укладки заготовок и высокую производительность. Кроме того, описанная конструкция , механизма укЛадки обладает высокой на- 20, дежностью, что также способствует увеличению скорости протягивания и повышению производительности установки.
D
Предмет изобретения
1.Установка для азгогоьлеция керами4 ческих заготовок радиодеталей по авт. св. № 2821О9, отличающаяся тем, что, с целью повышения качеству отрезки и обеспечения надежности укладки заготовок на подставки, устройство отрезки выполнено в виде периодически вращающихся навстречу друг другу ножей, устаноь ленных перед механизмом укладки, причем ножи и механизм укладки соединены с общим приводом при помощи системы зубратых передач и мальтийских механизмов.
2.Ус1-ановка по п. 1, о т л и ч а ющ а я с я тем, что она выполнена с механизмом торможения, имеющим регулирующую втулку с камерой отключения воздушно подушки, в которой расположены вал с зубом, связанный через зубчатую передачу
с общим приводом. CiQ l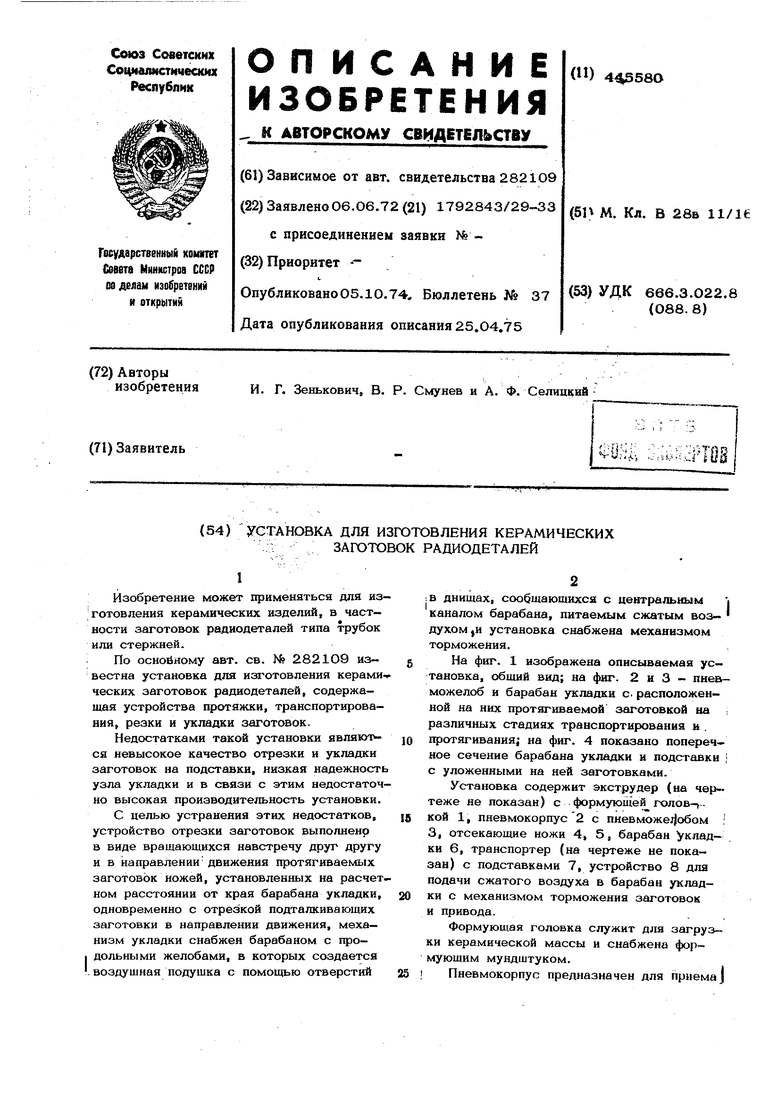
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для протяжки, отрезки, укладки и сушки заготовок ферритовых изделий | 1979 |
|
SU880750A1 |
| Устройство для протяжки,отрезки,укладки и сушки заготовок ферритовых изделий | 1987 |
|
SU1463493A1 |
| Устройство для гибки изделий из проволоки и стержней | 1980 |
|
SU997929A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПАСТООБРАЗНЫХ МАТЕРИАЛОВ | 1982 |
|
SU1078704A1 |
| Гибочная машина полуавтоматического действия | 1989 |
|
SU1706745A2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЗАГОТОВОК РАДИОДЕТАЛЕЙ | 1970 |
|
SU282109A1 |
| Устройство для поперечной резки стержней | 1987 |
|
SU1632783A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Устройство для непрерывной намотки на катушки нитеобразных материалов | 1972 |
|
SU448903A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |