(54 ) УСТРОЙСТВО ДЛЯ ПРОТЯЖКИ, ОТРЕЗКИ, УКЛАДКИ И СУШКИ ЗАГОТОВОК ФЕРРИТОВЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для протяжки,отрезки,укладки и сушки заготовок ферритовых изделий | 1987 |
|
SU1463493A1 |
| Установка для изготовления керамических заготовок радиодеталей | 1972 |
|
SU445580A1 |
| Устройство для укладки и резки керамического бруса | 1980 |
|
SU944936A1 |
| Устройство управления изготовлением керамических заготовок | 1983 |
|
SU1080981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ ДЛЯ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ БРУСА ИЗ ПЛАСТИЧНОЙ МАССЫ | 1999 |
|
RU2167761C2 |
| Автомат для резки и укладки в штабель керамических цилиндрических заготовок | 1990 |
|
SU1736709A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЗАГОТОВОК РАДИОДЕТАЛЕЙ | 1970 |
|
SU282109A1 |
| УСТАНОВКА ДЛЯ ПРОТЯЖКИ, УКЛАДКИ И СУШКИ КЕРАМИЧЕСКИХ ЗАГОТОВОК РАДИОДЕТАЛЕЙ | 1970 |
|
SU266638A1 |
| Устройство для протяжки заготовок из керамической массы | 1989 |
|
SU1675090A1 |
| Автомат для резки и укладки в штабель керамических цилиндрических заготовок | 1990 |
|
SU1787786A1 |
Изобретение относится к производству изделий из ферритов (черной керамики). Известно устройство, осуществляющее протяжку, отрезку, укладку и сушку заготовок, оно включает в себя пресс для протяжки керамической массы и формировашш ее в непрерывный брус определенного профиля, устройство для отрезания части бруса и укладки заготовки на транспортер, сушильную камеру с транспортером 1. Недостатками такого устройства является то что оно допускает контакт движущегося сыро го бруса керамической массы и отрезанных заготовок с неподвижными направляющими указанного устройства, что приводит к деформации, задирам и налипаниям на выходящий из пресса сырой брус и заготовки, налипанию керамической массы на транспортные поверхности установки и частым остановкам в работе с целью очистки транспортных поверхностей, кроме того отрезка заготовок от выходящего сырого керамического бруса осуществляется с упором на опорные (твердые ) поверхности, что приводит к деформации бруса и отрезаемой заготовки в зоне отрезки. Наиболее близким к предлагаемому по технической сущности является автомат формования, отрезки и укладки заготовок радиодеталей трубчатой формы, который включает в себя непрерывно формующий пресс, формующую головку, пневмотранспортер, механизм отсечки заготовок, поворотный многопозициониый барабан с пневможелобами, обпигающей обечайкой и подставками для приема отрезанных заготовок 2. Недостатки данного автомата заключаются в том, что длина отрезаемых заготовок зависит от колебаний скорости формообразования (выхода экструдируемого бруса из формующей головки); загрязнение транспортных поверхностей происходит за счет контакта выступающих за опорные поверхности : готовок заусенцев, образованных при отрезке и контакта заготовок с облегающей обечайкой при повороте барабана, кроме того, происходит деформация заготовЬк при выпадении из-под обечяек на подставки транспортера суцшла.
Цель изобретения - повышение, ладежности работы и улучшение качества заготовок.
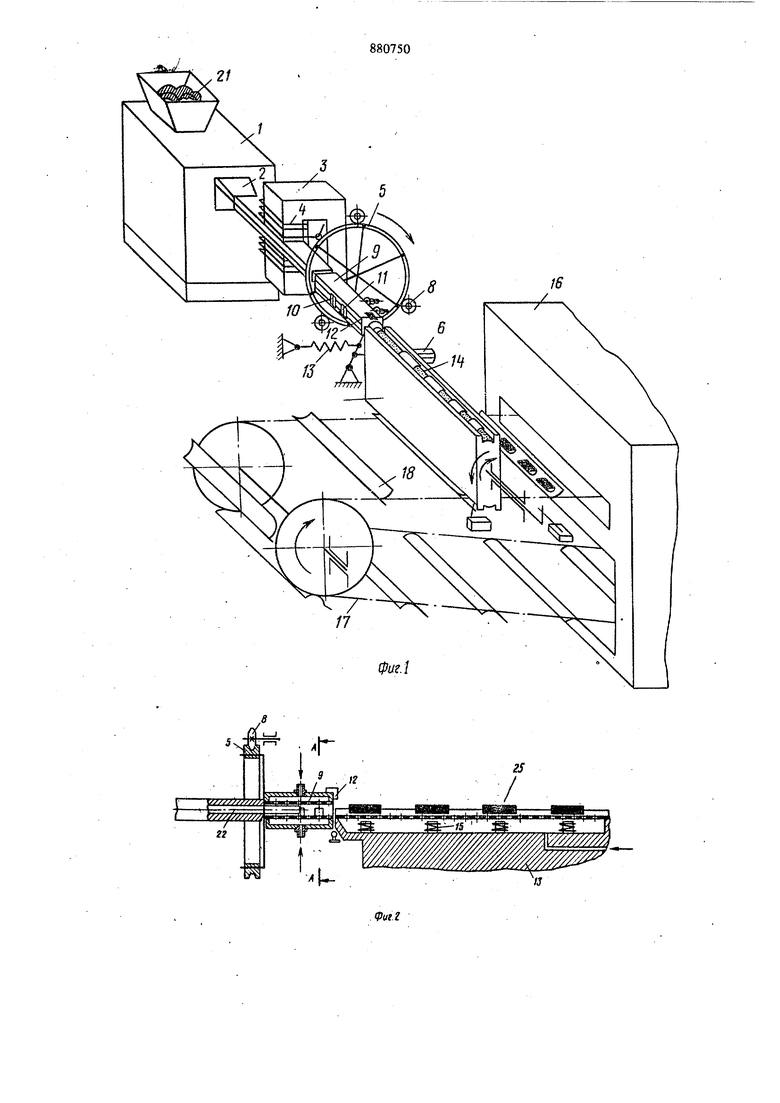
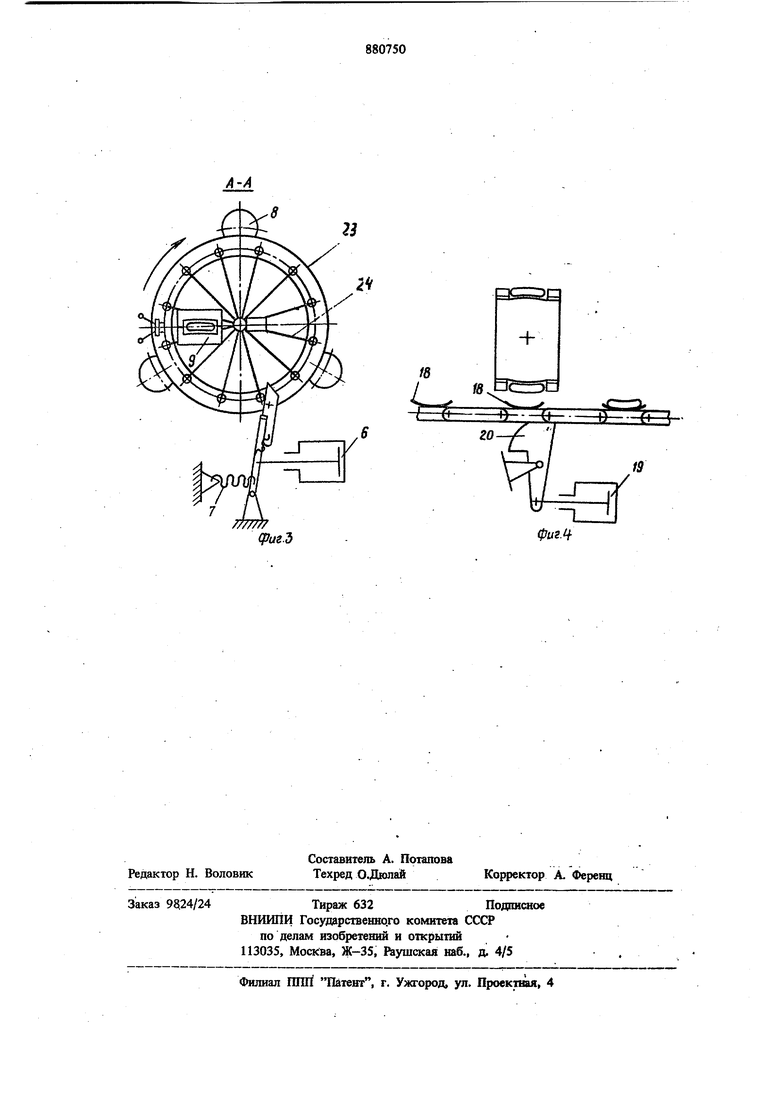
Поставленная цель достигается тем, что в устройстве для протяжки, отрезки, укладки и сушки заготовок ферритовых изделий содержащем пресс для протяжки с формующей головкой, пневмотранспортер, механизм отрезки, многопозиционный поворотный барабан с желобами и сушило с лотками на транспортном органе для укладки отрезашшгх заготовок формующая головка, установлена соосно с пневмотранспортером, имеющим вид тоннеля с высотой, превышающей толщину отрезаемой заготовки с заусенцем и вьшолпснным с верхней воздушной подушкой для опоры отрезаемой перед пневмотранспортером заготовки и нижней воздушной подушкой для ее перемещегшя и с установленными в тошгеле последовательно тремя фотоэлементами, а много позициошгый поворотный барабан, имеет электромагниты, последовательно установленные под пневможелобами, при этом лотки транспортного органа сушила вьшолнения подъемными, и режущий механизм может быть выполнен в виде колеса с диаметрально натянутыми режущими струнами, смонтированного до приемного транспортёра. На фиг. 1 схематично изображена предлагае мая установка; на фиг. 2 - механизм отрезки и приема заготовок, разрез; на фиг. 3 - механизм отрезки заготовок, разрез А-А на фиг. 2; на фиг. 4 - механизм приема заготовок на лотки устройства для . Установка состоит из непрерывно формующего вакуумного пресса 1 с горизонтальной формующей головкой 2 и обхватывающими головку сердечниками текстурующего устройства 3 с намагничивающими катушками 4, механизм 5 отрезки с пневмопр1шодом 6 н возвратной пружиной 7 и направляющими роликами 8, пневмотранспортера 9 с верхней и нижней воздуипЕыми подушками и установлеш ьши на них парами 10 и 11 фотоэлемент - источник света, третьей пары 12, фотоэлемент - освоитель, установленной в окончании пневмотранспортера 9, новоротного многопозиционного барабана 13 с приемными пневможелобами 14 н электромагнитами 15, устройства 16 для сущки заготовок с транспо тером 17 и приемными лотками 18, пневмоцилиндром 19 подъема лотков с кулачками 2 Загружеш1ая масса 21 формируется в голов ке 2 и непрерьшно выходящий брус 22 и поступает в тоннель пневмотранспортера 9, по следовательно, перекрывая сначала первую пару: фотоэлемент-источник света 10, а затем - вторую 11, установленйую на расстоянии, ран ном длине Отрезаемой заготовки от режущей струны механизма отрезки. Затемнение пары 11 является командной на отрезку заготовок
и колесо 23, резко поворачиваясь на шаг под действием возвратной пружины 7 и пневмоцидиндра 6, отрезает заготовку струной 24, проходящей снизу в зазор между формующей головкой 2 и пневмотранспортером. Заготовка при отрезке опирается на верхнюю воздушную подушку то1шеля, за счет чего заусенец при отрезке образуется на верхней поверхности заготовки, не участвующей в дальнейших перемещениях заготовки по воздушным подугшсам. и не загрязняет транспортные поверхности. В связи с тем, что феррнтовая масса прошла через магнитное поле, создаваемое текстурующим устройством 3, она имеет упорядоченную структуру (намагничена) и при отрезке заготовка 25 под действием маг1шт1&1х сил отталкивается от выходящего бруса с высокой скоростью и скользит по нижней воздуншой подушке, образуя в тоннеле полость, в которой за счет воздуха, постоянно поступающего в воздушные подушки, создается зона повышенного давления и заготовка выталкивается в пневможелоб 14 многопозидионного поворотного барабана 13. Проходя из тош1еля 9 на барабан 13, заготовка затемняется и затем, пройдя полностью на барабан, вновь открывает фотоэлемент 12, что является разрешега1ем на поворот барабана для переноса заготовок в Ш1жнее положение и включает последовательное переключение электромагнитов 15 для перемещения и фиксации пршштой на барабан заготовки 25. Одновременное осуществление поворота барабана зависит от положения экструдируемого бруса 22 относительно фотоэлемента Ш, который одновременно вьшолняет две функции: счета до четырех штук заготовок принимаемых на каждый- пневможелоб барабана, после чего фотоэлемент выдаёт команду на возможность поворота барабана и обеспечивает выключение устройства в том случае, если скорость экструзш превышает требуемую по циклу величину и времени на поворот барабана до выхода новой заготовки остается меньше установленной нормь1, так что, если установка не отключена, то поворот барабана совпадает с выходом на. барабан заготовки, что приводит к загрязнешпо транспортных поверхностей н к остановке в работе. Поворот барабана разрешается только в том случае, если выходящая масса к моменту поворота барабана не перекрывает фотоэлемент 10, что означает недостаточность времени на поворот барабана. Для осуществления поворота барабана выполняется еще и третье условие - лоток 18 транспортера сушила 16 должен находиться строго под барабаном, что фиксируется концевым переключателем 26, на который воздействует лоток 18. Заготовка 25 попадая в пневможелоб барабана под действием силы инерции и переключающихся последовательно магнитов 15, перемещается в зависимости от сигнала, поступающего от фотоэлемента Ю на свое порядковое место и фиксируется соответствующим электромагнитом, после набора четырех заготовок 25 барабан переносит заготовки в нижнее положение, действуя на концевой переключатель 27, по этой команде происходит последовательно подъем лотка, отключение электромагнитов 15 для сброса заготовок и возвращение лотка 18 в нижнее положение н перемещение транспортера сушила на щаг. Одновременно сжатый воздух подается в верхний пневможелоб, свободный для приема следующи заготовок. В подаюцдайся. постоянно в процессе работы сжатый воздух и в верхнюю и ннжнюю воздушные подушки тоннеля 9 и в пневможелоба барабана 13 дополнительно для предотвращения насыхания керамической массы на транспортных поверхностях подается смазьшающая жидкость - минеральные масла или керосин.
Технико-экономическая эфективность предлагаемого устройства заключается в улучшении качества получаемых заготовок и повышении производительности труда за счет предотвращения налипания массы на транспортные поверхности воздушных подушек, формирования заусенцев при резке на верхней, не участвующей в транспортировании, поверхности заготовок, предотвращения деформаций заготовок от взаимных столкновений и контактов с обечайками при повороте барабана за счет установки под транспортными поверхностями пневможелобов барабана электромагнитов, обеспечивающих упорядочение перемещение позиционирования и фиксации заготовок, обладающих магнитными свойствами, полученными при проходе массы через формующую головку, а также
предотвращение деформации заготовок при передачи их на лотки сушила.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
с. 40-45.
25
13
2i
СригЪ
