1
Известно устройство для удержания стержня с оправкой при прокатке труб бесконечной длины. Оно содержит профильные центрирующие ролики, размещенные внутри трубы, и связанные со стержнем оправКИ наружные нрофильные приводные или холостые ролики.
Удержание стержня и оправки во время прокатки осуществляется за счет деформации стенок трубы между внутренними .и наружными роликамИ перед прокаткой трубы на оправке. Это требует дополнительной затраты энергии на деформацию перед Прокаткой и при прокатке на оправке.
Предлагаемая сборная оправка позволяет прокатывать прямоугольные и фасонные трубы без прогиба стенок внутрь полости при интенсивном обжатии.
С целью уменьшения энергии деформации нредлагаемая оправка снабжена двумя двуплечими рычагами, качающимися на общей оси, на одних концах которых размещены центрирующие ролики и фрикционные накладки, а на других плечах установлены деформирующий элемент в виде двух рабочих роликов и на пересекающихся, отогнутых к продольной оси, концах рычагов установлены дополнительные на правляющие ролики. Двуплечие рычаги подпружинены спиральной пружиной, надетой на ось рычагов.
Такое исполнение оправки исключает деформацию трубы центрирующими и нанравляющими роликами, обеспечивает самоустановку ее в очаге деформации, связывает центрирующие и направляющие ролики в единую сборочную единицу с деформирующим элементом.
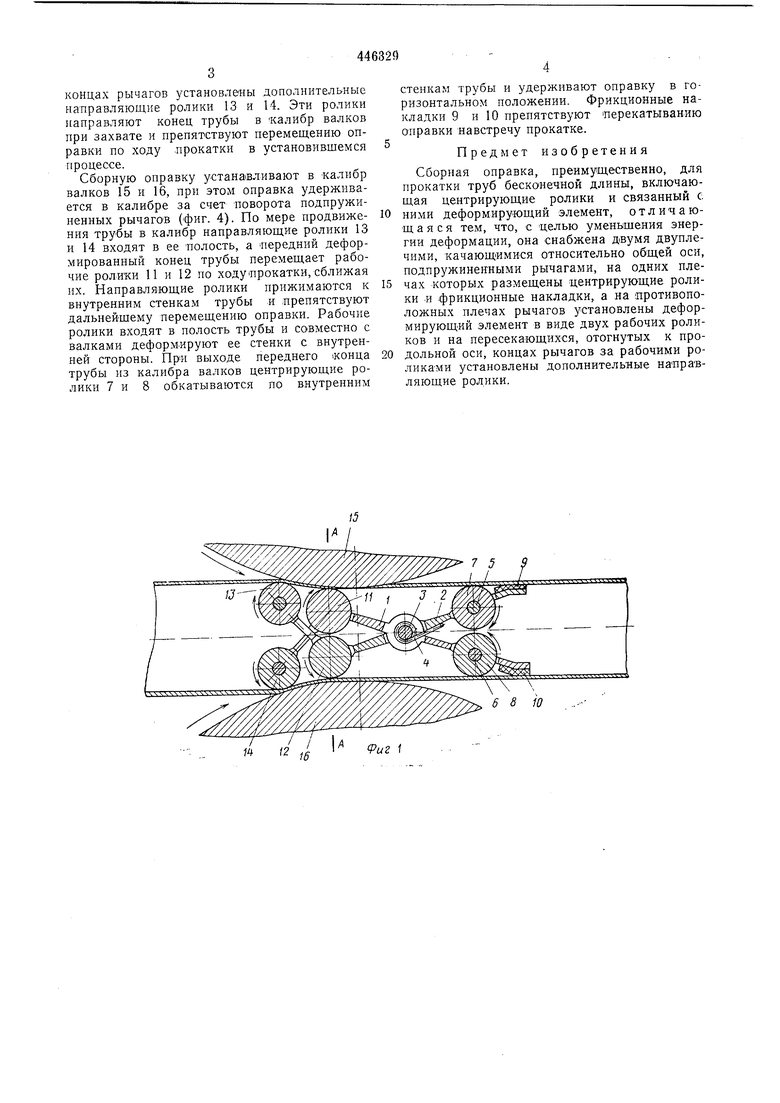
На фиг. 1 представлена сборная оправка, общнй вид; на фпг. 2 - то же, сечение по
А-А на фиг. 1; на фиг. 3 - то , вид сверху; на фиг. 4 - оправка перед подачей трубы в валки.
Все детали оправки установлены на двух двуплечих рычагах 1 п 2, качающихся на общей осп 3. На ось надета спиральная пружина 4, отогнутые концы которой зацеплены с рычага.ми. На осях 5 и 6, закрепленных на концах рычагов, установлены центрирующие ролики 7 п 8. За центрирующими роликами
на рычагах закреплены фрикционные накладки 9 и 10. Противоположные концы рычагов снабжены деформирующими элементами в виде рабочих роликов 11 и 12. Рабочие ролики -ВО время прокатки взаимно обкатываются свон.ми бочками и создают противодавление валкам стана с внутренней стороны трубы. Сумма диаметров рабочих роликов и их лрофиль определяют размер и внутренний профиль трубы. На пересекающихся, отогнутых к продольной оси оправки,
концах рычагов установлены дополнительные направляющие ролики 13 и 14. Эти ролики нанравляют конец трубы в калибр валков при захвате и препятствуют перемещению оправки по ходу лрокатки в установивщемся процессе.
Сборную оправку устанавливают в калибр валков 15 н 16, при этом оправка удерживается в калибре за счет поворота подпружиненных рычагов (фиг. 4). По мере продвижения трубы в калибр направляющие ролики 13 и 14 входят в ее полость, а Передний деформированный конец трубы перемещает рабочие ролики 11 и 12 по ходупрокатки, сближая их. Направляющие ролики прижимаются к внутренним стенкам трубы и препятствуют дальнейшему перемещению оправки. Рабочие ролики входят в полость трубы и совместно с валками деформ.ируют ее стенки с внутренней стороны. При выходе переднего «онца трубы из калибра валков центрирующие ролики 7 и 8 обкатываются по внутренним
стенкам трубы и удерживают оправку в горизонтальном положении. Фрикционные накладки 9 и 10 препятствуют перекатыванию оправки навстречу прокатке.
Предмет изобретения
Сборная оправка, преимущественно, для прокатки труб бесконечной длины, включающая центрирующие ролики и связанный с. ними деформирующий элемент, отличающаяся тем, что, с щелью уменьщения энергии деформации, она снабжена двумя двуплечими, качающимися относительно общей оси, подпружиненными рычагами, на одних плечах которых размещены центрирующие ролики и фрикционные накладки, а на противоположных плечах рычагов установлены деформируюЩИй элемент в виде двух рабочих роликов и на пересекающихся, отогнутых к продольной оси, концах рычагов за рабочими роликами установлены дополнительные направляющие ролики.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЯНУЩЕЕ УСТРОЙСТВО | 2001 |
|
RU2205710C1 |
| СТАН ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU196692A1 |
| ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО ПРОКАТНОГО СТЕРЖНЯ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2352413C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| Механизм установки оправки автоматического трубопрокатного стана | 1976 |
|
SU747545A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| Механизм установки оправки автоматического трубопрокатного стана | 1979 |
|
SU869877A2 |

, ----э-в- «.-- - - v
v-- ччх чХ- .:,
. Hi-S
-г;::- f
. f5
/
/2. f
