. 1 - Изобретение относится к трубному производству, в частности к получению гч ячекатаных станах продольной прокатки и является усовершенствованием известного устройства, описанного в авт.св. NO 747545. В основном изобретении по авт. св. , № 747545 описан механизм для ycrajtOBки О1фавки автоматического трубопрокат ного стана, включающий стационарные нак лонные .направляющие, размещенную концами в них траверсу, укрепленную на ней нижнюю проводку и рычажный привод ее возвратно-поступательного перемещения, и снабженный поворотным.двуплечим рычагом шарнирно закрепленным в нижней проводке, одно плечо которого с(фофилировано с одной стороны как дно проводки, а с другой - в форме желоба использовании механизма на автоматическом трубопрокатном стане со значт-ельной длиной упорного стержня (14м) возникает необходимость удерживать нижнюю проводку с траверсой в верхнем noложении до конца прокатки с поднятым .двуплечим рычагом (рабочее плечо устаношхено вертшЕальноГ. Такое положение вызвано тем, что длинный стержень под действием осевснго усюаня прокатки претерпевает значительную деформацию и после прсжатки выстреливает оправку с наконечником так, что эта сборка оказывается за пределами нижней проводки. Когда проводка находнт.ся в верхнем положении, рабочий отросток двуплечего рычага опушен н не может удержать ощэавку с наконечником. Механизм не обеспечивает нормальную работу, так как поворотный двуплечий рычаг жёстко связан с приводом траверсы. Целью изобретения является повышение надежности работы механизма Это достигается тем, что в механизме установки оправки автоматического трубопрокатного стана по авт. св. № 747545 нижняя проводка выполнена охлаждаемой к составной из верхней части в виде лотка с раструбом .я нижней в виде корпуса, на
KOTOptM установлен двуплечий рычаг, снабженный приводом поворЬта.
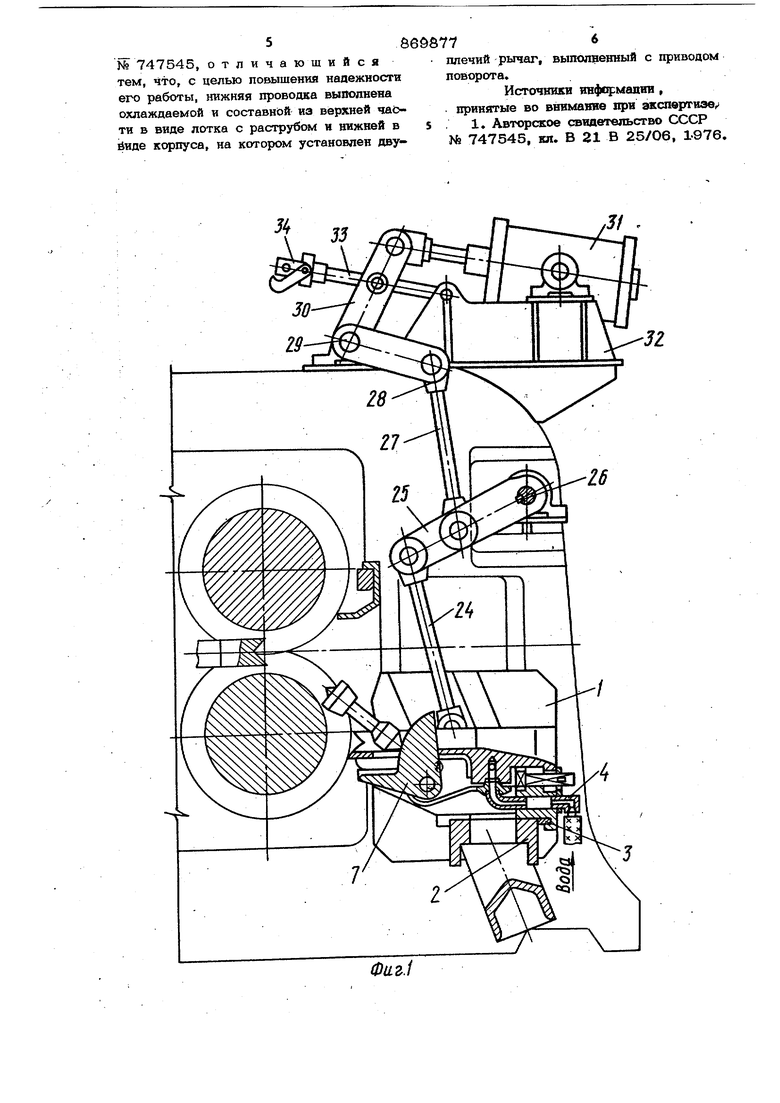
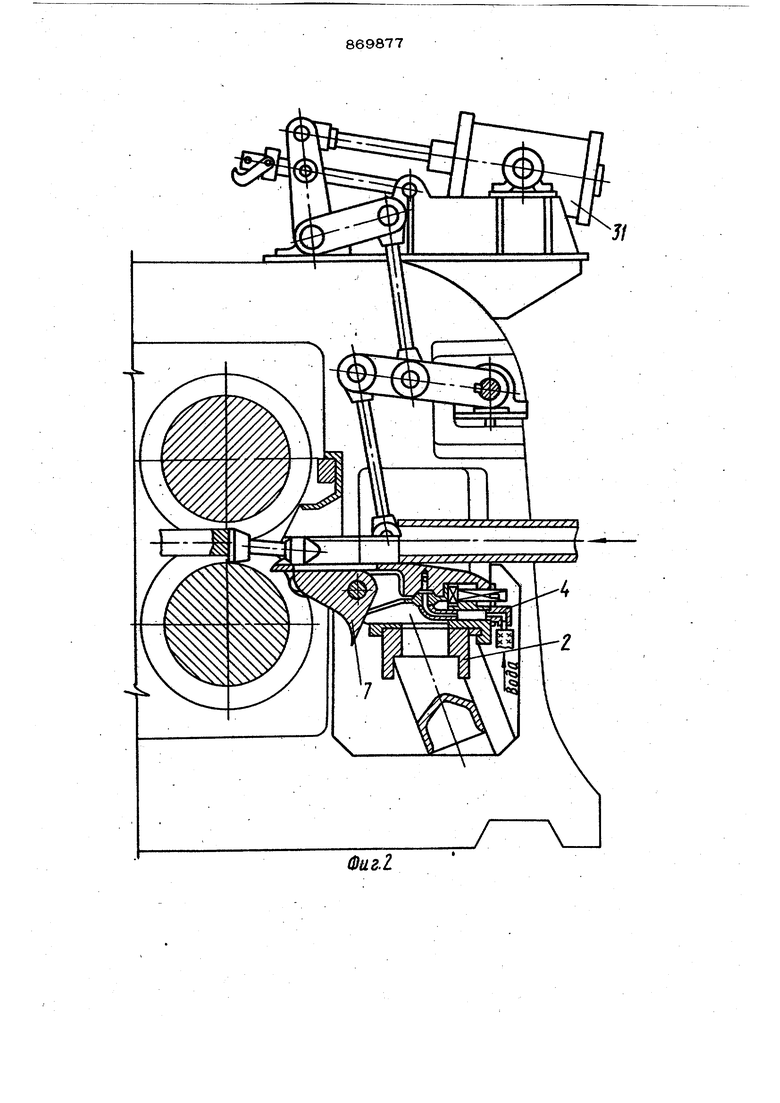
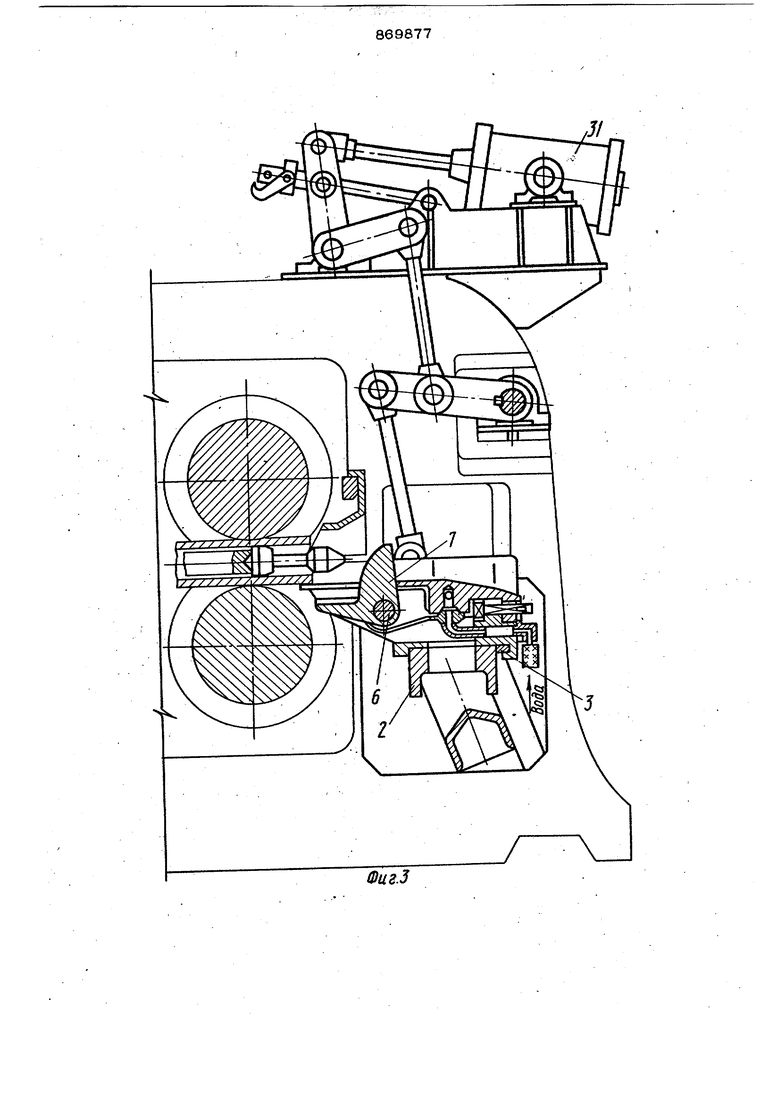
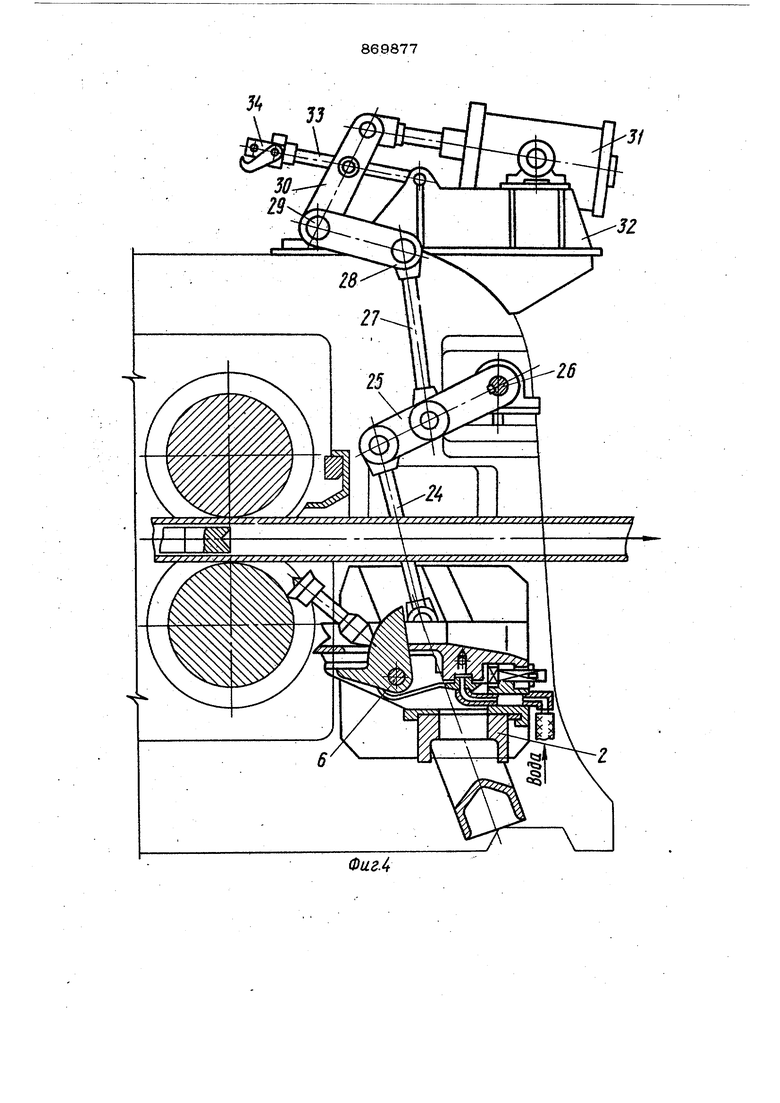
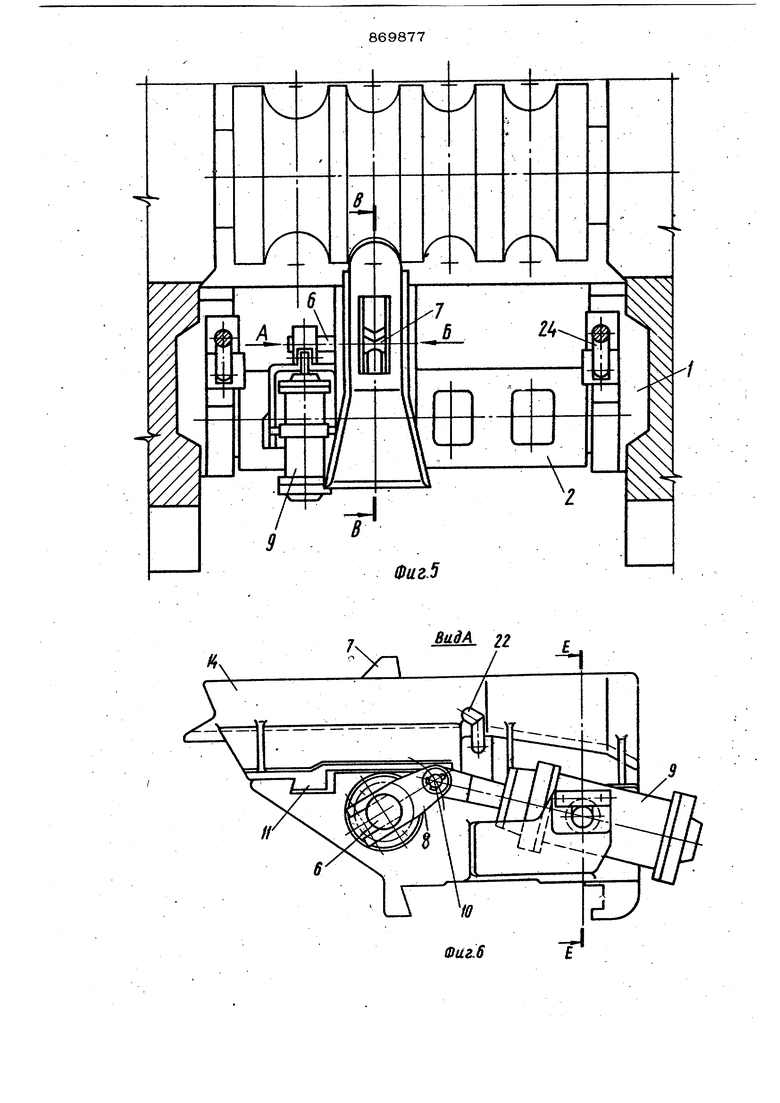
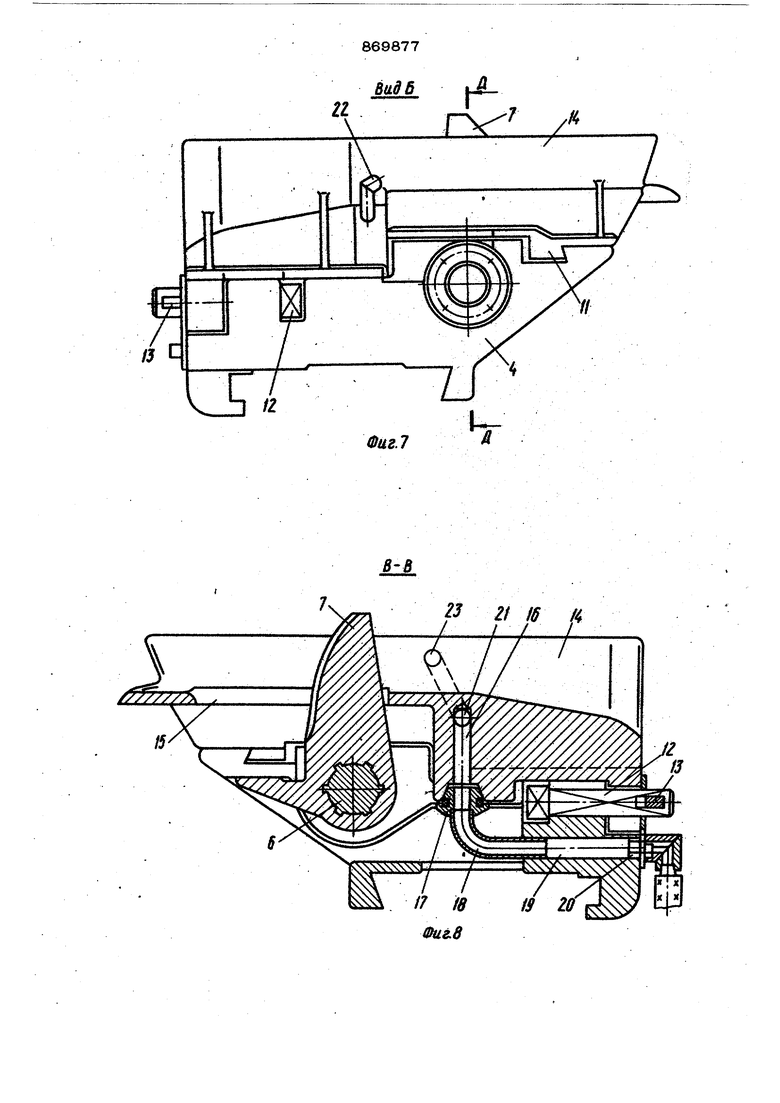
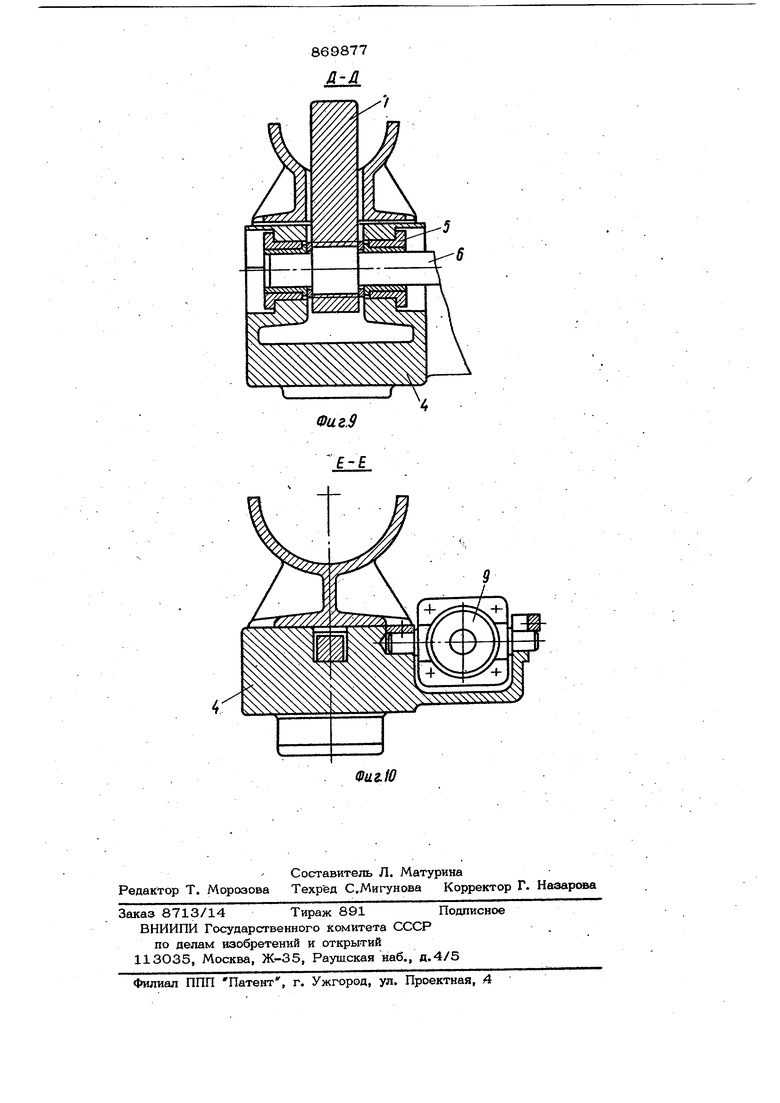
На фиг. 1 изображен схематически предлагаемый. механизм в исходном пбложении;на фиг. 2 - нижняя проводка в верхнем положении, оправка подготовлена к прокатке; на фиг. 3 - положение механизма в конце прокатки трубы; на фиг, 4положение механизма во время выдачи трубы на передней, стол; на фиг. 5 - механизМ, в плане (без привода);,, на фиг.6вид по стрелке А на фиг. 5;.. на фиг. 7вид по стрелке Б на фиг. 5;на фиг. 8- разрез В-В на фиг. 5; на фиг. 9 - раз- , рез Д-Д на фиг. 7; на фиг. 10 - разрез В-Е на фиг. 6.
Механизм вкшочает две плиты 1, прикрепленные к станинам рабочей клети с внутренней стороны и имеющие наклон ные направляющие, с которых установлена кониами в виде ползунов траверса 2, на которой с помощью клина 3 закреплен корпус 4 нижней проводки. В корпусе на подшипниковых опорах 5 смонтирован вал 6 с двуплечим рычагом 7, одно плечо которого с внутренней стороны С1фофилировано El форме желоба, и жестко закрепленным рычагом 8, соединенным с приводом поворота двуплечего рычага в виде пневматического цилиндра 9, шток которого при помощи палъаа Ю соединен с рычагом 8.
Верхняя часть проводки удерживается на корпусе при помощи прилива 11, болта 12 и клина 13,: выполненав виде лотка с раструбом 14 и имеет окно 15 для рабочего отростка двуплечего рычага 7, В верхней части проводки выполнен вертикальный канал 16, причем начало канала расширено. В это расширение входит конус 17, закрепленный на трубке 18, вставленной в канал 19 корпуса. С наружной стороны к корпусу приварен штуцер 2О, . по дсоторому охлаждающая жидкость поступает на оправку через горизонтальный канал 21, патрубки 22 и отверстия 23.
Траверса имеет привод возвратно-поступательного перемещения в виде тяг 24 рычагов 25, насаженных на- вал 26. Тяги при помощи шатунов 27 соединены с IHJчагами 28, насаженными жестко на вал
29,на котором жестко закреплен рычаг
30,шарнирно связанный с штоком пневматвпеского цилиндра 31. Опоры вала и пневматический цилиндр установлены на раме 32, на которой Щарнирно закреплена штанга 33 с гайкой 34,предназначенны для регулировки величины подъема траверсы с нижней проводкой путем ограничения величины хода пневматического цилиндра. Работает механизм следующим образом Перед началом работы на траверсу 2 устанавливают (против соответствующего калибра) нижнюю проводку, к ней подключают сжатый воздух и охлаждающую жидкость. Оправка с наконечником установлены как показано на фиг. 1. Для досылки оправки в очаг деформации подается команда на пневматический цилиндр 31. Через систему рычагов и тяг траверса начинает двигаться вверх. При подходе траверсы к верхнему положению подают команду на пневматический цилиндр. 9, и двуплечий рычаг 7 разворачивается, при этом его рабочее плечо толкает наконечник с оправкой в валки. В конечной точке движения проводки рычаг занимает положение, показанное на фиг. 2, оправка досылается к упорному стержню.
После задачи трубы в валки нижнюю проводку можно перевести в исходное положение и по окончании процесса прокатки оправка с наконечником упадет на двуплечий рычаг 7.
В том случае, если упор.1й стержень достаточно длинный, для исключения выброса отфавки и захвата ее после прсягатки поступают следующим образом. После досылки оправки к упориому стержню траверсу с нижней проводкой удерживают в верхнем положении. Перед конц1 «1 прок1эт- ки подают команду на пневматический цилиндр 9. Подъем двуплечегю рычага oi раничивается гильзой-трубой. Как только труба уходит из зоны двуплечего рычага, последний развсфа ивается и занимает; положение, показанное на фиг, 3. По окончании прокатили оправки ударяется о,а рабочее плечо рычага и уже вместе с нижней проводкой опускается, т.е. занимает исходное положение. В дальнейшем бее операции псюторяются.
Настройка нижней проводки по высоте осуществляется гайкой 34, которая orpistничивает длину хода пневматического цилиндра 31. .
Применение независимого привода двуплечего рычага и сборной проводки резко сокращает время, необходимое для перестройки стана при изменении диаметрп прокатываемых труб. Кроме того, полностью исключаются случаи выброса оправки за пределы механизма после конца., прокатки.Формула изобретенияМеханизм установки оправки автоматического трубопрокатного стана по авт.св. № 747545, о т л и ч а ю ш и и с я тем, что, с целью повышентм надежности его работы, нижняя проводка выполнена охлаждаемой и составной из верхней части в виде лотка с раструбом и нижней в йиде корпуса, на котором установлен дву6656776 плечий рычаг, выполненный с приводом поворота. Источники инфсрмаднв , . принятые во внимание при экспертизе, 1, Авторское свидетельство СССР 747545, кл. В 21 В 25/О6, 1-976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм установки оправки автоматического трубопрокатного стана | 1976 |
|
SU747545A1 |
| МЕХАНИЗМ ДЛЯ СМЕНЫ ОПРАВОК НА АВТОМАТИЧЕСКОМ ТРУВОПРОКАТНОЛ^ СТАНЕ | 1962 |
|
SU151280A1 |
| Механизм смены оправок автоматического трубопрокатного стана | 1974 |
|
SU505458A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Устройство для непрерывной прокатки труб в раскатном стане трубопрокатной установки | 1961 |
|
SU148774A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Устройство для установки оправки на трубопрокатном стане | 1981 |
|
SU1039597A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| Механизм смены оправок трубопрокат-НОгО CTAHA | 1979 |
|
SU831241A1 |
| Автоматический двухклетьевой трубопрокатный стан | 1960 |
|
SU132176A1 |
Фиг2
Фиг.3
Фиг4
Фиг.6 ЫВ ФигЛ г/ с /ff
