1
Изобретение относится к волочильному производству.
Известно устройство для волочения изделий в режиме гидродинамического трения, включающее рабочие инструменты, в том числе по меньшей мере одну рабочую волоку и неподвижно установленные перед ними напорные элементы.
Цель изобретения - уменьшить расход металла на захватку, и обеспечить устойчивый гидродинамический режим в процессе волочения.
Это достигается тем, что напорные элементы выполнены из эластичного материала, например из пластмассы.
В качестве материала могут служить капрон с наполнителями, полиформальдегид, фторопласт-4 с наполнителями и т. п., обладающие стойкостью к износу, сравнимой со стойкостью материала рабочего инструмента. Кроме того, напорные элементы выполняют и роль уплотнения.
На фиг. 1 изображен один из вариантов предлагаемого устройства с установкой эластичных напорных элементов перед волокой; на фиг. 2 - то же, другой вариант крепления элементов; на фиг. 3 - вариант устройства с установкой напорных эластичных элементов на хвостовике плавающей оправки; на фиг. 4- напорные элементы, установленные как перед
волокой, так и на оправке; на фиг. 5 - полые напорные элементы.
На фиг. 1 волока 1 установлена в разрезном стакане 2, помещенном в корпусе 3, и
фиксируется в осевом направлении при помощи накидной гайки 4, имеющей внутреннюю цилиндрическую ступенчатую поверхность, которая служит для размещения перед волокой 1 напорных эластичных элементов 5, 6 и 7.
Элементы 5, 6 и 7 образуют между собой, а также в сочетании с обрабатываемым изделием 8 полости 9, 10 и 11, сужающиеся в направлении волочения. Элементы 5, 6 и 7 закреплены в гайке 4 одним из известных способов, например, при помощи втулки 12 и шайбы 13 с болтами 14 и опираются на кольца 16. Между гайкой 4 и волокой 1 помещена уплотнительная шайба 15.
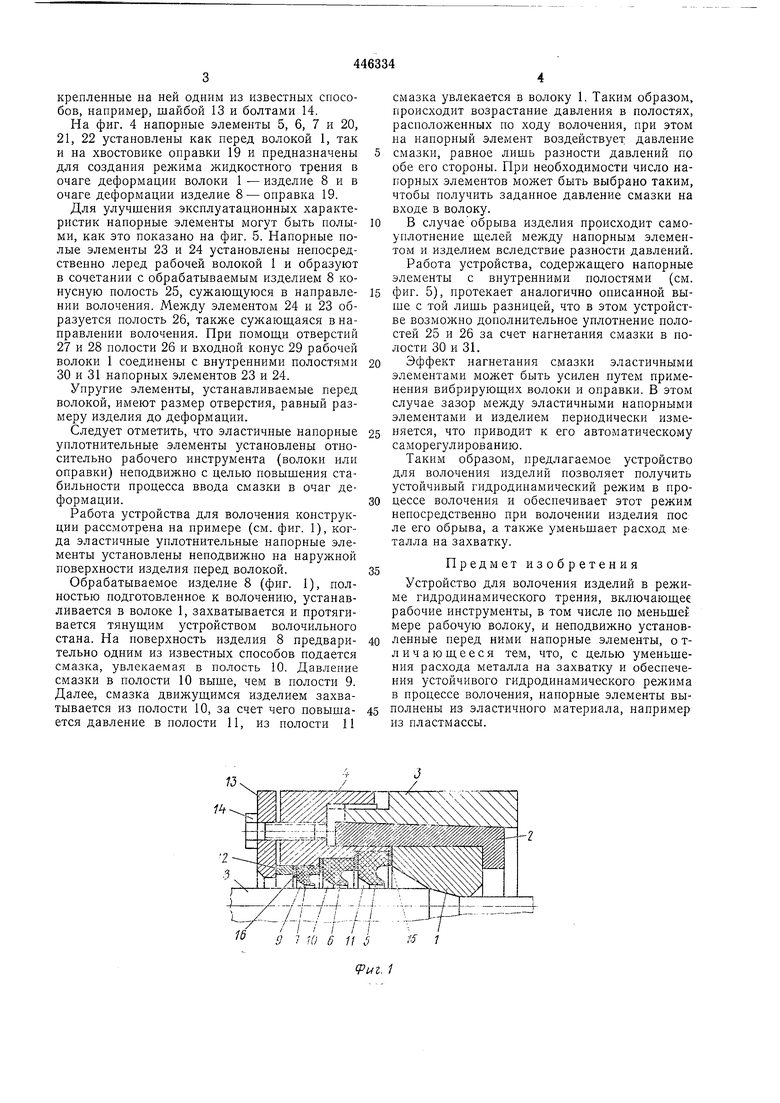
На фиг. 2 волока 1 запрессована в корпус 3.
К корпусу 3 крепится фланец 17 с резьбой на наружной поверхности и с внутренней цилиндрической ступенчатой поверхностью. Перед волокой 1 в корпусе 3 и фланце 17 установлены напорные элементы 5, 6 п 7, закрепленные
в осевом направлении, например, втулкой 12 и гайкой 4. Между корпусом 3 и фланцем 17 помещена уплотнптельная шайба 18, элементы 5, 6 и 7 опираются на кольца 16. На фиг. 3 на заднем хвостовике оправки 19
помещены напорные элементы 5, 6 п 7, закрепленные на ней одним из известных способов, например, шайбой 13 и болтами 14.
На фиг. 4 нанорные элементы 5, 6, 7 и 20, 21, 22 установлены как перед волокой 1, так и на хвостовике оправки 19 и предназначены для создания режима жидкостного трения в очаге деформации волоки 1 - изделие 8 и в очаге деформации изделие 8 - оправка 19.
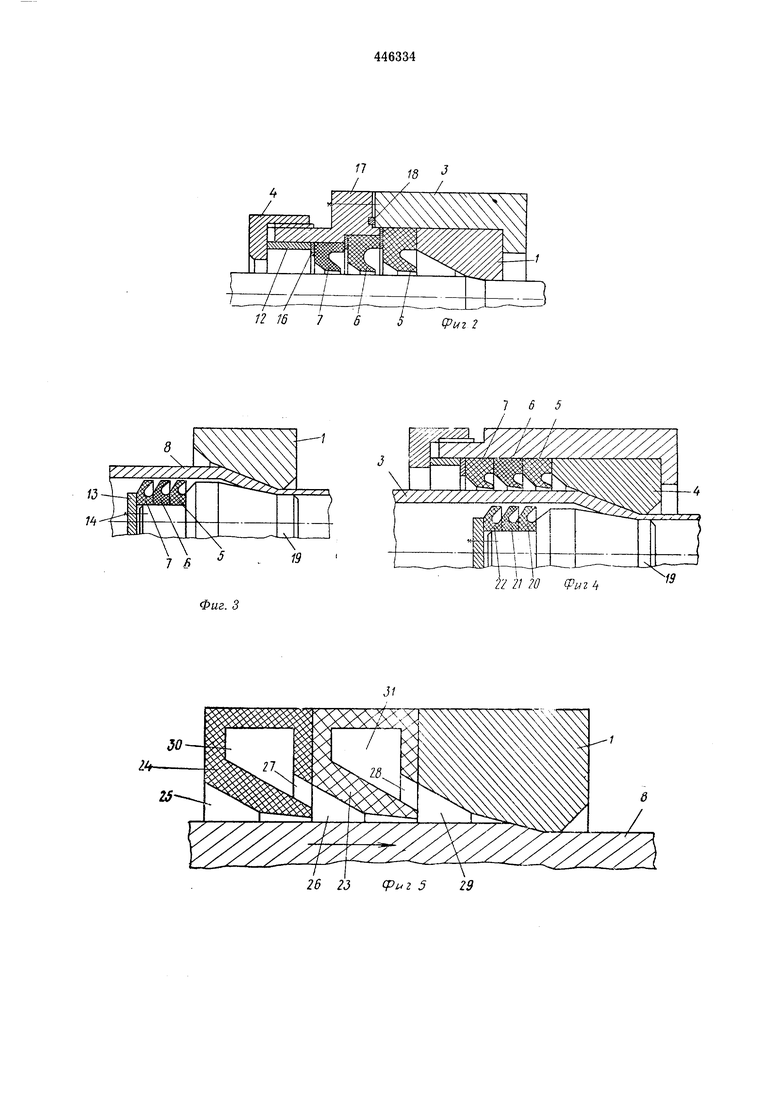
Для улучшения эксплуатационных характеристик напорные элементы могут быть полыми, как это показано на фиг. 5. Напорные полые элементы 23 и 24 установлены непосредственно леред рабочей волокой 1 и образуют в сочетании с обрабатываемым изделием 8 конусную полость 25, сужаюш,уюся в направлеНИИ волочения. Между элементом 24 и 23 образуется полость 26, также сужающаяся в направлении волочения. При помош,и отверстий 27 и 28 полости 26 и входной конус 29 рабочей волоки 1 соединены с внутренними полостями 30 и 31 напорных элементов 23 и 24.
Упругие элементы, устанавливаемые перед волокой, имеют размер отверстия, равный размеру изделия до деформации.
Следует отметить, что эластичные напорные уплотнительные элементы установлены относительно рабочего инструмента (волоки нли оправки) неподвижно с целью повышения стабильности процесса ввода смазкн в очаг деформации.
Работа устройства для волочения конструкции рассмотрена на примере (см. фиг. 1), когда эластичные уплотнительные напорные элементы установлены неподвижно на наружной поверхности изделия перед волокой.
Обрабатываемое изделие 8 (фиг. 1), полностью подготовленное к волочению, устанавливается в волоке 1, захватывается и протягивается тянуш,им устройством волочильного стана. На поверхность изделия 8 предварительно одним из известных способов подается смазка, увлекаемая в полость 10. Давление смазки в полости 10 выше, чем в полости 9. Далее, смазка движущимся изделием захватывается из полости 10, за счет чего новышается давление в полости 11, из полости И
смазка увлекается в волоку 1. Таким образом, происходит возрастание давления в полостях, расположенных по ходу волочения, при этом на напорный элемент воздействует давление смазки, равное лишь разности давлений по обе его стороны. При необходимости число напорных элементов может быть выбрано таким, чтобы получить заданное давление смазки на входе в волоку.
В случае обрыва изделия происходит самоуплотнение щелей между напорным элементом и изделием вследствие разности давлений.
Работа устройства, содержащего напорные элементы с внутренними полостями (см. фиг. 5), протекает аналогично описанной выше с той лишь разницей, что в этом устройстве возможно дополнительное уплотнение полостей 25 и 26 за счет нагнетания смазки в полости 30 и 31.
Эффект нагнетания смазки эластичными элементами может быть усилен путем применения вибрирующих волоки и оправки. В этом случае зазор между эластичными напорными элементами и изделием периодически изменяется, что приводит к его автоматическому саморегулированию.
Таким образом, предлагаемое устройство для волочения изделий позволяет получить устойчивый гидродинамический режим в процессе волочения и обеспечивает этот режим непосредственно при волочении изделия пос ле его обрыва, а также уменьшает расход ме талла на захватку.
Предмет изобретения
Устройство для волочения изделий в режиме гидродинамического трения, включающее рабочие инструменты, в том числе ио меньше мере рабочую волоку, и неподвижно установленные перед ними напорные элементы, о тличающееся тем, что, с целью уменьшения расхода металла на захватку и обеспечения устойчивого гидродинамического режима в процессе волочения, напорные элементы выполнены из эластичного материала, например из пластмассы.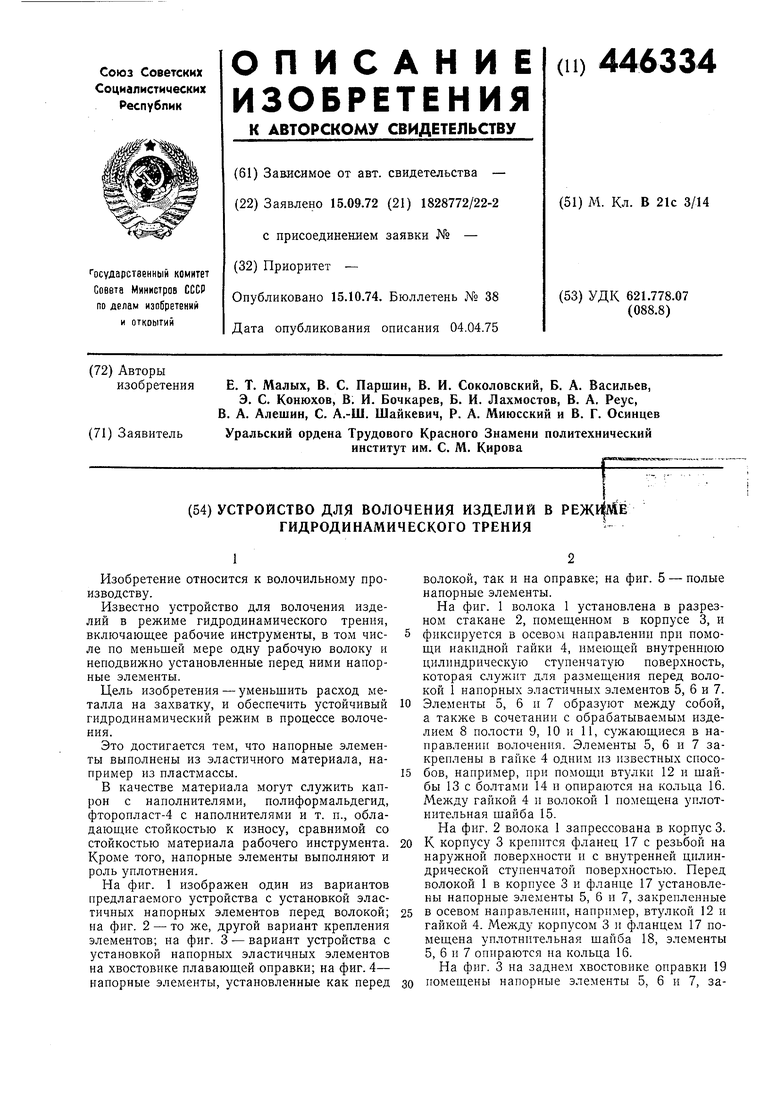
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Способ волочения изделий, преимущественно коротких, в режиме гидродинамического трения и устройство для его осуществления | 1989 |
|
SU1747224A1 |
| Устройство для волочения изделий в режиме гидрадинамического трения | 1974 |
|
SU512820A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОДИНАМИЧЕСКОГО ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2030234C1 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ | 1991 |
|
RU2011449C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| Устройство для волочения в режиме гидродинамического трения | 1988 |
|
SU1675010A1 |
| Устройство для волочения в режиме гидродинамического трения | 1986 |
|
SU1359041A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ И СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2000 |
|
RU2206420C2 |
| Инструмент для волочения | 1991 |
|
SU1810153A1 |
9 1 10 6 11 515 1
-1
(риг. 1
П 15
2
I 21 20 (Риг 4
