элементу 10 наруж.иые полости 16, 17, 18 между нимк и корпусом 5 могут заполниться газом или жидкостью. Для усиления эффекта , катнетания смазки перед упругим элементом 10 установлена напорная трубка 18, ЯБЛяюгцаясй частью корпу-i са 5. Гофры упругого элемента образуют с изделием 11 yio.n iK ,
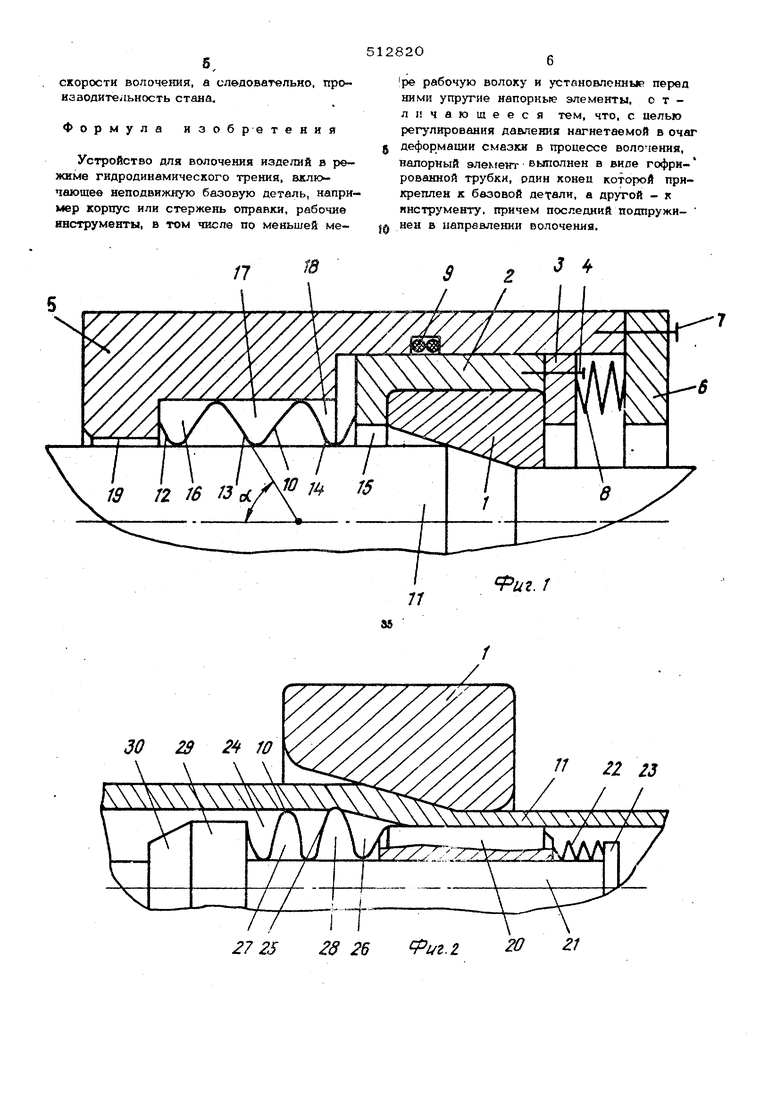
Изделие 11 (труба) (фит. 2) установлено в волоке 1 по EapyKHOJvry даам9тру и на оправке 20 по внутренне гу диаметру. Оправка 20 установлена свободно на стержне 21 и подпружинена в осавом наттравлеНИИ пружиной 22, установленной между ней к буртом стеджнй 23. Перед оправкой 20 установлен напорный эластичный элэмент 10, выполненный в виде гофрированной трубы. В сочетании с обрабатываемой трубой II эластичный элемент 10 образует полосги 24, 25, и 26, сужаюидаеся в направлении волочения. Для стабилизации размеров гоф рированной трубки полости 27 и 28 последней также могут заполняться мсидкостью или газом. Упругий эластичный элемент aa cpeплel одним концом неподвижно к стержню 21, а другим концом - к подвижной относительно стерх ня 21 оправке 20. Для усиления эффекта перед гофрированной труб кой может помещаться налставка 29, в которую упирается эта трубка. Надставка снабх аться конусом 30.
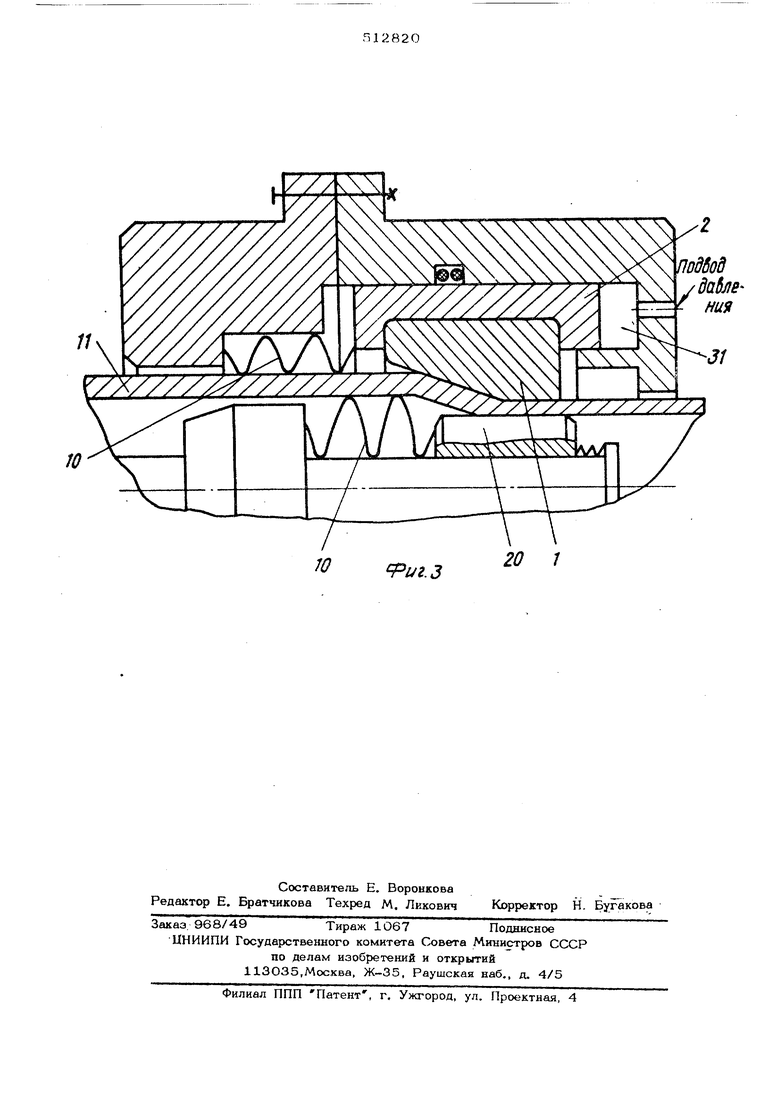
Напорные элементы 10 (фиг, 3) установлены как перед аолокой 1, так и перед оправкой 20 и предназначены для создания режима жншсостного трения как в очаге деформации волока 1 - изделие 11, так и в очаге деформации изделия 11 - оправка . 20. Стакан 2, содержащий рабочую волоку 1, пэджимается в направлениИ}Цротиво положном оси волочения, пневмоцилиндром 31.
Упругий элемент, устанавливаемый перед волокой, имеет внутренний размер отверстия, равный наружному размеру изде|лия, а устанавливаемый перед оправкой имеет наружный размер, равный внутреннему диаметру волочимой трубы.
Работа устройства для волочения рассмотрена на примере (фиг. -1), когда упругий ; наг орный гофрированный элемент 10 установлен перед волокой 1, а последняя подпружинена в осевом направлениии.
Обрабатываемое изделие 11, полностью подготовленное к волочению, устанавливается закованным концом в волоке 1 и захва- Тыпается тянущим устройством волочильного стана. На поверхность изделия при его подготовке наносится слой смазки или смазка подается при помо1Щ1 насоса или и мыльницы. За счет сцеплеш1я смазки
ооверхксстью :.злалия и вследствие проявлекмй гидродянамнческого суживаю1лейся июли 12 ока увлекается в полость 13, где создаатся повьш,1енное давление
смазкКо При движении изделия смазка из колостк 13 нагнетае-тсл аналогично предыдущем / в попоить 14 к далее в полость 15 Nsenioy КГ-да.пмем элементом S рйбочей золокой 1. В начальный период
. БопочеРЗ-ы аа аолоху 1 действует усилие Болоче шй больгле- номинального. Под действием этого яйвлен-яя перемешаетсн ЕПйред кп ходу воло-;ею 55 ч снижает пружину 8 В 3TOJv случае упругий.гсфркрованный эх емект 10 растягизается, угол яазслона гсфр ей. к поверхности изделия y гeкьшseтcfi, Ч1о coздaвт условия для улучшенного ввода смазки. Вследствие этого узелтгчивается novoK иагнетае- мой смаздш в деформации, что при- водит к сшгжеккю сил трекия и осевого усилия, действующего на волоку 1. При снижении усилия пружина 8 перемещает волоку 1 BMect-e со стаканом 2 в осевом направлении в сторону, противоположную направлению золочения. Угол о между поверхностью г скррированной трубки и nt верхностью изделия возрастает, что снижает 84)фект гидродинамического ввода
смазки н вькзыиает рост усилия волочения.
Таким образом осушестБлде1х:я саморе- гулироЕшше смазки в нагнетающем устройстве: при ухудшении условия (или нарастетшя усилия волочения) ее
S давлею1е растет, а при улучшении условий давление падает. Номинальная величина давлений .зависит от жесткости элемента 10, гфужины S и затяжки. Устройство может быть нспользовано также при волочешш труб на длинной оправке.
Работа устройства, содержащего гоф- рироваь-шьгй элемент 10, перед оправкой 20 {фкг, 2) протзкаэт аналогично опи3 (санному выше. гсзфрированный
элемент 10 изготавливаться из пласт- масс типа капрона, полиформальдетида, фторопласта, а также из металлов типа латуни, меди и стали, так как вследствие
тонкостенности этого элемента его осевая податливость весьма высока.
Таким образом, устройство позволит осуществить са.морегулирование давления смазки в зависимости от условий трения в очаге деформации. Это согласно расчетам позволяет снизить углие волочения до 79%, получить экономию от снижения расходов на электроэнергию, на волочильный инструмент и повысить до11ус7имые скорости волочения, а следовательно, производительность стана. Формула изоб ре тения Устройство для волочения изделий в режиме гидродинамического трения, включающее неподвижную базовую деталь, напри мер корпус или стержень оправки, рабочие инструменты, в том числе по меньшей . 20 ре рабочую волоку и устдновлонные перед ними упругие напорные элементы, отличающееся тем, что, с целью регулирования давления нагнетаемой в очаг деформации смазки в процессе волочения, напорный электент вьшолнен в випе гофрн- рованной трубки, рдин конец которой прикреплен к базовой детали, а другой - к инструменту, причем последний подпружинен в направлении волочения. Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для волочения проволокиС гидРОдиНАМичЕСКОй пОдАчЕйСМАзКи | 1979 |
|
SU845928A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Устройство для волочения изделий в режиме гидродинамического трения | 1972 |
|
SU446334A1 |
| Способ волочения изделий, преимущественно коротких, в режиме гидродинамического трения и устройство для его осуществления | 1989 |
|
SU1747224A1 |
| Устройство для гидродинамического волочения заготовок | 1981 |
|
SU995959A1 |
| Устройство для волочения труб | 1976 |
|
SU564031A1 |
| Устройство для волочения в режиме гидродинамического трения | 1986 |
|
SU1388133A1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| Устройство для волочения изделий в режиме гидродинамического трения | 1984 |
|
SU1183224A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |
30 23 2 W 28 26 1/г.2 иг.з nodSod /дйЬле
