1
Изобретение относится к области пайки, в частности к способу двустороннего лужения изделий под пайку.
Известен способ двустороннего лужения ленты, включающий операции флюсования, нанесения припоя на ее поверхности, обдув сжатым газом с регулированием толщины покрытия.
Для повыщения качества лужения при получении разнотолщинных покрытий на поиерхностях ленты регулирование толщины покрытия осуп1ествляют путем обдува из сопел, смеп;ениых одно относительно другого вдоль ленты, при этом из первого сопла по ходу движения лепты на одну из облуженных поверхностей подают струю горячего газа, а из последующего сопла на другую поверхность подают струю холодного газа.
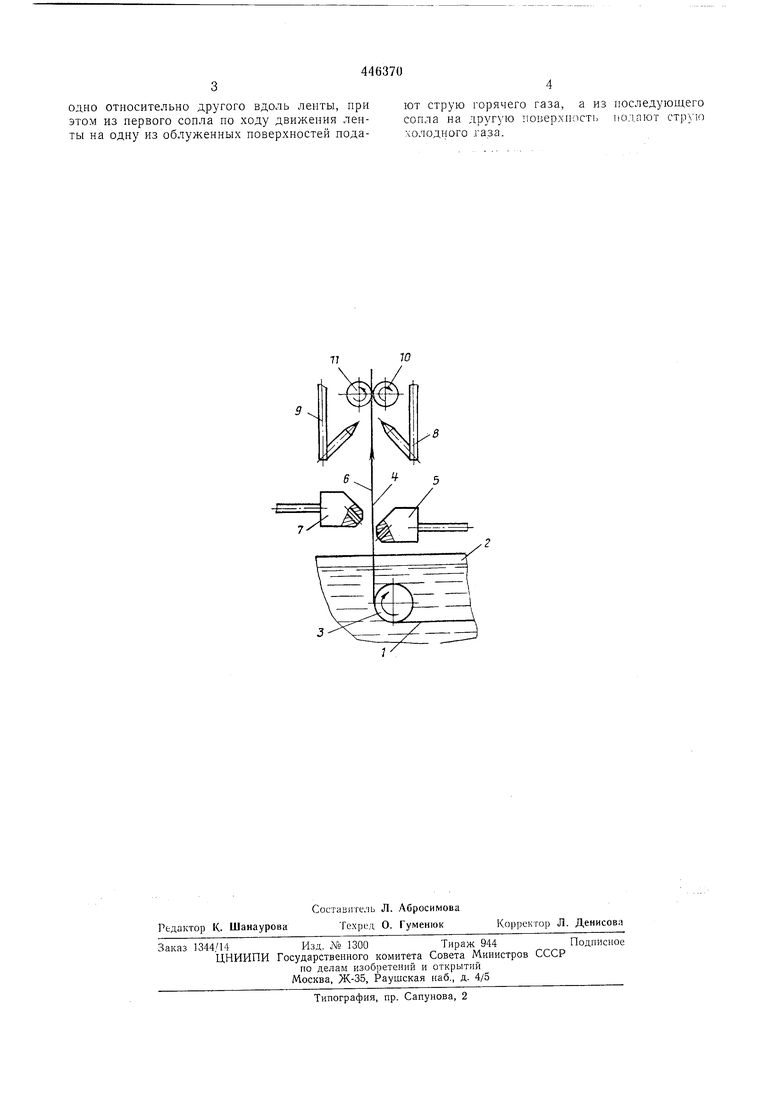
Чертеж иллюстрирует предлагаемый способ.
Ленту 1 протягивают через жидкий флюс в устройстве для флюсования (на чертеже не показано), затем через расплавленный припой в ванне лужения 2. После этого при выходе ле)1ты 1 с по.мощью отклоняющих блоков 3 из ванны лужения 2 для удаления нзлпщков припоя производят обдув обеих поверхностей сжатым воздухом. Одну поверхность 4 ленты обдувают горячим воздухом через сопло 5, а другую поверхность 6 - холодным воздухом
из магистрали через сопло 7. Сопло расположено сзади сопла 5 по ходу движения ленты и дальше от поверхности ленты, чем сопло 5. Окончательно ленту I охлаждают с помощью обдзвных устройств 8 и 9. Для устранения колебаний ленты от воздействия струй сжатого воздуха ее фиксируют калибровочными роликами 10 и И. После этого ленту 1 протягивают через отклоняюпцп1 блок в промывное и сушильное устройство и далее нодают на фор.мообр;1Г- у|()1цу|о мяпшну (на чертеже не ноказяна).
(JiiiicaiiHuii Ciioe(j6 позволяет получать более jjaBHOMepiibrii слои полуды по сравненню с известпыми толн1иной по одной поверхности 4-б и по другой - 16-26 мк.
П р е д М е изобретения
Способ двустороппего лужения ленты, включающий операции флюсования, нанесенпя припоя на ее ловер.ностн, обдув сжаты 1 газом с регулированием толщины покрытия, о т л и ч п 0 il п и с я тc, что. с целью 1о;ыШСШЯ качества лужения при получении разпотолщинных 1окр1лтий поверхностях ленты, регулирование покрытия осуществляют п}тем обдува из сопел, смещепных
одно относительно другого вдоль ленты, при этом из первого сопла по ходу движения ленты на одну из облуженных поверхностей подают струю горячего газа, а из последующего сопла на другую noisepxHocTi, подают струю холодного газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления длинномерных радиаторных трубок из ленты | 1977 |
|
SU632510A1 |
| Устройство для лужения двусторонних печатных плат | 1989 |
|
SU1620234A1 |
| Устройство для лужения выводов микросхем | 1989 |
|
SU1706789A1 |
| Автомат для горячего лужения деталей | 1966 |
|
SU461981A1 |
| ЛИНИЯ СБОРКИ ПОЛУПРОВОДНИКОВЫХ диодов | 1970 |
|
SU270898A1 |
| Устройство для лужения осевых выводов радиоэлементов | 1983 |
|
SU1139589A1 |
| Способ горячего цинкования чашеобразных изделий и устройство для его осуществления | 1987 |
|
SU1715881A1 |
| Устройство для лужения концов проводов | 1986 |
|
SU1355397A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТОВ ПОДПЯТНИКОВ ГИДРОГЕНЕРАТОРОВ С ЭЛАСТИЧНЫМ МЕТАЛЛОПЛАСТМАССОВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2095652C1 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
-С Л
Sfc
