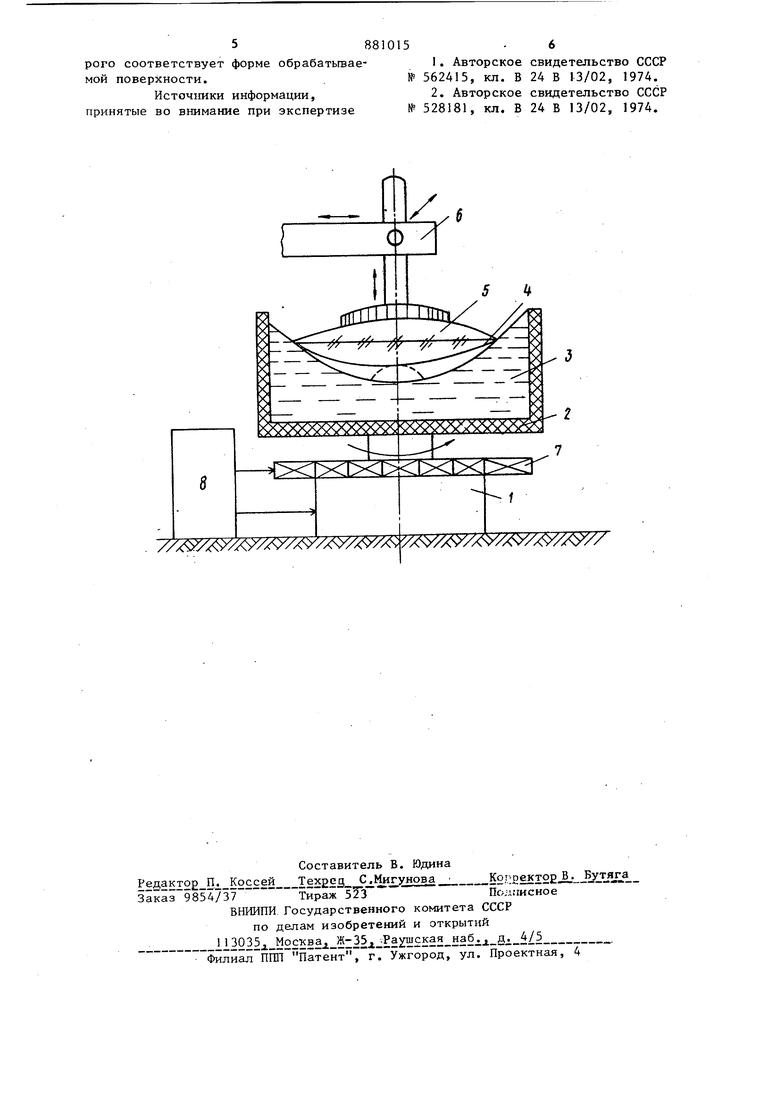
Изобретение относится к оптикомеханической промышленности и может быть применено для производства асферических и сферических поверхностей, например линз и зеркал. Известен способ обработки оптических поверхностей путем взаимного пере мещения обрабатываемой детали и инструмента по сложной траектории, по которому возвратно-поступательное движение обрабатываемой де,тали взаимосвязано с ее качательными движениями вокруг оси, проходящей через середину ее обра зующей, а также с возвратно-поступательным перемещением гибкого инструмента и с возвратно-поступательным движением детали по определенному .закону в перпендикулярном направлении ГП. Недостатком этого способа является большая сложность движений инструмента и детали, приводящая к значительно му усложнению применяемого оборудования и к снижению точности обработки. Известен способ обработки оптических поверхностей, при котором вращающейся заготовке и вращакщемуся сферическому инструменту сообщают относительное перемещение вдоль различных направлений, при этом ось вращения инструмента срадиусом, равным одному из экстремальных значений радиуса кривизны обрабатываемой поверхности, располагают перпендикулярно оси вращения заготовки и сообщают дополни- тельное относительное перемещение в направлении,- перпендикулярном обеим осям вращения {23. Недостатком данного способа является сложность оборудования для его реализации, невозможность обработки поверхностей сложного профиля, а также невозможность перехода к обработке поверхности другого вида без замены инструмента. Цель изобретения - расширение технологических возможностей. 38 Поставленная цель достигается тем что согласно способу обработки оптической поверхности путем приведения ее в контакт с инструментом при их относительном вращении, обрабатываемую поверхность приводят в соприкосновение со свободной поверхностью тяжелой несмачивающей :идкости, вращаемой в замкнутом сосуде с одновреMBHiaiM воздействием на нее магнитног поля, распределение вектора напряжен ности которого соответствует форме обрабатываемой поверхности. На чертеже изображена одна из воз можных схем реализации данного спосо ба. Устройство содержит привод J вращения, сосуд 2, установленный на его оси, ртуть 3, слой 4 абразивного материала, оптическую деталь 5, закреп ленную на подвижном кронштейне 6, электромагниты 7, устройство 8 для регулировки скорости вращения привода, формирования магнитного поля и распределе1шя времени работы по зона поверхности. Устройство работает следующим образом, Вращение привода I приводит к вра щению сосуда 2 и ртути 3 в нем. Под действием силы тяжести и центробежно силы инерции свободная поверхность ртути приобретает форму параболоида вращения, на которой располагают час тички абразивного материала 4. Изменяя скорость вращения, подбирают ее таким образом, чтобы обеспечить взаимное трение ртути и требуемой зоны поверхности обрабатываемой детали. Центрировку и глубину погружения детали регулируют при помощи кронштейна 6. Поскольку ртуть является несмачивающей и гораздо более плотной, например, по отношению к стеклу, при этом происходит эффек-пивное сопшифование оптической детали до требуемой формы ее поверхности. Полировка може производиться непосредственно ртутью без применения абразива. На жидкость (ртуть) воздействует электромагнитами 7. При вращении проводящей ртути в магнитнЬм поле, в ней возникают ин дукционные токи, перераспределяющие силы, которые формируют свободную по верхность. Регулируя при помощи устройства 8 величину и направление пол в электромагнитах, добиваются требуемой фор№1. свободной поверхности рту ти (фиг. 1, показана пунктиром. При помощи регулировки величины скорости вращения, напряженности магнитного поля и времени работы по зонам поверхности можно обрабатывать оптические поверхности щирокого класса сложных профилей. При этом обработка производится с высокой точностью, поскольку силы, регулирующие прижим и относительное перемещение жидкостного инструмента и оптической поверхности, отличаются либо исключительным постоянством сила Архимеда, сила тяжести либо могут быть заданы с большой степенью точности (центробежная сила инерции, магнитные силы). Вместо ртути возможно применение расплава металла. Для расчета высоты подъема h жидкости, вращающейся в замкнутом сосуде, применяется следующая формула , .--о где h g - равновесная высота жидкости без вращения, ш - частота вращения, г - расстояние от оси вращения, qfускорение силы тяжести. Скорости вращения при реальных кривизнах обрабатываемых поверхностей, как следует из приведенной формулы, составляют единицы или десятки оборотов в минуту. Таким образом, при помощи предлагаемого способа возможна обработка выпуклых, вогнутых и выпукло-вогнутых поверхностей оптических деталей. Кроме того, поскольку расположенная на вращающейся ртути оптическая деталь практически полностью разгружена, а сосуд со ртуть может быть вьшолнен достаточно больших размеров, способ особенно эффективен при изготовлении оптики телескопов. Формула изобретения Способ обработки оптической поверхности путем приведения ее в контакт с инструментом при их относительном вращении, о тличающийс я тем, что, с целью расширения технологических возможностей и качества обработки, обрабатываемую поверхность приводят в контакт со свободной поверхностью тяжелой несмачивающей жидкости, вращаемой в замкнутом сосуде с одновременным воздействием на нее магнитного поля, распределение вектора нгшряженности которого соответствует форме обрабатьшаемой поверхности. Источники информации, принятые во внимание при экспертизе 881015 № № 1.Авторское свидетельство СССР 562415, кл. В 24 В 13/02, 1974. 2.Авторское свидетельство СССР 528181, кл. В 24 В 13/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки оптических поверхностей | 1981 |
|
SU1013241A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ | 2003 |
|
RU2234062C1 |
| Способ обработки асферических оптических поверхностей | 1986 |
|
SU1423507A1 |
| СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 2014 |
|
RU2592337C2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ПОДВИЖНЫХ ОБЪЕКТОВ | 2018 |
|
RU2681422C1 |
| СПОСОБ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2581694C2 |
| Устройство для магнитно-абразивной обработки | 1971 |
|
SU657978A1 |
| Способ обработки выпуклых криволинейных поверхностей | 1990 |
|
SU1808662A1 |
| Способ абразивной обработки плоских поверхностей | 1988 |
|
SU1549730A1 |
| Устройство для магнитно-абразивной обработки оптических деталей | 1973 |
|
SU480534A1 |
