1
Известно устройство для стыковой сварки термопластических труб, содержащее инструмент-нагреватель, выполненный в виде двух одинаковых установленных с возможностью встречного перемещения пластин с полукруглыми вырезами, обращенными навстречу друг другу.
Для повыщения качества сварки за счет уменьшения внутреннего грата в предлагаемом устройстве пластины установлены с возможностью прямолинейного возвратно-поступательного перемещения, причем плоскости пластин смещены относительно друг друга на толщину пластины в направлении, перпендикулярном направлению перемещения пластин.
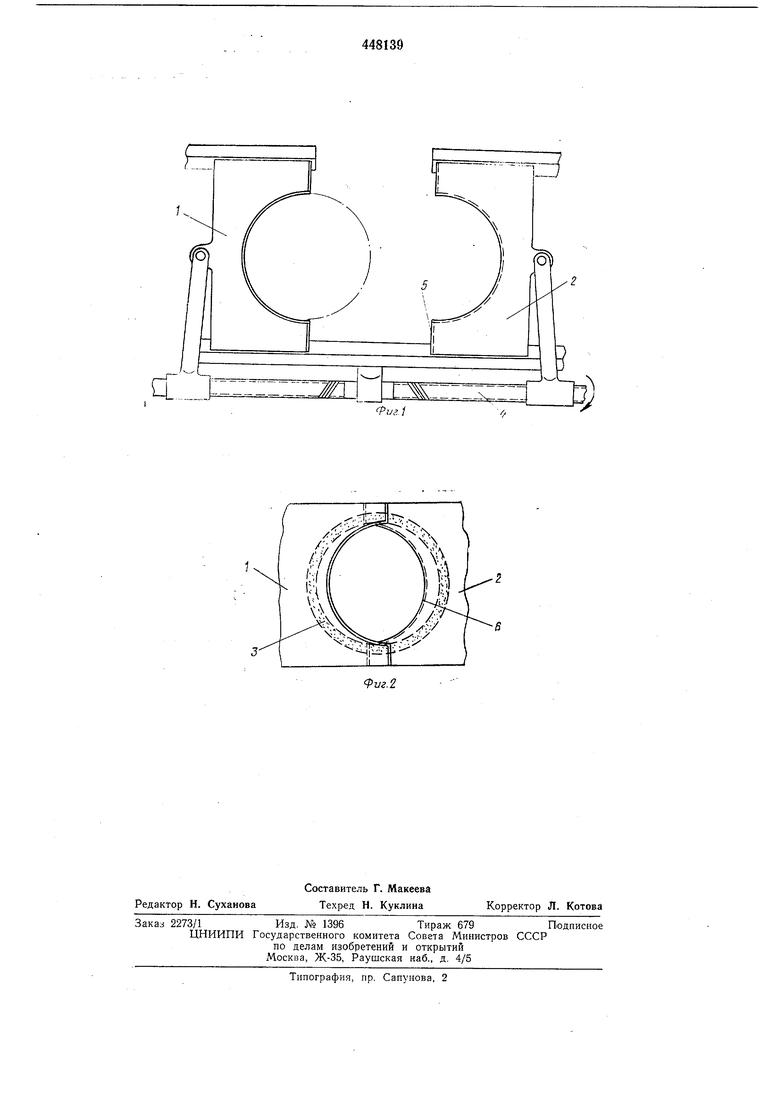
На фиг. 1 показано предлагаемое устройство в исходном положении; на фиг. 2 - пластины в рабочем положении.
В исходном положении (см. фиг. 1) пластины 1 и 2 нагревателя и свариваемые трубы 3 посредством захватов фиксируют по центру устройства и торцуют. С помощью механизма 4, обеспечивающего встречное прямолинейное перемещение, пластины нагревателя устанавливают в рабочее положение (см. фиг. 2).
Степень перекрытия концов 5 пластин нагревателя устанавливают при наладке.
Рабочий цикл стыковой сварки начинается с прижатия торцов труб 3 к пластинам нагревателя.
После того, как граничный слой торца труб прогреется до необходимой температуры, приводят в движение механизм перемещения пластин нагревателя и с одновременным прил атием торцов извлекают пластины.
Кромки 6 пластин увлекают грат, выступающий по мере обжатия торцов.
После выхода из труб нагревателя его рабочую часть очищают, а готовое изделие после понижения температуры щва снимают с фиксаторов.
Предмет изобретения
Устройство для стыковой сварки термопластических труб, содержащее инструмент-нагреватель, выполненный в виде двух одинаковых установленных с возможностью встречного перемещения пластин с полукруглыми вырезами, обращенными навстречу друг другу, отличающееся тем, что, с целью повыщения качества сварки за счет уменьщения внутреннего грата, пластины установлены с возможностью прямолинейного возвратно-поступательного перемещения, причем плоскости пластин смещены относительно друг друга на толщину пластины в направлении, перпендикулярном направлению перемещения пластин.
й- -I
иг. i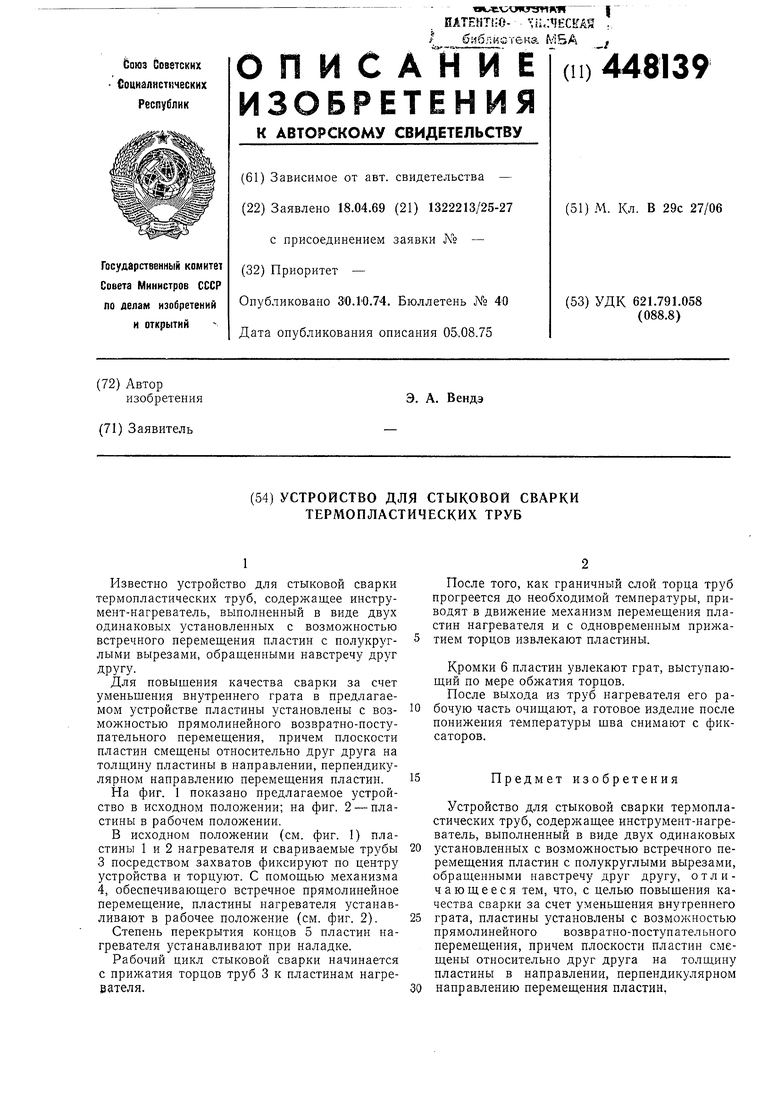
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыковой сварки труб из термопластичных материалов | 1982 |
|
SU1052402A1 |
| Устройство для сварки пластмассовых труб | 1981 |
|
SU1002161A1 |
| Способ удаления грата с поверхности цилиндрических изделий | 1987 |
|
SU1466889A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| Устройство для стыковой сварки труб из термопластов | 1980 |
|
SU1028516A1 |
| Установка для контактной стыковой сварки рельсов | 1988 |
|
SU1671429A1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| Машина для сварки трением | 1986 |
|
SU1400826A1 |
