;
«
СЛ
иг.1
грата закреплен на станине 1. вьпие оси вращения шпинделя 3. Оси пресса 10 и шпинделя 3 расположены взаимно перпендикулярно в одной плоскости. Ось пресса отстоит от оси качания руки манипулятора в положении подвижного блока на позиции сварки на расстоянии, определяемом соотношением , где Н расстояние между осью шпинделя 3 и осью качания руки 17 манипулятора; А - расстояние между осью качания руки 17 манипулятора и осью пресса 10; 5 - величина хода подвижного хода блока 6. В результате значительно сокращается время передачи сваренного изделия в пресс для удаления грата и сохраняются высокие пластические свойства металла. Это позволяет снизить нагрузки на режущий инструмент и улучшить качество поверхности готового изделия в зоне сварного соединения. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ ТЕЛ ВРАЩЕНИЯ | 2011 |
|
RU2506146C2 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ | 1970 |
|
SU267315A1 |
| Машина для сварки трением | 1988 |
|
SU1611647A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| Автомат для стыковой сварки давлением цилиндрических стержней | 1987 |
|
SU1558607A1 |
| Машина для сварки трением | 1980 |
|
SU963764A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Автоматическая линия для изготовления изделий замкнутой формы из проволоки | 1983 |
|
SU1087234A1 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
Изобретение относится к области сварки и может быть использовано при разработке оборудования для стыковой сварки трением с последующим удалением грата. Цель - повышение производительности и увеличение срока службы инструмента для удаления грата. Механизм для передачи заготовок с позиции сварки на позицию удаления грата выполнен в виде манипулятора, закрепг. ленного на подвижном блоке перемещения и осадки. Пресс 10 для удаления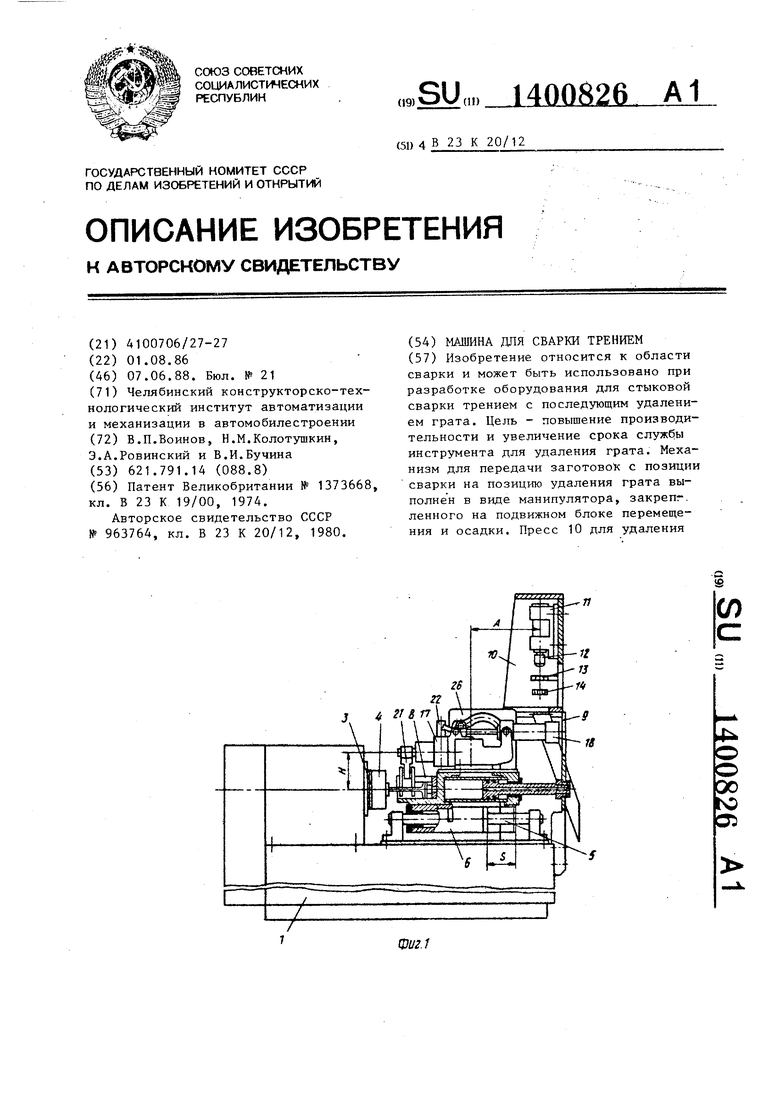
Изобретение относится к сварке и мЬжет быть использовано при разработке оборудования для стыковой сварки трением с последующим удалением грата
Цель изобретения - повышение про- изводительности путем совмещения осевого перемещения и поворота изделия при передаче с позиции сварки на позицию удаления грата при использовании в качестве механизма для передачи сваренного изделия манипулятора с качающейся рукой и захватом и увеличение срока службы инструмента для удаления грата.
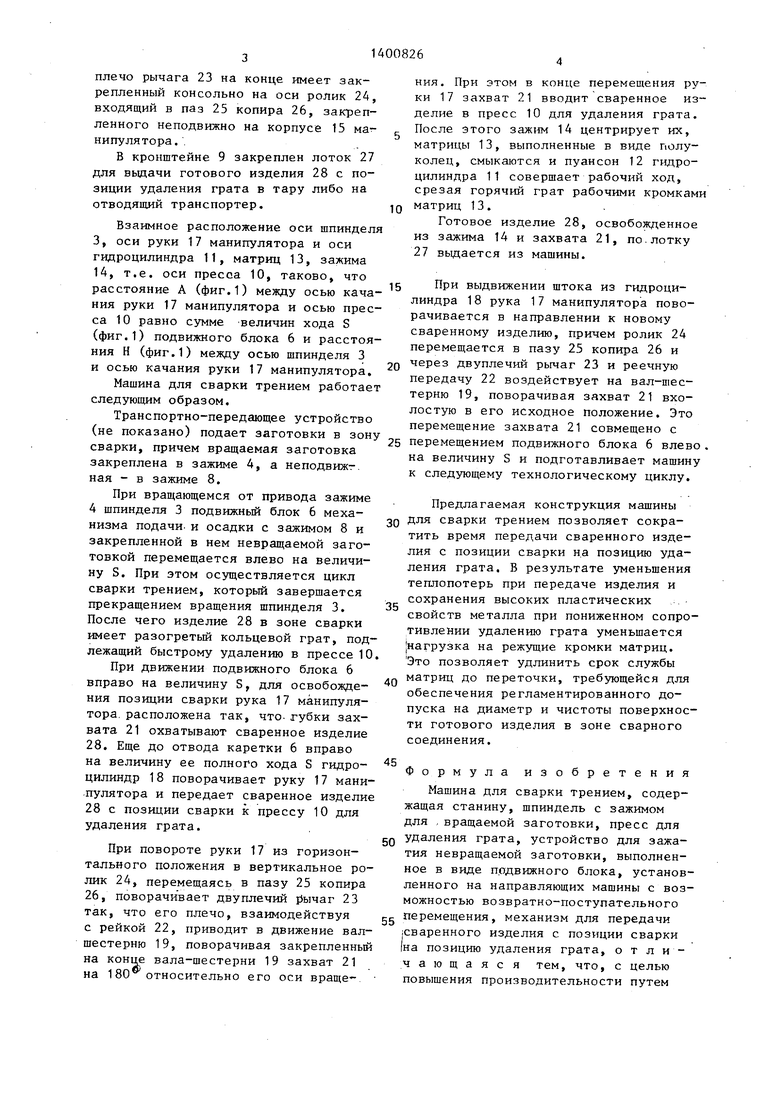
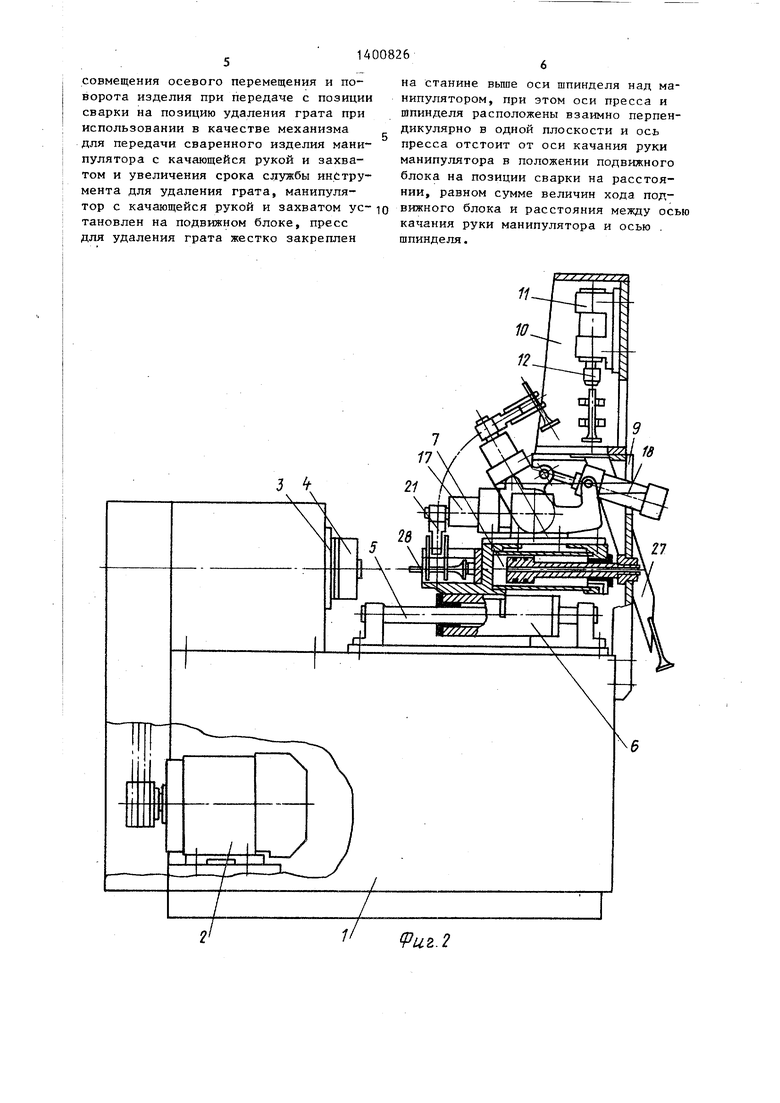
На фиг.1 схематично изображена предлагаемая машина для сварки трением в положении подвижного блока на позиции сварки; на фиг.2 - то же, в положении подвижного блока в период передачи сваренного изделия с позиции сварки на позицию удаления грата; на фиГсЗ - манипулятор, предназначенньй для передачи сваренного изделия с позиции сварки на позицию удаления грата , разрез.
Основанием машины служит станина Ь Машина содержит двигатель 2 привода вращения шпинделя З, на котором закреплен зажим 4 для вращаемой заготовки. На станине 1 установлены нап- равляющие 5, вдоль которых может перемещаться подвижный блок 6 с приво- дом от гидроцилиндра 7. На подвижном блоке 6 закреплен зажим 8 невращаемой заготовки.
На станине 1 закреплен кронштейн 9 с установленном на нем прессом 10 для удаления грата. Пресс 10 снабжен
гидроцилиндром 11, на конце штока которого закреплен пуансон 12 с разрезными матрицами 13 и зажимом 14. При этом ось гидроцилиндра 11, пуансона 12 и матриц 13 расположена в одной плоскости с ОСЬЮ шпинделя 3 и перпендикулярно к ней.
На подвижном блоке 6 с возможное стью совместно с ним возвратно-поступательного перемещения закреплен ма-- нипулятор, состоящий из корпуса 15, шарнирно установленного в этом корпусе вала 16, с возможностью его пово - рота вместе с рукой 17 манипулятора.
Рука 17 снабжена приводом качания руки, выполненным в виде гидроцилиндра 18, шарнирно закрепленного на . ;. кронштейне корпуса 15 манипулятора. Шток гидроцилиндра 18 . шарнирно соединен с рукой 17 манипулятора.
Запястье манипулятора выполнено в виде вала-шестерни 19, установленного шарнирно в корпусе руки 17 на подшипниках 20. К одному концу вала- шестерни 19 неподвижно прикреплен захват 21 манипулятора, а на другом конце расположена приводная шестерня.
Привод запястья манипулятора выполнен в виде реечно-зубчатой передачи. Зубчатая рейка 22, связанная с венцом приводной шестерни, размещена в направляющих корпуса руки 17 с возможностью возвратно-поступательного перемещения. .Рейка 22 имеет на своем конце вырез, в который входит хвостовик одного из плеч двуплечего рычага 23. Последний качается на оси, зак- репленной на корпусе руки 17. Второе
плечо рычага 23 на конце имеет закрепленный консольно на оси ролик 24, входящий в паз 25 копира 26, закрепленного неподвижно на корпусе 15 манипулятора. .
В кронштейне 9 закреплен лоток 27 для выдачи готового изделия 28 с позиции удаления грата в тару либо на отводящий транспортер.
Взаимное расположение оси шпинделя 3, оси руки 17 манипулятора и оси гидроцилиндра 11, матриц 13, зажима 14, т.е. оси пресса 10, таково, что расстояние А (фиг.1) между осью кача- ния руки 17 манипулятора и осью пресса 10 равно сумме величин хода S (фиг.1) подвижного блока 6 и расстояния Н (фиг.1) между осью шпинделя 3 и осью качания руки 17 манипулятора.
Машина для сварки трением работает следующим образом.
Транспортно-передающее устройство (не показано) подает заготовки в зону сварки, причем вращаемая заготовка
закреплена в зажиме 4, а неподвижг. ная - в зажиме 8.
При вращающемся от привода зажиме 4 шпинделя 3 подвижный блок 6 механизма подачи, и осадки с зажимом 8 и закрепленной в нем невращаемой заготовкой перемещается влево на величину S. При этом осуществляется цикл сварки трением, который завершается прекращением вращения шпинделя 3. После чего изделие 28 в зоне сварки имеет разогретый кольцевой грат, подлежащий быстрому удалению в прессе 10
При движении подвижного блока 6 вправо на величину S, для освобождения позиции сварки рука 17 манипулятора, расположена так, что. губки захвата 21 охватывают сваренное изделие 28. Еще до отвода каретки 6 вправо на величину ее полного хода S гидроцилиндр 18 поворачивает руку 17 манипулятора и передает сваренное изделие 28 с позиции сварки к прессу 10 для удаления грата.
При повороте руки 17 из горизонтального положения в вертикальное ролик 24, перемещаясь в пазу 25 копира 26, поворачивает двуплечий 15ычаг 23 так, что его плечо, взаимодействуя с рейкой 22, приводит в движение вал- шестерню 19, поворачивая закрепленный на конце вала-шестерни 19 захват 21 на 180 относительно его оси враще-
ния. При этом в конце перемещения руки 17 захват 21 вводит сваренное изделие в пресс 10 для удаления грата. После этого зажим 14 центрирует их, матрицы 13, выполненные в виде полуколец, смыкаются и пуансон 12 г здpo- цилиндра 11 совершает рабочий ход, срезая горячий грат рабочими кромками матриц 13.
Готовое изделие 28, освобожденное из зажима 14 и захвата 21, по.лотку 27 выдается из машины.
При выдвижении штока из гидроцилиндра 18 рука 17 манипулятора поворачивается в направлении к новому сваренному изделию, причем ролик 24 перемещается в пазу 25 копира 26 и через двуплечий рычаг 23 и реечную передачу 22 воздействует на вал-шестерню 19, поворачивая захват 21 вхолостую в его исходное положение. Это перемещение захвата 21 совмещено с перемещением подвижного блока 6 влево на величину S и подготавливает машину к следующему технологическому циклу.
Предлагаемая конструкция машины для сварки трением позволяет сократить время передачи сваренного изделия с позиции сварки на позицию удаления грата. В результате уменьшения теплопотерь при передаче изделия и сохранения высоких пластических свойств металла при пониженном сопротивлении удалению грата уменьшается нагрузка на режущие кромки матриц. Это позволяет удлинить срок службы матриц до переточки, требующейся для обеспечения регламентированного допуска на диаметр и чистоты поверхности готового изделия в зоне сварного соединения.
Ф
ормула изобретения
Машина для сварки трением, содержащая станину, шпиндель с зажимом для , вращаемой заготовки, пресс для
удаления грата, устройство для зажатия невращаемой заготовки, выполненное в виде подвижного блока, установленного на направляющих машины с возможностью возвратно-поступательного
перемещения, механизм для передачи ;сваренного изделия с позиции сварки на позицию удаления грата, о т л и - чающаяс я тем, что, с целью повышения производительности путем
совмещения осевого перемещения и поворота изделия при передаче с позиции сварки на позицию удаления грата при использовании в качестве механизма для передачи сваренного изделия манипулятора с качающейся рукой и захватом и увеличения срока службы инструмента для удаления грата, манипулятор с качающейся рукой и захватом ус- ю вижного блока и расстояния между осью тановлен на подвижном блоке, пресс качания руки манипулятора и осью для удаления грата жестко закреплен шпинделя.
на станине выше оси шпинделя над манипулятором, при этом оси пресса и шпинделя расположены взаимно перпендикулярно в одной плоскости и ось пресса отстоит от оси качания руки манипулятора в положении подвижного блока на позиции сварки на расстоянии, равном сумме величин хода подVU2..2
Редактор М,Бланар
Составитель Э.Ветрова Техред М.Ходанич
Заказ 2753/16
Тираж 921
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
12
73
0t/S.3
Корректор И.Муска
Подписное
| Грузозахватное устройство | 1986 |
|
SU1373668A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для сварки трением | 1980 |
|
SU963764A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
