Изобретение относится к оборудованию заводов тинной и резинотехнической прошшлвнности, в частности к устройствам для непрерывного равномерного и ориентированного питания каландра листовыми резинокордными заготовками, например пластырей автоаптечек.
Известны устройства для непрерывного поштучного перемещения листовых полимерных заготовок, например резивокордных изделий,содержащие транспортер-перекладчик, связанный цепной передачей с подающим ленточным транспортером, оснащенным несколькими бесконечными лентами, огибащими концевые барабаны с зазорами по продольным кромкам.
Однако известные устройства не рассчитаны на равномерное ориентированное поштучное питание каландров резинокордными заготовками, например, пластырей автоапте|чек для нанесения адгезионного
покрытия из каучука.
Предлагаемое устройство для непрерывного поштучного перемещения листовых полимерных заготовок оснащено установленными между ветвями ленточного транспортера штырьевым цепным транспортером, на звеньях цепей которого смонтированы поворотные на шарнирах штыриупоры для равномерной шаговой подачи заготовок, и кареткой, подвижной от привода в направляющих и несущей лыжи сближения заготовок, конечные переключатели приводов и планки, взаимодействующие со штырями-упорами при их повороте в зазорах между лентами подающего транспортера.
Кроме того, это устройство отличается тем, что над лентами подающего транспортера смонтированы на траверсах подвижные b зажимах ограничительные ориентирующие заготовки пружинные рейки.
Предлагаемое устройство обеспвчивает равномерное ориентированное поштучное питание каландра резинокордныгли листовыми заготовками, например, пластырей автоаптв- ; чек для нанесения адгезионного по-, крытия из каучука,
На фиг. I изображено предяа- ; гаемое устройство, общий вид; на фиг. 2 - то же, вид в плане ;
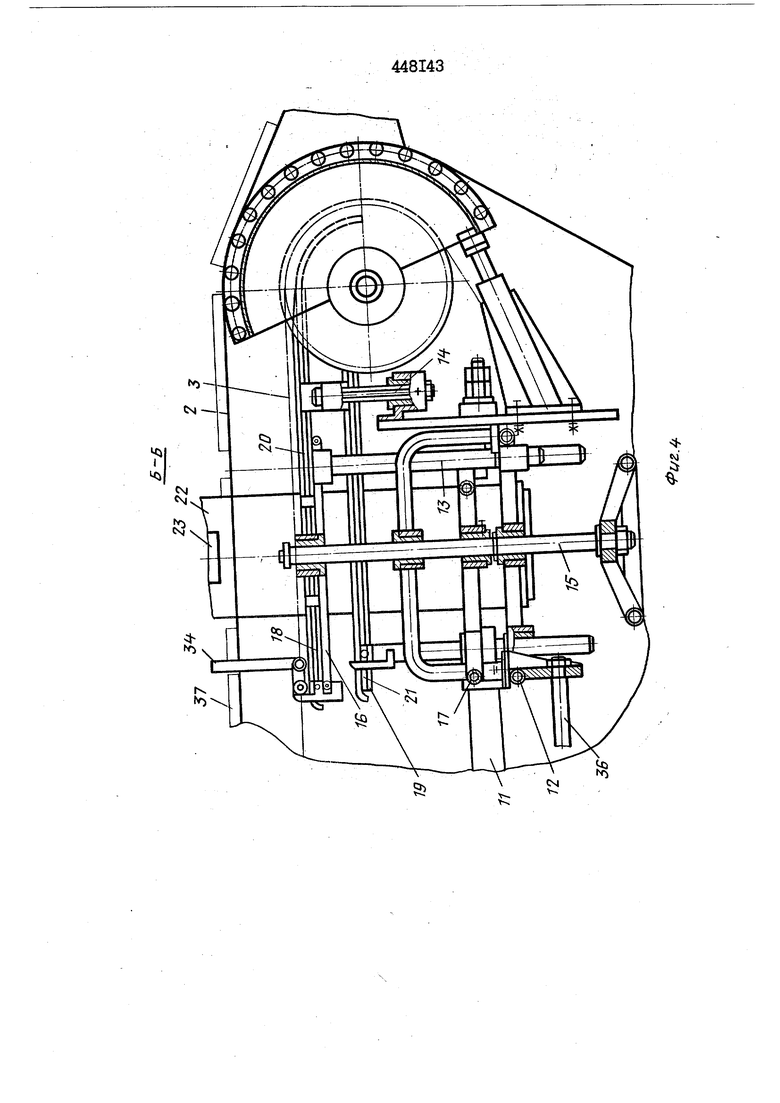
на фиг, 3 - подвижная каретка и управдящий барабан (разрез по А-А на фиг, I); на фиг, 4 - подвижная каретка (разрез по Б-Б на фиг. 2); на фиг 5 и 6 - схема работы устройства.
Устройство для непрерывного поштучного перемещения листовых полимерных заготовок содержит станину I, на которой смонтирован ленточный транспортер 2 и штырьевоЁ транспортер 3,
Ленточный транспортер 2 (ленты которого выполнены из стали) цепной передачей 4 связан с подаюи им транспортером 5, а штырьевой транспортер 3 связан цепной передачей 6 с узлом сцепления электрических муфт 7 и карданным валом 8 каландра 9.
Сверху на станине I установлен пружинный ориентатор 10, выполненный в виде подвижных в зажимах ограничительных ориентирующих заготовки пруясйнных реек.
Внутри ленточного транспортера 2 и штырьевого транопортера 3 на двух направляющих II находится подвижная каретка 12, которая связана посредством колонок 13,14 и винта 15 с рамками 16 и 17, на которых соответственно закреплены направляющие 18,19 с лыжами 20 и 21,
Слева (по ходу движения ленточного транспортера 2) к подвижной каретке 12 на кронштейне 22 закреплены бесконтактные конечные выключатели 23 и 24, а справа (по ходу движения ленточного транспортера 2) на кронштейне 25 - бесконтактный выключатель 26 и фиксатор 27 ПОДВИЖНОЙ каретки 12, Фиксатор 27 в процессе передвижения каретки 12 с помощью электромагнита 28 и подпружиненной чеки 29 взаимодействует с кулачками 3.0 установленного на станине I управляк}щего барабана 31, взаимодеиствующими с выключателем 26 пластины,
На цепях 32 и 33 штырьввого транспортера 3 шарнирно закреплены с определенным шагом штыри 34 и 35 (фиг, 3 и 4), Подвижная каретка 12 приводится в движение от пневмоцилиндра 36,
Предлагаемое устройство работает следугацим образом.
Подвижную каретку 12 устанав-. ливают в крашее правое исходно
положение (фиг. I), При этом штырь 34 стоит перед входом в зазор бесконтактного конечного выключателя 23 (фиг, 3), Далее заготовки 37, дезориентированные и с неравномерным шагом Тфиг, 5 и 6), поступают с подащаго транспортера 6 на ленточный транспортер 2 устройства, например пять заготовок поступают с шагом 11 , а шестая заготовка с шагом ta , Когда первая заготовка 37 подойдет на исходную позицию (фиг, 5) с пульта управления (не показан) включается узел сцепления электрических муфт 7, который цепной передачей 6 приводит в движение штырьевой транспортер 3, направление движения верхних ветвей цепей 32, 33 которого совпадает с направлением движения верхних ветвей стальных лент ленточного транспортера 2, а линейная скорость штырьевого транспортера 3 меньше
0 скорости ленточного транспортера 2 и равна Линейной скорости каландра 9. Как только штырь 34 входит в прорезь бесконтактного конечного выключателя 23, срабатывает пневмо5 цилиндр 3,6, который перемещает подвижную каретку 12 влево и вместе с наш перемещаются конечный выключатель 26, фиксатор 27, эле.ктромагнит 28 с чекой 29 и конечные
0 выключатели 23 и 24 (фиг, 3). При этом бесконтактный конечный выключатель 26, проходя своБй прорезью пластину одаого из кулачков 30 управляющего барабана 31, подает сигнал электромагниту 28, который обесточивается; под действием пружины чека 29 опускается вниз и упирается при движении каретки 12 в торец кулачка 30 управляющего барабана 31, Подвижная каретка 12 с перечисленными приборами управления и устройствами останавливается (фиг, 6) на период, пока следующий штырь 34 штыревого транспортера 3 не войдет в зазор бзсконтактного конечного выключателя 23 и к нему не подойдет вторая заготовка 37, а между первой и второй заготовками 37 не установится шаг, равный i Затем электромагнит 28, получив сигнал от конечного выключателя 23, вытягивает чеку 29 вверх, освобождая ее от фиксации в торец кулачка.
и пнавмоцйлшдр 36 продолжает параМвщвниа каретки 12 вдаво до следукьщей позиции. Затем цикл взаимодайствия конечного йаключаталя 26, электромагнита 28, подаружиненной чаки 29 с пластинами и торцами i лачков 30, расположенных по заданной программе на управляющем барабане 31, повторяется. Процесс nipoходит таким образом до последней позиции, т.е. до крайнего левого положения подвижной каретки 12. На этой последней позиции каретка 12 нажимает на конечный выкдв чатель (не показан), который установлен на управляющем барабане 31, при этом электросхема управления движением каретки 12 переключается на перемещение .ее в противодоло.жную сторону. Когда штырь 34 входит в прорезь бесконтадтдог р конечного выключателя 23, чека 29 поднимается вверх электроглагнитом 28, а пневмоцидиндр 36 начинает перемедать карет; 12 вдравЬ без остановод до исходной по.зицйи
(фиг. 5). В этой позиции с ПОМОЩЬЮ
конечного вы слючатоля, располЪжанного на управ.лящем барабдне 31, электросхема управления движением каретки 12 переключается на nepieмещениа влево. Таким образом, цикл работы, устройства повторяется
.ПРЗДГЛВТ ИЗОБРЕТЕНИЯ I. Устройство для непрерывного поштучного перемещения листовых цояимерных заготовок, например разинокордных изделий, содержащее транспортер-перекладчик, связан- {
ный цепной передачей с подающим денточНыл/ транспортером, оснащенным несколькими бесконечными лентами, огибающими -концевые барабаны с зазоршли по продольным кроглкам,
о т л и ч а ю щ е е с я тем, что, с целью обеспечения равномерного ориентированного поштучного питания каландра резинокордными листовыми заготовками, н.апример пластырей автоаптзчек для нанесения адгезионного прк|нтия из кауЧу1и, устройство оснащено установленными между ветвями ленточного транспортера штырьевым цепным транспортером, на звеньях цепей которого смонтированы, поворотные на шарнирах штыри-упоры для равномерной шаговой подачи заготовок, и кареткой,, подвшщой от привода в направлящих
И несуще.й лыщ для сближения за- гОтОвок, конечные дербключатем приводов и дланки, взаимодействующ.ие со штыря,ми-упораш при их повороте в з.азорах между лентами
подающего транспортера.
2. Устройств.о до п. I отличающееся тем, что над лентами подающего транспортера смонтированы на траверсах подаижные в зажимах ограничительные ориентирующие заготовки пружинные рей,ки,
448143
ч-.,
NJ
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНЫЙ АВТОМАТ ДЛЯ ПРОИЗВОДСТВА ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2490895C1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ЗАГОТОВОК | 1973 |
|
SU361098A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для шероховки заготовок из листовых эластичных материалов | 1981 |
|
SU1009793A1 |
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2325055C1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |