Изобретение относится к области автоматического управления и предназначено для использования в системах автоматического управления процессами шлифования.
Известен способ управления процессом врезного шлифования, основанный на формировании сигнала, пропорционального мгновенному радиусу изделия, его регистрации в функции угла поворота изделия, сравнении с опорным сигналом и использовании разностного сигнала для управления скоростью вращения изделия.
Особенностью предлагаемого способа является то, что на каждом обороте изделия усредняют сигнал регистрации и используют его в качестве опорного.
Это позволяет повысить точность обработки.
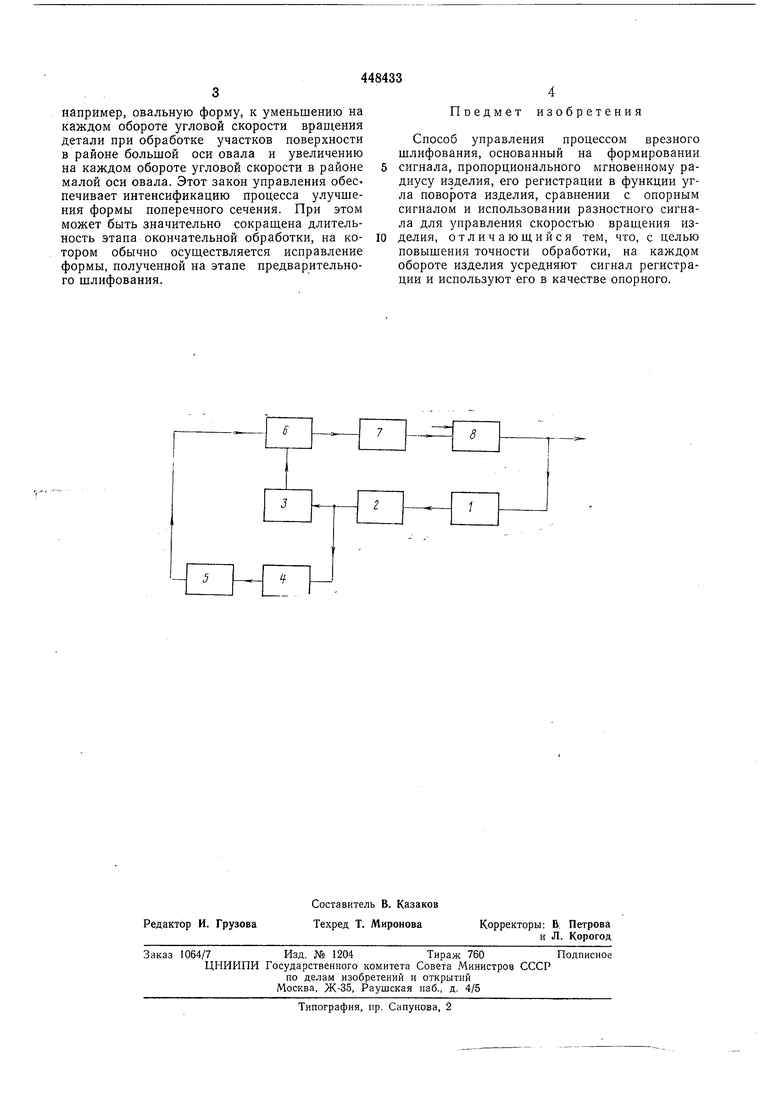
На чертеже показана блок-схема устройства для осуш,ествлеиия предлагаемого способа.
Она содержит датчик 1 сигнала, пропорционального мгновенному радиусу обрабатываемого изделия, узел 2 регистрации, блок 3 запоминания, блок 4 формирования среднего значения, блок 5 запоминания, сравниваюпдее устройство 6, блок 7 преобразования и блок 8 СПИД.
Способ реализуется следующим образом.
Блок 4 формирует среднее значение сигнала
с датчика 1 за последний, выполненный к данному моменту времени, оборот детали. Сигналы с блоков 3 и 5 запоминания поступают на сравнивающее устройство 6. Блок 3 осуществляет запоминание сигнала с момента измерения до момента попадания измеренного места в зону обработки, а блок 5 - сдвиг среднего значения сигнала с датчика 1 на желаемую угловую величину. Целесообразно
выбрать такую величину сдвига сигнала в блоке 5, чтобы сигнал с датчика, прошедший блок 3, являлся бы сигналом из середины того оборотного углового промежутка, по которому формируется среднее значение. От сравнивающего устройства б сигнал подается в блок 7, преобразующий сигнал к виду, пригодному для введения его в качестве дополнительного сигнала в систему управления приводом вращения детали. Дополнительный сигнал суммируется с основным сигналом управления приводом вращения детали, обеспечивающим ее вращение с некоторой выбранной постоянной угловой скоростью. Возможным и достаточно обоснованным законом формирования
дополнительного сигнала для управления приводом вращения детали является такой, при котором дополнительный сигнал пропорционален с учетом знака сигналу со сравнивающего устройства 6. Этот закон управления
приводит при обработке заготовки, имеющей.
например, овальную форму, к уменьшению на каждом обороте угловой скорости вращения детали при обработке участков поверхности в районе большой оси овала и увеличению на каждом обороте угловой скорости в районе малой оси овала. Этот закон управления обес печивает интенсификацию процесса улучшения формы поперечного сечения. При этом может быть значительно сокращена длительность этапа окончательной обработки, на котором обычно осуществляется исправление формы, полученной на этапе предварительного шлифования.
Поедм-ет изобретения
Способ управления процессом врезного шлифования, основанный на формировании сигнала, пропорционального мгновенному радиусу изделия, его регистрации в функции угла поворота изделия, сравнении с опорным сигналом и использовании разностного сигнала для управления скоростью вращения изделия, отличающийся тем, что, с целью повышения точности обработки, на каждом обороте изделия усредняют сигнал регистрации и используют его в качестве опорного.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 1972 |
|
SU347738A1 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| Способ определения стойкостных параметров режущего инструмента | 1978 |
|
SU765701A1 |
| Адаптивная система для дискретного регулирования подачи шлифовального станка | 1981 |
|
SU981934A1 |
| Устройство для управления скоростью вращения планшайбы шлифовального станка | 1978 |
|
SU791514A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И ЭКСПЕРТНАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2571693C1 |
| СПОСОБ УПРАВЛЕНИЯ ДВУСТОРОННИМ ТОРЦОВЫМ ШЛИФОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2490110C2 |
| Способ автоматического управления процессом врезного шлифования | 1981 |
|
SU952555A1 |
| Способ управления процессом шлифования | 1978 |
|
SU791505A1 |
| Способ управления процессом врезного шлифования | 1972 |
|
SU481402A1 |
