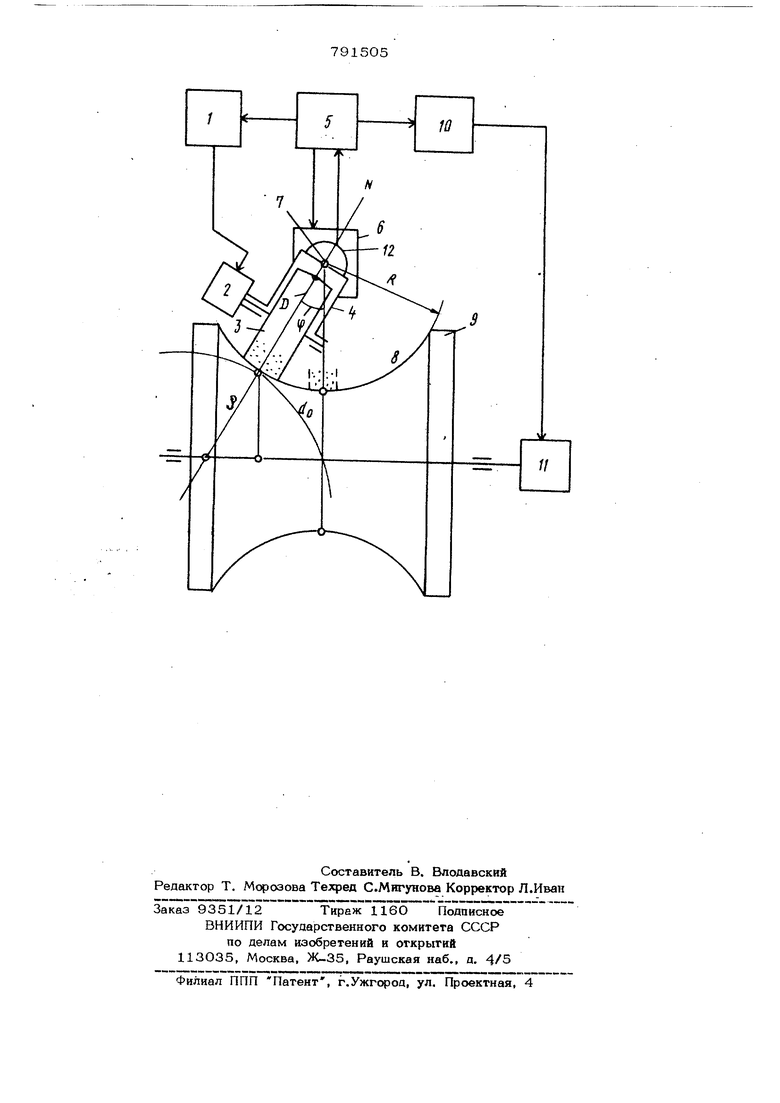
Изобретение относится к области абразивной обработки и может найти применение при производстве прокатных валков, например при обработке валков трубопрокатных и- трубосварочных станов. Известен способ управления процессом шлифования flj с автоматическим поддержанием режимов шлифования по заданному закону, согласно которому цля обеспечения постоянной удельной нагрузки на зерна шлифовального круга по мере его износа скорость шлифования изменяют по закону: / dp уоС - t) у где - текушая скорость шлифования; у - скорость шлифования при начальном диаметрекруга-, соответственно начальное и теку щее значения диаметра шлифовального круга} о - показатель степени, значение которого изменяется в пределах 1,15-1,23 К недостатку известного способа относится изменение удельной нагрузки на абразивное зерно шлифовального круга в процессе качания последнего при обработке деталей с профилем продольного сечения, выполненным в вице дуги окружности. Целью изобретения является обеспечение постоянной удельной нагрузки на зерна шлифовального круга, при его покачивании вокруг оси, совмещенной с центром дуги профиля детали. Поставленная цель достигается тем, что изменение частоты вращения детали осуществляют в зависимости от угла поворота шлифовального круга вокруг оси его качания в соответствии с законом: d - D-созГ частота вращения изделия при обработке его среднега сечения; об/мин; /,,) - текущая частота вращения ДОГЕ ли, об/мин; J) - диаметр шлифовального круга, угол поворота шлифовального круга вокруг оси качания от среднего положения, рад; С/ - диаметр детали в среднем сечении, MMJ (J - диаметр детали в точке ее кон такта с серединой дуги профиля шлифовального круга ари г повороте последнего вокруг оси качания на угол у , мма частоту поворота шлифовального круга вокруг оси качания изменяют пропррцио- нально частоте вращения детали. Для пояснения сущности изобретения необходимо оп)еделнть характер изменени удельной нагрузки на абразивное зерно в известном способе при качании круга. Можно показать, что толщина слоя О снимаемая одним абразивным зерном, будет определяться выражением: Чо 5 rj - расстояние между активными абразивными зернами; ИР скорость шлифования, м/с -фактическая глубина резания,м - осевая подача шлифовального круга на оборот детали, MMj -высота шлифовального круга,м Причем величина является постоянной при перемещении шл фовального круга вдоль всего профиля ва ка. Таким образом, как видно из формул (2), при постоянной частоте вращения д тали /7V - при всех значениях угла У изменение диаметра w. вал ка в обрабатьшаемом сечении и перемен ная величина ) сО4 V приводят к изм нению толщины слоя C/g соответств с зависимостью (1) в этих условиях из меняется и удельная нагрузка на абрази ное зерно. Согласно анализу обработки реальных валков с помощью известного способа, изменение удельной нагрузки на абразивное зернр за период качания шлифовального круга достигает 3-5 кра ого значения и приводит к значительному зменению высоты микронеровностей на оверхности ваЛка. Д/1Я предложенного же способа управения процессом шлифования валков хаактерно постоянство толщины слоя, сниаемого одним абразивным зерном, и, ледовательно, постоянство удельной нагузки на абразивное зерно. Действительо, с подстановкой формулы (1) в формуу (2) получим ../ При выбранном законе изменения частоты поворота шляфовального круга вокруг оси качалня продольная подача Р шлифовального круга на оборот детали постоянна независимо от частоты вращения детали. Поэтому в полученном выражении все элементы являются постоянными независимо от поворота шлифовального круга вокруг оси качания. На чертеже показана блок-схема спо-. соба управления процессом шлифования валков. Способ управления процессом шлифования состоит из схемы 1 управления двигателем 2 шлифовального круга 3, ус тш овленным на суппорте 4, схемы 5 управления двигателем 6 качания суппорта 4 вокруг оси 7, совмещенной с центром дуги профиля 8 обрабатываемого валка 9 радиуса R , схемы 10 управления двигателем 11 вращения детали и датчика 12 поворота суппорта 4 вокруг оси 7 качания. Выходы схемы 5 соединены с входами схем 1 и 10, а выход датчика 12 соединен с входом схемы 5. В процессе шлифования схема управления поддерживает заданную частоту вращения шлифовального круга, изменяет частоту вращения детали и частоту поворота шлифовального круга вокруг оси качания согласно предложенной закономерности, вследствие чего удельная нагрузка на абразивное зерно остается постош ной на всем угле качания шлифовального круга. В процессе качания шлифовального круга 3 вокруг оси 7 схема 5 подает сигнал на вход двигателя 6. Этот сигнал, совместно с сигналом обратной связи, подаваемым датчиком- 12 на вход схемы 5, обеспечивает поворот шлифовального круга вокруг оси 7 качания с переменной по углу V частотой поворота. Одновременно схема 5 подает сигнал на вход схемы
10, обеспечивая синхронное с .поворотом шлифовального круга вокруг оси 7 изменение частоты вращения детали по заложенному в схему 5 закону (3). Заложенный в схему 5 закон изменения частоты поворота шлифовального круга вокруг оси 7 обеспечивает пропорциональност частоты поворота шлифовального круга переменной частоте вращения валка. Вследствие этого обеспечивается постсянство удельной нагрузки на абразивное зерно при постоянной подаче шлифовального круга вдоль профиля валка на оборот валка. Таким образом обеспечивается управление процессом шлифования валков с учетом изменения радиуса кривизны f поверхности валка в сечении плоскостью вращения шлифовального круга, в зависимости от его поворота вокруг оси качания. Выбранная закономерность изменения частоты вращения обрабатываемого валка я поворота шлифовального круга вокруг, оси качания обеспечивает постоянство удельной нагрузки на абразивное зерно, которая в известном способе изменяется а больших пределах. Эта закономерность позволяет также сохранять постоянство продольной подачи шлифовального круга на оборот детали при переменной частоте вращения детали.
Формула изобретения
Способ управления процессом шлифования -11еталей с профилем продольного сечения, выполненным в виде дуги окружности включающий автоматическое регулирование скорости шлифования, отличающийся тем, что, с целькэ обеспечения постоянной удельной нагрузки на зерна шлифовального круга при его покачивании вокруг оси, совмещенной с центром дуги профиля детали, изменение частоты вращения детали осуществляют в зависимости от угла поворота шлифовального круга вокруг оси его качания в соответствии с законом:
где Q - частота вращения детали при
обработке ее среднего сечения, o6/ivtmij
//J. - текущая частота вращения детали, об/мин; 2 - диаметр шлифовального круга,
мм
V - угол поворота шлифовального круга вокруг оси качания от среднего положения, рад; d - диаметр детали в среднем сечения, MMJ
flC - диаметр детали в точке ее контакта с серединой дуги профиля шлифовального крута при его повороте на угол у мм а частоту поворота шлифовального круга вокруг оси качания изменяют пропорционально частоте вращения детали. Источники информации, ринятые во внимание при экспертизе
1. Авторское свидетельство СССР Ь425770,кл. В 24 В 51/ОО,ЗО.О4.74
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| Способ управления процессом шлифования | 1980 |
|
SU963837A2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ШЛИФОВАПИЯ | 1971 |
|
SU425770A1 |
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |