Предлагаемый электросварочный пресс для сварки по методу сопротивления предназначен, глзвным образом, для производства продольной сварки между собою тонких предметов и больших плоскостей. От известных электросварочных прессов предлагаемый пресс отличается тем, что в нем порталообразная часть, несущая верхний электрод, составлена из переставной в вертикальном направлении траверзы и опорных для нее колонн, которые установлены в нижней части пресса с механизмом для перестановки траверзы
Кроме того в предлагаемом прессе переставной шпиндель, установленный в траверзе и несущий патрон для навариваемого изделия, сделан полым и вмещает второй шпиндель, являющийся опорою для изделия и служащий для разгрузки патрона от вертикального давления со стороны изделия.
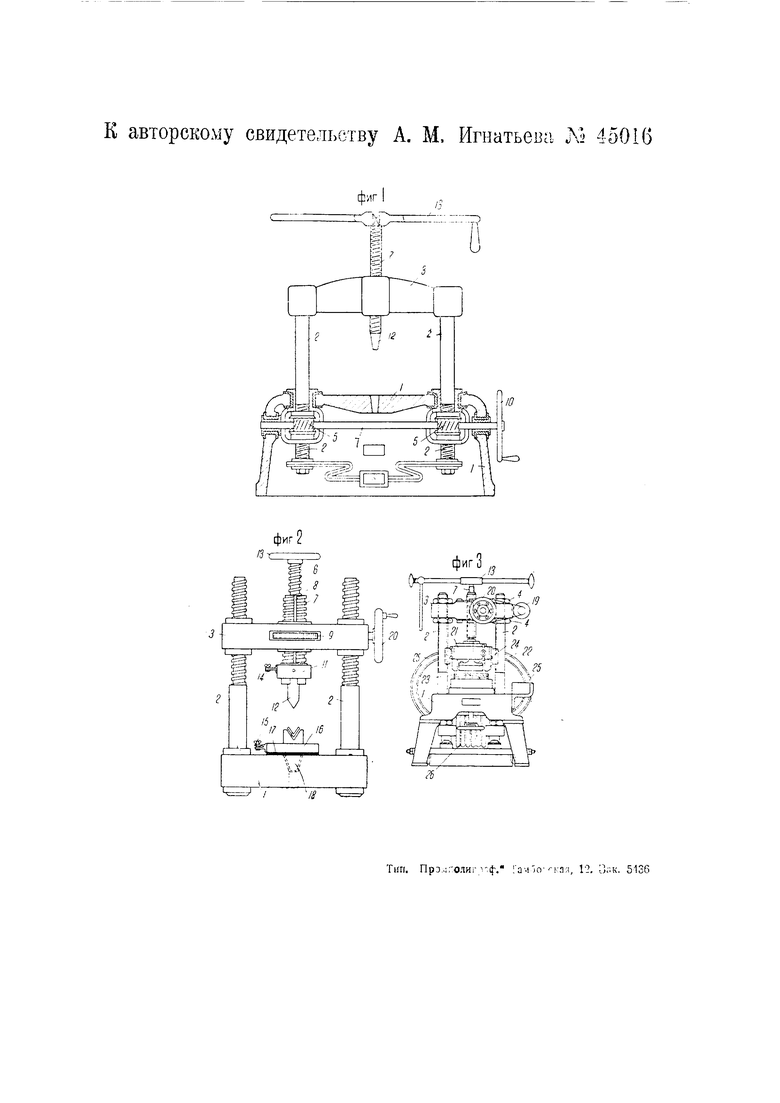
На чертеже фиг. 1-3 изображают предлагаемый пресс в трех конструктивных формах выполнения.
На фундаментной млите I, образующей нижнюю часть пресса, установлены по крайней мере дзе колонны 2, связанные сверху траверзой 3. Эти колонны и траверза образуют порталообразную часть пресса, несущую
;263i
верхний электрод; эта часть сделана переставной в вертикальном направлении. Механизм для перестановки траверзы установлен в нижней части I пресса. Перестановка траверзы осуществляется вращением маховичка 10, насаженного на ось. Вращением этой оси вызывается через посредство червячной передачи 5 подъем или опускание колонн 2 вместе с траверзой 3. В прессах по фиг. 2-3 перестановка траверзы в вертикальном направлении осуществляется без перемещения колонн 2. При этом траверза может закрепляться на колоннах 2 гайками 4 (фиг. 3).
В середине траверзы 3 установлен шпиндель 7, несуший электрод 12 (или обрабатываемый инструмент).
В прессах по фиг. 2 и 3 мощный шпиндель 7 сделан полым и имеет продольное направление при помощи шпоночной канавки 8.
Продольное перемещение шпиндель 7 получает от маховичс а 20 при помощи червяка и червячного колеса 9, обхватывающего нарезку шпинделя 7. Привод быть ручной или механический. На конце шпинделя при помоши обыкновенного патрона 11 укрепляется инструмент 12, на который быть наварена пластинка. Чтобы разгрузить
патрон 11 or uepiHkdjibnoiо дагзленмя, полый шпиндель имеет внутри второй шпиндель 6, который может передвигаться вдоль его оси при помощи маховичка 13. Этот внутренний шпиндель ввинчивается в наружный до тех пор, пока инструмент 12 упрется в него. Это приспособление дает возможность достигнуть значительных давлений без опасения скольжения инструментов в патроне. Патрон II и матрица 16 имеют зажимы 14 и, соответственно, 15, при помош,и которых они соединяются со вторичной обмоткой трансформатора.
Матрица IS укреплгна на плите 1 и изолирована от металла слоем 17; она центрирована на фундаментной плите при помоиди также изолированного конуса 18 или другим образом.
Наварка производится следующим образом. При помощи маховичка 10 (фиг. 1) или 20 (фиг. 2-3) инструмент 12 приводится в соприкосновение с навариваемой пластинкой и включается электрический ток. После достаточного нагрева производится дополнительный нахчим. Благодаря центральности давления сварка должна получиться по всей площади совершенно одинакового качества и пластинка не должна исказиться. Если требуется произвести сварку длинных предметов, то вместо матрицы 16 можно снизу укрепить патрон, подобный патрону 11, и в основную раму ввести шпиндель, подобный шпинделю 6.
В варианте верхняя матрица можзт быть неподвижна, а нижняя передвигаться, как показано на фиг. 2 или любым другим способом.
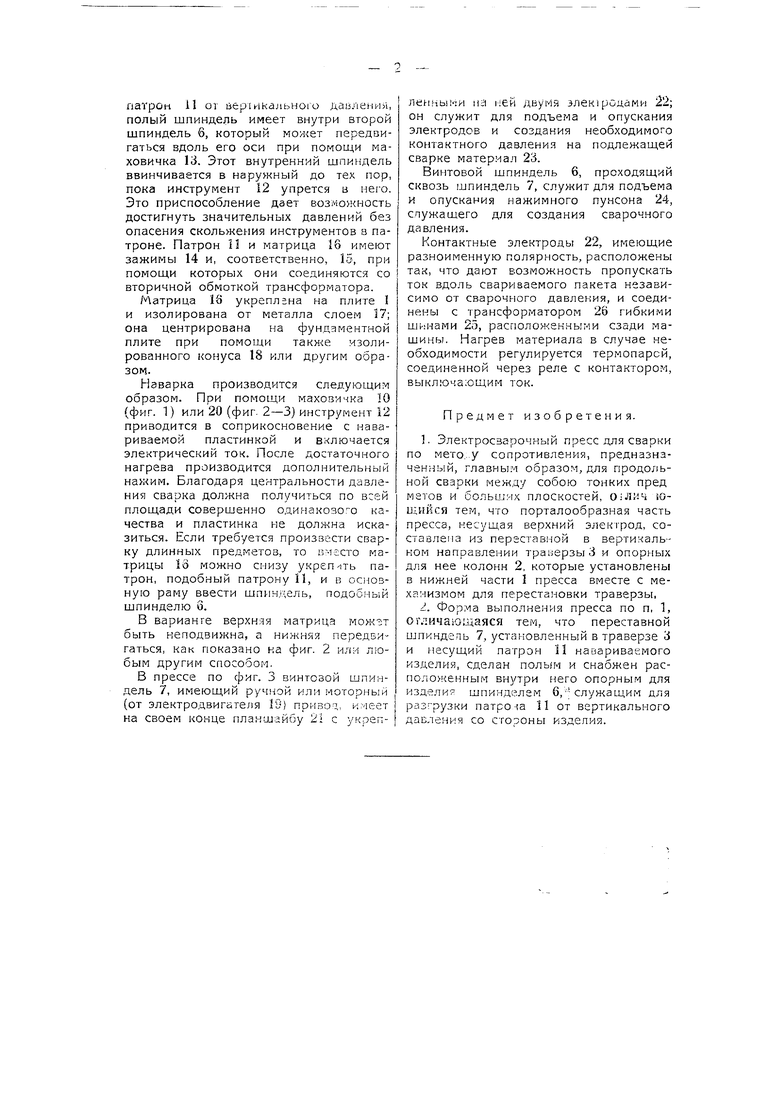
В прессе по фиг. 3 винтовой шпиндель 7, имеющий ручной или моторный (от электродвигателя 1В) приво, имеет на своем конце планшайбу 21 с укрепленныг:и па гшй двумя элекфоддми 22; он служит для подъема и опускания электродов и создания необходимого контактного давления на подлежащей сварке материал 23.
Винтовой шпиндель 6, проходящий сквозь шпиндель 7, служит для подъема и опускания нажимного пунсона 24, служащего для создания сварочного давления.
Контактные электроды 22, имеющие разноименную полярность, расположены так, что дают возможность пропускать ток вдоль свариваемого пакета независимо от сварочного давления, и соединены с трансформатором 26 гибкими шинами 25, расположенными сзади машины. Нагрев материала в случае необходимости регулируется термопарой, соединенной через реле с контактором, выключающим ток.
Предмет изобретения.
1. Электросварочный пресс для сварки по мето, у сопротивления, предназначенный, главным образом, для продольной сварки между собою тонких пред метов и больш:1х плоскостей, оглич ioDiViftcfl тем, что порталообразная часть пресса, несущая верхний электрод, составлена из переставной в вертикальном направлении транерзыЗ и опорных для нее колонн 2, которые установлены в нижней части 1 пресса вместе с механизмом для перестановки траверзы,
I. Форма выполнения пресса по п, 1, отличающаяся тем, что переставной шпиндель 7, устаьювленный в траверзе 3 и несущий патрон 11 навариваемого изделия, сделан полым и снабжен расположенным внутри него опорным для изделия шпинделем 6,-; служащим для разгрузки патро-ia 11 от вертикального давления со стороны изделия.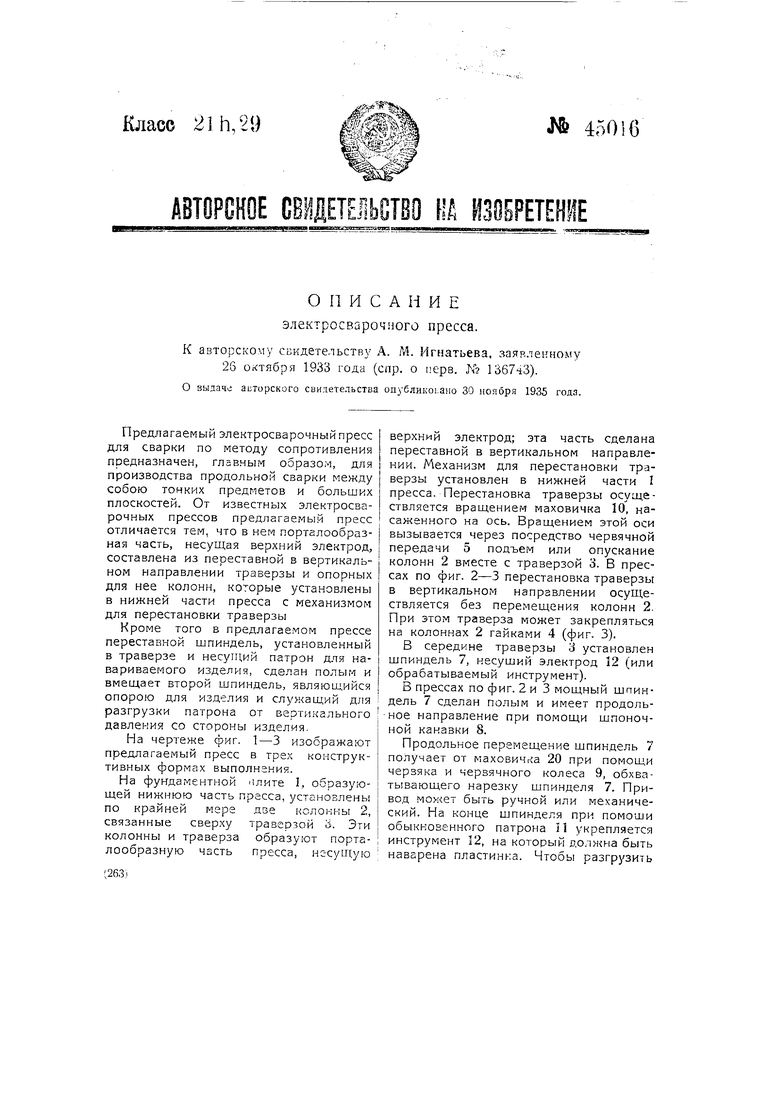
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| Станок для развальцовки и разбуровки труб | 1930 |
|
SU27031A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ДОПОЛНИТЕЛЬНОЙ ВЕРТИКАЛЬНОЙ НАПРАВЛЯЮЩЕЙ ДЛЯ РАБОЧЕГО СТОЛА | 1926 |
|
SU6036A1 |
| Устройство для электрической приварки тонких полос к массивным частям | 1932 |
|
SU37777A1 |
| Державка для резцов | 1932 |
|
SU36758A1 |
| Станок для изготовления фасонных изделий из дерева, кожи, фибры и т.п. | 1927 |
|
SU9264A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Станок для сварки биметаллических заготовок | 1939 |
|
SU57427A1 |
| Машина карусельного типа для центробежной отливки | 1940 |
|
SU61435A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ОКРУЖНОСТИ ТРАКТОРНЫХ И АВТОМОБИЛЬНЫХ АСБЕСТОВЫХ ДИСКОВ СЦЕПЛЕНИЯ | 1933 |
|
SU39603A1 |