Особенность станка состоит в том, что изделия приводятся во вращение шлифовальным кругом, без всяких вспомогательных приспособлений.
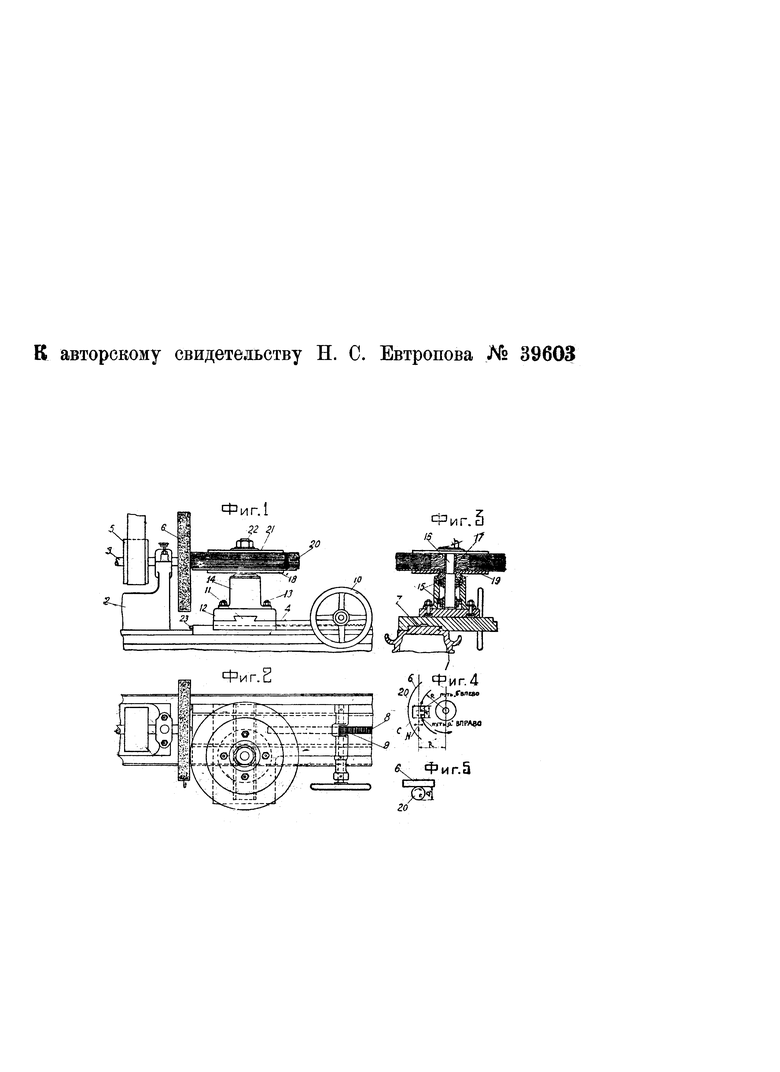
На чертеже фиг. 1 изображает вид станка сбоку; фиг. 2 - вид сверху; фиг. 3 - разрез по линии АВ на фиг. 1; фиг. 4 и 5 - две проекции установки изделий относительно шлифовального круга.
Станок в основном состоит из станины 1, передней бабки 2 со шпинделем 3 и супорта 4 с установленным на нем шпинделем 16 для изделий. Шпиндель 3 получает вращение от мотора через приемный шкив 5. На конце шпинделя 3 укреплен шлифовальный круг 6. Супорт со шпинделем для изделий имеет передвижение вдоль станины по направляющей призме 7.
Подача супорта осуществляется вручную, с помощью зубчатой рейки 8, реечной шестерни 9 и маховичка 10. Поперечной подачи супорт не имеет, и призма 11 служит лишь для установки шпинделя 16 в определенном положении относительно шлифовального круга в зависимости от диаметра шлифуемых дисков.
К верхней доске супорта 12 с помощью болтов 13 крепится стакан 14, в котором в двух радиальных шариковых подшипниках 15 устанавливается вертикальный шпиндель; так как при шлифовании значительных осевых усилий не возникает, то эти подшипники воспринимают как боковое, так и осевое давление, и необходимость в упорном подшипнике отпадает. При помощи застопоренной на шпинделе втулки 17 закрепляется нижний металлический диск 18, на котором устанавливается деревянная шайба 19, соответствующая внутреннему диаметру дисков сцепления. На нижний металлический диск укладываются пачкой шлифуемые асбестовые диски 20 и зажимаются между нижним диском и крышкой 21 при помощи болта 22. После этого шпиндель устанавливается на шлифовку. Для ограничения подачи на круг на станине установлен упор 23.
Изделия 20 укрепляются на свободно вращающемся шпинделе 16, расположенном перпендикулярно к шпинделю 3 шлифовального круга и переставляемом в трех взаимно перпендикулярных направлениях. Такое устройство дает совершенно новый технический эффект, состоящий в том, что изделия получают от шлифовального круга, без каких бы то ни было дополнительных приспособлений, вращение вокруг своей оси, скорость которого может быть регулируема. Перемещение шпинделя 16 с изделиями 20 в направлении к шлифовальному кругу служит для приведения в соприкосновение круга 6 и изделий 20, а перестановкой шпинделя 16 в двух взаимно перпендикулярных направлениях вдоль поверхности шлифовального круга осуществляется регулирование скорости вращения изделий 20, как это пояснено ниже в соответствии с фиг. 4 и 5, схематически изображающими относительное положение шлифовального круга 6 и изделий 20 во время работы. За время прохождения по обрабатываемому материалу дуги на поверхности шлифовального круга 6, имеющей радиус R и длину С, отвечающую хорде, равной толщине K материала, поверхность последнего пройдет путь а-b (фиг. 4 и 5). За один оборот шлифовального круга дуга С пройдет по обрабатываемому материалу  раз. Следовательно, поверхность изделий 20 пройдет за оборот круга путь
раз. Следовательно, поверхность изделий 20 пройдет за оборот круга путь  (а-b), а за n оборотов круга
(а-b), а за n оборотов круга  n (а-b). Число оборотов, которое при этом сделают изделия, будет
n (а-b). Число оборотов, которое при этом сделают изделия, будет  (а-b); обозначая 2R через D, получим окончательно
(а-b); обозначая 2R через D, получим окончательно  (а-b). Для данных обрабатываемых изделий значения С и D1 остаются постоянными (пренебрегая относительно небольшим уменьшением D1 вследствие сошлифовывания). Если предположить, что шлифовальный круг всегда вращается с постоянным числом оборотов, то будем иметь, что n1=ƒ (D, а, b) т.е. при постоянном числе оборотов круга мы можем менять скорость вращения изделий, переставляя шпиндель с изделиями параллельно самому себе в то или иное положение на поверхности круга, как это показано на фиг. 4 стрелками N. Это является совершенно новым техническим эффектом, который до сего времени не давал ни один из известных шлифовальных станков.
(а-b). Для данных обрабатываемых изделий значения С и D1 остаются постоянными (пренебрегая относительно небольшим уменьшением D1 вследствие сошлифовывания). Если предположить, что шлифовальный круг всегда вращается с постоянным числом оборотов, то будем иметь, что n1=ƒ (D, а, b) т.е. при постоянном числе оборотов круга мы можем менять скорость вращения изделий, переставляя шпиндель с изделиями параллельно самому себе в то или иное положение на поверхности круга, как это показано на фиг. 4 стрелками N. Это является совершенно новым техническим эффектом, который до сего времени не давал ни один из известных шлифовальных станков.
1. Станок для шлифования окружности тракторных и автомобильных асбестовых дисков сцепления, отличающийся тем, что служащий для укрепления изделий шпиндель расположен параллельно рабочей торцевой поверхности шлифовального круга и выполнен переставным перпендикулярно к этой плоскости и вдоль нее, с целью приведения изделий во вращение самим шлифовальным кругом со скоростью, регулируемой или перестановкой шпинделя с изделиями или изменением положения изделий по высоте на шпинделе или обоими этими приемами одновременно.
2. Форма выполнения станка по п. 1, отличающаяся тем, что шпиндель может быть переставлен вдоль поверхности шлифовального круга в двух взаимно перпендикулярных направлениях.
3. В станке по п. 1 или 2 применение переставного упора для ограничения перемещения шпинделя в направлении к шлифовальному кругу.
