Предметом настоящего авторского свидетельства является станок, предназначенный для сварки биметаллических заготовок металлорежущего инструмента путем пропускания электрического тока через заготовку вдоль свариваемой плоскости, перпендикулярно к которой создается сварочный обжим. Таким способом можно производить сварку больщих плоскостей, используя нормальные сварочные трансформаторы и аппараты, причем наиболее подходящим типом являются стыковые аппараты с горизонтальными плоскостями посадочных мест.
Сущность изобретения заключается в том, что рычажный механизм пуансона, осуществляющего сварочное давление, связан посредством пружины с приводной гайкой, подвижной вдоль винта, вращаемого электродвигателем, и используемой для автоматического, при помощи концевых выключателей, выключения электродвигателя в своих крайних положениях.
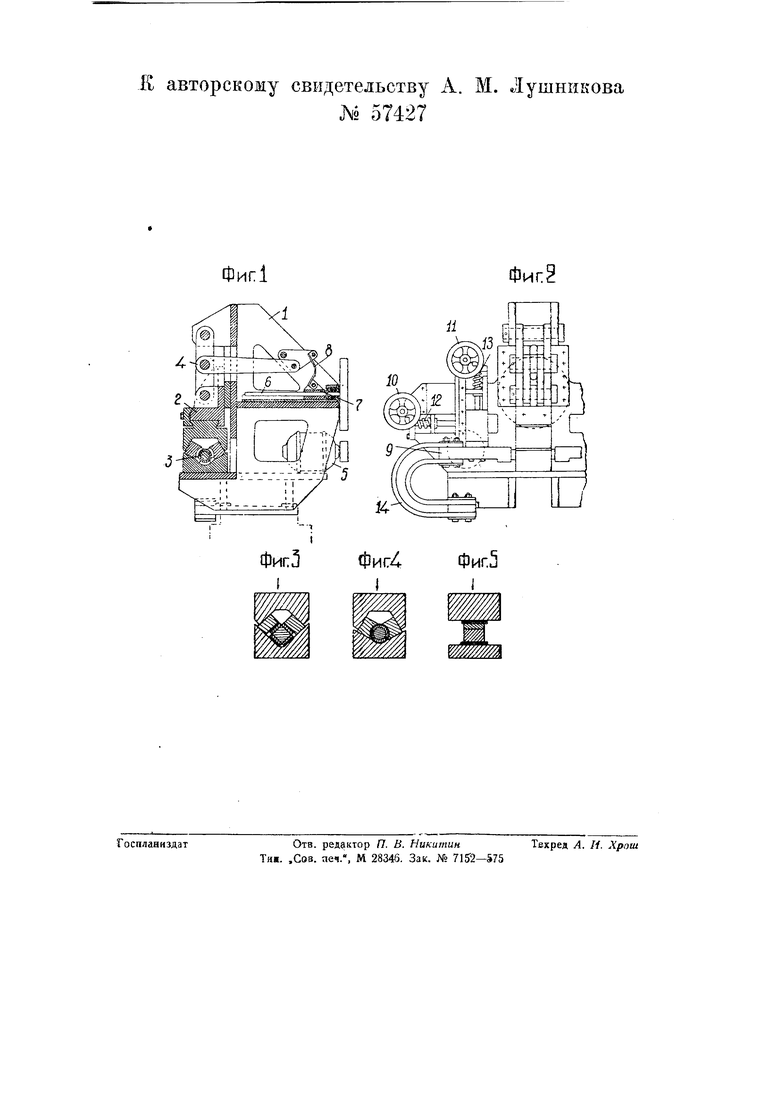
Сказанное поясняется чертежом, на котором фиг. 1 изображает вид предлагаемого станка сбоку с частичным разрезом; фиг. 2 - вид станка спереди; фиг. 3-5-поперечный разрез приспособлений для помещения заготовки,
Стапок представляет собой сварной корпус / из стальных листов, поддерживающий вертикальные направляющие, в которых перемещается пуансон 2, осуществляющий сварочный нажим.
При сварке цилиндрической заготовки, представляющей собой сердечник из поделочной стали, обложенный по образующим согнутыми в дугу пластинками быстрорежущей стали, заготовка 5 помещается в особое приспособление с кулачками, на которые давит пуансон 2. Заготовка изолируется от приспособления специальными изоляционными прокладками (фиг- 3-5). Конструкция приспособления для цилиндрической заготовки изображена на фиг. 4.
Аналогичным образом можно сваривать заготовки квадратного сечения, наваривая пластины одновременно с четырех сторон (фиг. 3). Для сварки плоских заготовок устанавливаются плоский щтамп и подкладка соответствующей толщины (фиг. 5).
Давление на пуансон передается посредством рычажного механизма 4 от электродвигателя 5, приводящего во вращение ходовой винт 6, который перемещает приводную гайку/. Последняя соединена с рычажным механизмом пружиной 8, которая рассчитывается на усилие таким образом, чтобы получить требуемое сварочное давление при крайнем положении гайки, соответствующем крайнему нижнему положению пуансона. Ход гайки ограничивается концевыми выключателями, автоматически выключающими электродвигатель при крайних положениях. Высота пуансона для обжимных приспособлений выбирается с таким расчетом, чтобы при обжатии положение заготовки в пространстве соответствовало выпрямленному положению колена рычажного механизма. Таким образом, требуемая величина осадки при сварке достигается путем выбора соответствующей толщины прокладки. Сварочный ток подводится к заготовке при помощи электродов 9, могущих перемещаться как в вертикальном, так и в горизонтальном направлениях при вращении маховичков 10 -а 11, перемещающих супорт, поддерживающий электроды. Такое устройство дает возможность подводить электроды как к торцам заготовки (в случае толстой заготовки), так и сверху (в случае тонкой заготовки). При этом контактное давление может быть установлено требуемой величины, определяемой сжатием пружины 12 или 13, которое учитывается по шкале, нанесенной на направляющих. Наблюдение за нагревом ведется по выступающим частям заготовки. Сварочный ток подводится к электродам при помощи гибких
щин 14, присоединенных к пластинам, соприкасающимся с посадочными местами стыковой мащины.
Станок позволяет производить, без его разборки, сварку заготовок самого разнообразного инструмента: гребенок Маага, плащек Лендиса, автоматных резцов, многослойных заготовок для проката, цилиндрических фрез, дисковых резцов и др.
Управление станком (перемещение электродов путем вращения маховичков, автоматический останов пуансона в крайних положениях) удобно и не требует высокой квалификации рабочего и сложных производственных навыков.
Сила сварочного обжима и нажатие электродов могут быть установлены любой требуемой величины.
Конструкция станка предусматривает использование нормальных стыковых мащин, проста в изготовлении, так как не содержит отливок, и может быть выполнена на любом заводе.
Предмет изобретения.
Станок для сварки биметаллических заготовок металлорежущего инструмента путем пропускания электрического тока через заготовку вдоль свариваемой плоскости, перпендикулярно к которой создается сварочный обжим, отличающийся тем, что рычажный механизм 4 пуансона, осуществляющего сварочное давление, связан посредством пружины 8 с приводной гайкой 7, подвижной вдоль винта 6, вращаемого электродвигателем 5, и автоматически выключающей электродвигатель в своих крайних положениях при помощи концевых выключателей. к авторскому свидетельству А. № 57427 М. Лушникова
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для автоматической стыковой сварки | 1950 |
|
SU93589A1 |
| Приспособление к контактной стыковой сварочной машине для автоматизации процесса предварительного нагрева и оплавления | 1947 |
|
SU74290A1 |
| ПРИСПОСОБЛЕНИЕ К СТЫКОВОЙ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЕ ДЛЯ АВТОМАТИЗАЦИИ СВАРОЧНОГО ПРОЦЕССА | 1946 |
|
SU69385A1 |
| Приспособление к сварочной машине для электростыковой сварки долбяков Феллоу и дисковых фрез | 1940 |
|
SU68528A1 |
| УСТРОЙСТВО для СВАРКИ ПАКЕТОВ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1967 |
|
SU205268A1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| Способ контактной стыковой сварки сопротивлением биметаллического металлорежущего инструмента | 1987 |
|
SU1488157A1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |
| Электросварочный пресс | 1933 |
|
SU45016A1 |
Фиг1
Фиг2
